You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Lampiran 1perhitungan Tugas KhususDocument3 pagesLampiran 1perhitungan Tugas KhususLily DianaNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Fulbright Master Application Form 1Document10 pagesFulbright Master Application Form 1Print WarnetNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- LAMPIRAN 5 Flowsheet Unit SynloopDocument1 pageLAMPIRAN 5 Flowsheet Unit SynloopLily DianaNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Pertemuan 02 Rancangan Pabrik (14 Oktober 2015)Document15 pagesPertemuan 02 Rancangan Pabrik (14 Oktober 2015)Lily DianaNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Soal TOEFL - Reading ComprehensionDocument3 pagesSoal TOEFL - Reading ComprehensionElizabeth PoedjionoNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Moist Air PropertiesDocument12 pagesMoist Air PropertiesLily DianaNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Flowsheet Synloop Unit Ammonia Pusri IVDocument1 pageFlowsheet Synloop Unit Ammonia Pusri IVLily DianaNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- 1Document12 pages1Lily DianaNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Lampiran 4 Quenching Design 105 DDocument1 pageLampiran 4 Quenching Design 105 DLily DianaNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- Danone at A GlanceDocument21 pagesDanone at A GlanceGudang ErsopNo ratings yet
- Pertemuan 05 Rancangan Pabrik (04 November 2015)Document15 pagesPertemuan 05 Rancangan Pabrik (04 November 2015)Lily DianaNo ratings yet
- Membrane Filtration HandbookDocument129 pagesMembrane Filtration Handbookmario_nqn89% (9)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Paten Kak DeviDocument33 pagesPaten Kak DeviLily DianaNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Msds Molten SulphurDocument9 pagesMsds Molten SulphurLily DianaNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Pertemuan 05 Rancangan Pabrik (04 November 2015)Document15 pagesPertemuan 05 Rancangan Pabrik (04 November 2015)Lily DianaNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- PaperDocument10 pagesPaperLily DianaNo ratings yet
- Us 20140309468Document4 pagesUs 20140309468Lily DianaNo ratings yet
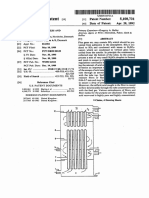
- Us5108731 PDFDocument12 pagesUs5108731 PDFLily DianaNo ratings yet
- 10195en Rev6 PDFDocument8 pages10195en Rev6 PDFLily DianaNo ratings yet
- Paten Sulfur Mixer PDFDocument7 pagesPaten Sulfur Mixer PDFLily DianaNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- PDF Abstrak Id Abstrak-20376774Document1 pagePDF Abstrak Id Abstrak-20376774Lily DianaNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Konversi Sulfur Di Proses Pembakaran 1 PDFDocument6 pagesKonversi Sulfur Di Proses Pembakaran 1 PDFLily DianaNo ratings yet
- Topsoe wet gas sulphuric acid technology reduces sulfur emissionsDocument8 pagesTopsoe wet gas sulphuric acid technology reduces sulfur emissionstsaleh100% (1)
- Proses Wsa 2 PDFDocument2 pagesProses Wsa 2 PDFLily DianaNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Us 8138371Document10 pagesUs 8138371Lily DianaNo ratings yet
- Topsoe wet gas sulphuric acid technology reduces sulfur emissionsDocument8 pagesTopsoe wet gas sulphuric acid technology reduces sulfur emissionstsaleh100% (1)
- Us 20150147266 A 1Document18 pagesUs 20150147266 A 1Lily DianaNo ratings yet
- Wsa Condenser PDFDocument21 pagesWsa Condenser PDFLily DianaNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- c01Document21 pagesc01Mustafa BakırNo ratings yet
- Norms and specifications for distribution transformer, DG set, street light poles, LED lights and high mast lightDocument4 pagesNorms and specifications for distribution transformer, DG set, street light poles, LED lights and high mast lightKumar AvinashNo ratings yet
- Research Design Elements for ScenariosDocument25 pagesResearch Design Elements for Scenariosrohizal ibrahimNo ratings yet
- FOMRHI Quarterly: Ekna Dal CortivoDocument52 pagesFOMRHI Quarterly: Ekna Dal CortivoGaetano PreviteraNo ratings yet
- AP Statistics - 2014-2015 Semester 1 Test 3Document4 pagesAP Statistics - 2014-2015 Semester 1 Test 3Camden BickelNo ratings yet
- 01 NumberSystemsDocument49 pages01 NumberSystemsSasankNo ratings yet
- User-Centered Website Development: A Human-Computer Interaction ApproachDocument24 pagesUser-Centered Website Development: A Human-Computer Interaction ApproachKulis KreuznachNo ratings yet
- Numark MixTrack Pro II Traktor ProDocument3 pagesNumark MixTrack Pro II Traktor ProSantiCai100% (1)
- Incident Report Form: RPSG-IMS-F-24 Accident and Investigation Form 5ADocument2 pagesIncident Report Form: RPSG-IMS-F-24 Accident and Investigation Form 5ARocky BisNo ratings yet
- Pike River Case StudyDocument7 pagesPike River Case StudyGale HawthorneNo ratings yet
- Modulus of Subgrade Reaction KsDocument1 pageModulus of Subgrade Reaction KsmohamedabdelalNo ratings yet
- UBI1Document66 pagesUBI1Rudra SinghNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Final Biomechanics of Edentulous StateDocument114 pagesFinal Biomechanics of Edentulous StateSnigdha SahaNo ratings yet
- Broadband BillDocument1 pageBroadband BillKushi GowdaNo ratings yet
- FC Bayern Munich Marketing PlanDocument12 pagesFC Bayern Munich Marketing PlanMateo Herrera VanegasNo ratings yet
- RS-RA-N01-AL User Manual of Photoelectric Total Solar Radiation TransmitterDocument11 pagesRS-RA-N01-AL User Manual of Photoelectric Total Solar Radiation TransmittermohamadNo ratings yet
- WPB Pitch DeckDocument20 pagesWPB Pitch Deckapi-102659575No ratings yet
- Human Resource Management: Chapter One-An Overview of Advanced HRMDocument45 pagesHuman Resource Management: Chapter One-An Overview of Advanced HRMbaba lakeNo ratings yet
- Farmers InterviewDocument5 pagesFarmers Interviewjay jariwalaNo ratings yet
- Department of Education: Republic of The PhilippinesDocument3 pagesDepartment of Education: Republic of The PhilippinesAdonis BesaNo ratings yet
- I-Parcel User GuideDocument57 pagesI-Parcel User GuideBrian GrayNo ratings yet
- Building A Computer AssignmentDocument3 pagesBuilding A Computer AssignmentRajaughn GunterNo ratings yet
- Advanced Microcontrollers Grzegorz Budzyń Lecture 8 - ARM Based MCUs and APs PDFDocument103 pagesAdvanced Microcontrollers Grzegorz Budzyń Lecture 8 - ARM Based MCUs and APs PDFtudor11111No ratings yet
- Vitamin D3 5GDocument7 pagesVitamin D3 5GLuis SuescumNo ratings yet
- Road Safety GOs & CircularsDocument39 pagesRoad Safety GOs & CircularsVizag Roads100% (1)
- Method StatementDocument11 pagesMethod StatementMohammad Fazal Khan100% (1)
- Job Hazard Analysis TemplateDocument2 pagesJob Hazard Analysis TemplateIzmeer JaslanNo ratings yet
- Letter of Recommendation For Nicolas Hallett From Big Ten Network's Casey Peterson.Document1 pageLetter of Recommendation For Nicolas Hallett From Big Ten Network's Casey Peterson.Nic HallettNo ratings yet
- Joint Memorandum Circular (JMC) No. 2021Document49 pagesJoint Memorandum Circular (JMC) No. 2021Nicey RubioNo ratings yet
- Shri Siddheshwar Co-Operative BankDocument11 pagesShri Siddheshwar Co-Operative BankPrabhu Mandewali50% (2)
- 13 Daftar PustakaDocument2 pages13 Daftar PustakaDjauhari NoorNo ratings yet
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)