You might also like
- All Tutorial EEU104Document19 pagesAll Tutorial EEU104Faeez SouLzNo ratings yet
- NonNewtonian NumericalDocument14 pagesNonNewtonian Numericaldr_drk4503100% (1)
- Modal Analysis of Step-Index FibersDocument25 pagesModal Analysis of Step-Index Fibersd24testNo ratings yet
- Wetted-Wall Column ReportDocument33 pagesWetted-Wall Column ReportmelanNo ratings yet
- Formula SheetDocument1 pageFormula SheetSaleem SheikhNo ratings yet
- Matriculation Fee ReceiptDocument1 pageMatriculation Fee ReceiptAnuNarayan RNo ratings yet
- Peerless Pump Tech BulletinsDocument176 pagesPeerless Pump Tech BulletinsWilhelm ThorleyNo ratings yet
- Process Control Unit 1Document44 pagesProcess Control Unit 1anshu4u06No ratings yet
- Head Flow MetersDocument27 pagesHead Flow Metersvashu patelNo ratings yet
- Flow Control Lab ReportDocument15 pagesFlow Control Lab ReportKammy LaiNo ratings yet
- Wetted Wall Column Experiment and Set UPDocument4 pagesWetted Wall Column Experiment and Set UPvarun kumarNo ratings yet
- Capaliiry Flow MethodDocument3 pagesCapaliiry Flow MethodDinesh Kumar MehraNo ratings yet
- Annular & Sine Reactor RTD ExperimentsDocument42 pagesAnnular & Sine Reactor RTD Experimentssagar0% (2)
- VLEDocument20 pagesVLEIjal Jamin50% (2)
- Equipment Manual IntroductionDocument47 pagesEquipment Manual IntroductionAnkit Malhotra100% (2)
- Non-Interacting Process Response ExperimentsDocument6 pagesNon-Interacting Process Response ExperimentsGuruPrasadOtta100% (1)
- Root Locus Method 2Document33 pagesRoot Locus Method 2Umasankar ChilumuriNo ratings yet
- Diode ExperimentDocument4 pagesDiode ExperimentShubham GoelNo ratings yet
- Gas-Phase CSTR 1.5th Order Reaction ModelDocument4 pagesGas-Phase CSTR 1.5th Order Reaction ModelChandrashekharCSKNo ratings yet
- Process ControlDocument20 pagesProcess ControlRexel Reedus100% (1)
- Basic Electronics - JFET - TutorialspointDocument6 pagesBasic Electronics - JFET - Tutorialspointgunasekaran k100% (1)
- Chemical Engineering Mass Transfer NotesDocument36 pagesChemical Engineering Mass Transfer NotesLebohang Czar Nku50% (2)
- Chemical Kinetics Question Bank Class 12 CBSEDocument8 pagesChemical Kinetics Question Bank Class 12 CBSERahgul M.S.No ratings yet
- Camphor BallsDocument8 pagesCamphor BallsGurunath EpiliNo ratings yet
- Stirred Tank HeaterDocument34 pagesStirred Tank HeaterIman Haerudin100% (1)
- Experiment 4 Study On Dynamics of First Order and Second OrderDocument12 pagesExperiment 4 Study On Dynamics of First Order and Second OrderQastalani Ghazali100% (1)
- Hydraulics II Tutorial on Chapter One Economics FlowsDocument3 pagesHydraulics II Tutorial on Chapter One Economics FlowsRefisa Jiru100% (1)
- Inverse Laplace Transform Lecture-3Document22 pagesInverse Laplace Transform Lecture-3SingappuliNo ratings yet
- Levenspiel C5 Problemas PDFDocument7 pagesLevenspiel C5 Problemas PDFbete_azmaveteNo ratings yet
- Chapter 5 SlideDocument25 pagesChapter 5 Slidecanva proNo ratings yet
- First Order Systems: Liquid Level Variation and Response of ThermometerDocument63 pagesFirst Order Systems: Liquid Level Variation and Response of ThermometerSujithVarma UppalapatiNo ratings yet
- Flow Control by Valve - Lab - 08 PDFDocument19 pagesFlow Control by Valve - Lab - 08 PDF9716649792No ratings yet
- NME 416 FINAL EXAM HEAT TRANSFERDocument1 pageNME 416 FINAL EXAM HEAT TRANSFERAaron GamezNo ratings yet
- ChE441 Problem Set 3 SolutionsDocument6 pagesChE441 Problem Set 3 SolutionsnvNelly03100% (4)
- Viva Question For PDCDocument1 pageViva Question For PDCJunaid ParkerNo ratings yet
- Isothermal Batch ReactorDocument5 pagesIsothermal Batch ReactorSrikanthNo ratings yet
- Gate 2006 PDFDocument21 pagesGate 2006 PDFVammsy Manikanta SaiNo ratings yet
- Wetted - Wall Column PDFDocument8 pagesWetted - Wall Column PDFSaurab Devanandan33% (3)
- Wetted Wall Column Mass TransferDocument5 pagesWetted Wall Column Mass TransferAbhishek Kumar20% (5)
- 1 - Energy and Energy BalancesDocument135 pages1 - Energy and Energy BalancesHabib Al-Aziz100% (2)
- Fluid Mechanics pp82 91Document10 pagesFluid Mechanics pp82 91Alvaro CujiNo ratings yet
- Closed Conduit Flow ExptDocument99 pagesClosed Conduit Flow ExptStephanie Anne FortinNo ratings yet
- 1 Units and Dimensions 54Document24 pages1 Units and Dimensions 54SSNo ratings yet
- Root LocusDocument95 pagesRoot LocusPiyooshTripathi100% (1)
- ET Lab ManualDocument52 pagesET Lab Manualcholleti sriram100% (1)
- Workshop IDocument6 pagesWorkshop IValentina GonzálezNo ratings yet
- Introduction to Energy Balance ConceptsDocument25 pagesIntroduction to Energy Balance Conceptsnhalieza1067No ratings yet
- Momentum Transfer Operations ProblemsDocument5 pagesMomentum Transfer Operations ProblemsMOHIT GUPTANo ratings yet
- Determine J Value by Electrical MethodDocument7 pagesDetermine J Value by Electrical MethodRedwanul HaqueNo ratings yet
- Solution Thermodynamics 2020Document49 pagesSolution Thermodynamics 2020Esha ChohanNo ratings yet
- Ps2 in PDCDocument3 pagesPs2 in PDClily august0% (1)
- BEE Lab ManualDocument37 pagesBEE Lab Manualpurusottampradhan100% (4)
- NS EquationDocument80 pagesNS EquationYash JainNo ratings yet
- Week 2 Interphase Mass TransferDocument17 pagesWeek 2 Interphase Mass TransferKagendren AyanNo ratings yet
- K Calibration of Venturi and Orifice MetersDocument13 pagesK Calibration of Venturi and Orifice MetersKitty VNo ratings yet
- Chemical Reaction Equilibria GuideDocument44 pagesChemical Reaction Equilibria GuideEiman UzmiNo ratings yet
- Basic Instrument SymbolsDocument7 pagesBasic Instrument Symbolssushant_jhawer100% (1)
- FlowDocument105 pagesFlowretheepNo ratings yet
- Unit 1 Variable Head Type FlowmetersDocument22 pagesUnit 1 Variable Head Type FlowmetersShivam VishvakarmaNo ratings yet
- Fluid Mechanics of CH 4 & 5Document44 pagesFluid Mechanics of CH 4 & 5Adugna GosaNo ratings yet
- Unit 3 - Thermal Engineering and Gas Dynamics - WWW - Rgpvnotes.inDocument9 pagesUnit 3 - Thermal Engineering and Gas Dynamics - WWW - Rgpvnotes.inFno FnoNo ratings yet
- Area Flow MetersDocument22 pagesArea Flow MetersAnuNarayan RNo ratings yet
- Student Copy Institutioncopy Bank Copy: Admissionno. AdmissionnoDocument1 pageStudent Copy Institutioncopy Bank Copy: Admissionno. AdmissionnoAnuNarayan RNo ratings yet
- Electrical Type Flow MetersDocument22 pagesElectrical Type Flow MetersAnuNarayan R0% (1)
- Cochin University of Science and TechnologyDocument2 pagesCochin University of Science and TechnologyAnuNarayan RNo ratings yet
- More Chapter 3 1-Derivation of Comptons EquationDocument2 pagesMore Chapter 3 1-Derivation of Comptons EquationAnuNarayan RNo ratings yet
- A Generalized Measurement SystemDocument4 pagesA Generalized Measurement SystemAnuNarayan RNo ratings yet
- Basic Civil & Mechanical Engineering 2013 Jun (2012 Ad)Document2 pagesBasic Civil & Mechanical Engineering 2013 Jun (2012 Ad)AnuNarayan RNo ratings yet
- More Chapter 3 1-Derivation of Comptons EquationDocument2 pagesMore Chapter 3 1-Derivation of Comptons EquationAnuNarayan RNo ratings yet
- Solution2 NewDocument7 pagesSolution2 NewfrdayeenNo ratings yet
- Cochin University of Science and Technology: Collegewise Percentage of ResultsDocument1 pageCochin University of Science and Technology: Collegewise Percentage of ResultsAnuNarayan RNo ratings yet
- Chapter 3 - Wellbore Performance AnalysisDocument56 pagesChapter 3 - Wellbore Performance AnalysisTu Dang TrongNo ratings yet
- EZHDocument28 pagesEZHJuan JuanNo ratings yet
- 2.steam and Liquid For EX1021 - Oil On Stop-480kgh-240kghDocument1 page2.steam and Liquid For EX1021 - Oil On Stop-480kgh-240kghRosid Ridwan Nur IchsanNo ratings yet
- F7000 / 8000 SERIES Pilot-Operated Safety Relief Valve: Installation, Operation, & Maintenance ManualDocument43 pagesF7000 / 8000 SERIES Pilot-Operated Safety Relief Valve: Installation, Operation, & Maintenance ManualMoe MozhganNo ratings yet
- Spence PDFDocument288 pagesSpence PDFagrovadoNo ratings yet
- Refrigeration COP and Heat CalculationsDocument19 pagesRefrigeration COP and Heat CalculationskelvinNo ratings yet
- Model 2353 Equilibrium Flash Separator ManualDocument28 pagesModel 2353 Equilibrium Flash Separator ManualamiddNo ratings yet
- Legend Sheet P&ID For As-Built - Drafting On 20210722-5Document1 pageLegend Sheet P&ID For As-Built - Drafting On 20210722-5Ludi D. LunarNo ratings yet
- Pipe FittingsDocument212 pagesPipe FittingsRobert WurstnerNo ratings yet
- Caterpillar Cat 330B L EXCAVATOR (Prefix 1JS) Service Repair Manual (1JS00001 and Up)Document26 pagesCaterpillar Cat 330B L EXCAVATOR (Prefix 1JS) Service Repair Manual (1JS00001 and Up)kfm8seuuduNo ratings yet
- Datamate Parts ManualDocument20 pagesDatamate Parts Manualdesto2100% (1)
- Workshop Stock ListDocument16 pagesWorkshop Stock ListRachit100% (1)
- 321d Esquema Hidraulico Excavadora CatDocument2 pages321d Esquema Hidraulico Excavadora CatWilson CamachitoNo ratings yet
- Mechanical Engineering Measurement and Hydraulics CourseDocument9 pagesMechanical Engineering Measurement and Hydraulics CourseKalpesh MadhaviNo ratings yet
- Pump Troubleshooting GuideDocument3 pagesPump Troubleshooting GuidebbmokshNo ratings yet
- Installation of Transmitter For Steam Pressure Below Tapping PDFDocument1 pageInstallation of Transmitter For Steam Pressure Below Tapping PDFPeter AntonyNo ratings yet
- Z Questions ExamsDocument193 pagesZ Questions ExamsAsmaa MahmoudNo ratings yet
- 320C and 325C Excavators Hydraulic System - Attachment System, Ombined Function, Auxiliary Pump, Joystick With Slide ControlDocument2 pages320C and 325C Excavators Hydraulic System - Attachment System, Ombined Function, Auxiliary Pump, Joystick With Slide ControlЕвгений Абрамов100% (1)
- Inspection TurbineDocument8 pagesInspection TurbineBookMaggotNo ratings yet
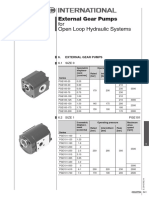
- External Gear Pumps for Open Loop Hydraulic SystemsDocument2 pagesExternal Gear Pumps for Open Loop Hydraulic SystemsBlashko GjorgjievNo ratings yet
- Rannie 110T / Gaulin 110T: Apv HomogeniserDocument4 pagesRannie 110T / Gaulin 110T: Apv HomogeniserleekiangyenNo ratings yet
- r5220104 Hydraulics and Hydraulic MachineryDocument1 pager5220104 Hydraulics and Hydraulic MachinerySaitheja SharmaNo ratings yet
- Virtual Lecture - 5-Tutorial-RealCycleDocument41 pagesVirtual Lecture - 5-Tutorial-RealCycleRukmani DeviNo ratings yet
- Mill Roller Lowering HydraulicsDocument22 pagesMill Roller Lowering HydraulicsTirath TmsNo ratings yet
- Amca Mev A e 06 07 PDFDocument32 pagesAmca Mev A e 06 07 PDFthijssilderhuisNo ratings yet
- Axial Flow Pump TestDocument12 pagesAxial Flow Pump TestOnye WalsonNo ratings yet
- Hose Chart Hose Reference Cover Hose Operating Temp Hose Code Reference Standard Max Working Pressure (Bar) Temp Range (°C)Document2 pagesHose Chart Hose Reference Cover Hose Operating Temp Hose Code Reference Standard Max Working Pressure (Bar) Temp Range (°C)Jose PartaNo ratings yet
- Fiberglass PIPE WALL THICKNES Rev 1Document19 pagesFiberglass PIPE WALL THICKNES Rev 1Enryan Oreski RiyadiNo ratings yet
- Control Cantidades Mecanicas (Urg-Empatado Planilla) Rev0Document124 pagesControl Cantidades Mecanicas (Urg-Empatado Planilla) Rev0DarioTelloNo ratings yet