You might also like
- ASTM A510 03-Astm-Standardspecivication-1 PDFDocument7 pagesASTM A510 03-Astm-Standardspecivication-1 PDFNina LazuardiNo ratings yet
- ASTM A 510 - 02 Standard Specification For General Requirements For Wire Rods and Coarse Round Wire, Carbon SteelDocument7 pagesASTM A 510 - 02 Standard Specification For General Requirements For Wire Rods and Coarse Round Wire, Carbon Steelle hoangNo ratings yet
- Astm A510mDocument7 pagesAstm A510mÖZGÜRNo ratings yet
- ASTM A510 - 02 Steel WireDocument7 pagesASTM A510 - 02 Steel WireRamirez IndelebleNo ratings yet
- A510MDocument7 pagesA510MIlka RaffaelliNo ratings yet
- Astm A510 6 PDFDocument7 pagesAstm A510 6 PDFNafiou KamelNo ratings yet
- General Requirements For Wire Rods and Coarse Round Wire, Carbon Steel (Metric)Document7 pagesGeneral Requirements For Wire Rods and Coarse Round Wire, Carbon Steel (Metric)benedick barquinNo ratings yet
- Astm A510Document7 pagesAstm A510Alejandro GutierrezNo ratings yet
- General Requirements For Wire Rods and Coarse Round Wire, Carbon Steel (Metric)Document6 pagesGeneral Requirements For Wire Rods and Coarse Round Wire, Carbon Steel (Metric)Jesús Luis Arce GuillermoNo ratings yet
- A510A510M-13 Standard Specification For General Requirements For Wire Rods and Coarse Round Wire, Carbon Steel, and Alloy SteelDocument6 pagesA510A510M-13 Standard Specification For General Requirements For Wire Rods and Coarse Round Wire, Carbon Steel, and Alloy Steeltjt4779100% (2)
- A510a510m-18 1.03Document6 pagesA510a510m-18 1.03bardianabavi.bnNo ratings yet
- QJQ AhhaDocument6 pagesQJQ AhhaShahbaz Hassan MS Student MechanicalNo ratings yet
- Steel Wire, High-Carbon Spring, For Heat-Treated ComponentsDocument3 pagesSteel Wire, High-Carbon Spring, For Heat-Treated ComponentsOMEGA CONSULTANTNo ratings yet
- Steel Wire, Pressure Vessel Winding: Standard Specification ForDocument3 pagesSteel Wire, Pressure Vessel Winding: Standard Specification ForDouglasNo ratings yet
- A752Document9 pagesA752Muhamed RafficNo ratings yet
- Astm-A521 - 03Document9 pagesAstm-A521 - 03claudiaNo ratings yet
- A 1000 - 05Document5 pagesA 1000 - 05Victor Hugo PexoNo ratings yet
- Chromium-Vanadium Alloy Steel Spring Wire: Standard Specification ForDocument4 pagesChromium-Vanadium Alloy Steel Spring Wire: Standard Specification ForErick ERICKNo ratings yet
- Astm F2282 PDFDocument16 pagesAstm F2282 PDFanhthoNo ratings yet
- Astm A510-20Document7 pagesAstm A510-20Ryan Zhang100% (2)
- Astm A 401 - A 401M - 03 - Qtqwms9bndaxtqDocument4 pagesAstm A 401 - A 401M - 03 - Qtqwms9bndaxtqEjat IS100% (1)
- High Strength Steel Castings in Heavy Sections: Standard Specification ForDocument5 pagesHigh Strength Steel Castings in Heavy Sections: Standard Specification ForagustinNo ratings yet
- A713-04 (2010) Standard Specification For Steel Wire, High-Carbon Spring, For Heat-Treated ComponentsDocument3 pagesA713-04 (2010) Standard Specification For Steel Wire, High-Carbon Spring, For Heat-Treated Componentstjt4779No ratings yet
- Seamless Ferritic Alloy-Steel Pipe For High-Temperature ServiceDocument11 pagesSeamless Ferritic Alloy-Steel Pipe For High-Temperature Serviceist93993No ratings yet
- General Requirements For Wire Rods and Coarse Round Wire, Alloy SteelDocument6 pagesGeneral Requirements For Wire Rods and Coarse Round Wire, Alloy SteelhosamNo ratings yet
- A351a 351m 03 PDFDocument6 pagesA351a 351m 03 PDFkannan vNo ratings yet
- Astm A-817Document4 pagesAstm A-817mukeshNo ratings yet
- Electric-Resistance-Welded Carbon and Alloy Steel Mechanical TubingDocument21 pagesElectric-Resistance-Welded Carbon and Alloy Steel Mechanical TubingIsaac ZTNo ratings yet
- Astm A1064 - A1064m-09Document10 pagesAstm A1064 - A1064m-09Oscar Leonardo100% (1)
- Seamless Ferritic Alloy-Steel Pipe For High-Temperature ServiceDocument11 pagesSeamless Ferritic Alloy-Steel Pipe For High-Temperature ServiceIndra NainggolanNo ratings yet
- Vacuum-Treated Carbon and Alloy Steel Forgings For Turbine Rotors and ShaftsDocument8 pagesVacuum-Treated Carbon and Alloy Steel Forgings For Turbine Rotors and ShaftsMahsaNo ratings yet
- ASTM A682 2002 Standard Specification For Steel Strip High Carbon Cold Rolled General Requirements PDFDocument8 pagesASTM A682 2002 Standard Specification For Steel Strip High Carbon Cold Rolled General Requirements PDFNooruddin SadruddinNo ratings yet
- Astm 510Document7 pagesAstm 510Arnold Bohorquez Acevedo100% (1)
- B103B103M-15 Standard Specification For Phosphor Bronze Plate, Sheet, Strip, and Rolled BarDocument7 pagesB103B103M-15 Standard Specification For Phosphor Bronze Plate, Sheet, Strip, and Rolled BarislamakthamNo ratings yet
- Steel Wire, Oil-Tempered Carbon Valve Spring Quality: Standard Specification ForDocument4 pagesSteel Wire, Oil-Tempered Carbon Valve Spring Quality: Standard Specification ForErick ERICKNo ratings yet
- Astm 401Document4 pagesAstm 401JOSEPH REFUERZONo ratings yet
- Astm 401 PDFDocument4 pagesAstm 401 PDFJOSEPH REFUERZONo ratings yet
- Steel Wire, Modified Chromium Vanadium Valve Spring Quality: Standard Specification ForDocument4 pagesSteel Wire, Modified Chromium Vanadium Valve Spring Quality: Standard Specification ForDouglasNo ratings yet
- Steel Sheet, Zinc-Coated (Galvanized) or Zinc-Iron Alloy-Coated (Galvannealed) by The Hot-Dip ProcessDocument13 pagesSteel Sheet, Zinc-Coated (Galvanized) or Zinc-Iron Alloy-Coated (Galvannealed) by The Hot-Dip ProcessjleikNo ratings yet
- A648Document4 pagesA648Hanibale Nuril HakimNo ratings yet
- ASTM B103/B103M 15: Standard Speci Cation For Phosphor Bronze Plate, Sheet, Strip, and Rolled BarDocument7 pagesASTM B103/B103M 15: Standard Speci Cation For Phosphor Bronze Plate, Sheet, Strip, and Rolled BarElias Arenas PanccaNo ratings yet
- Astm A582-A582m-05Document3 pagesAstm A582-A582m-05NadhiraNo ratings yet
- Chromium-Vanadium Alloy Steel Spring Wire: Standard Specification ForDocument4 pagesChromium-Vanadium Alloy Steel Spring Wire: Standard Specification ForHoem ITNo ratings yet
- ASTM A853 Alambre RecocidoDocument3 pagesASTM A853 Alambre RecocidoLuisalbertobarNo ratings yet
- A082 PDFDocument4 pagesA082 PDFManuel ContrerasNo ratings yet
- F 2215 - 03 - RjiymtuDocument33 pagesF 2215 - 03 - RjiymtuSTAFFORDNo ratings yet
- Metallic-Coated Steel Wire For Chain-Link Fence FabricDocument3 pagesMetallic-Coated Steel Wire For Chain-Link Fence FabricDoug WilsonNo ratings yet
- General Requirements For Wire Rods and Coarse Round Wire, Alloy SteelDocument8 pagesGeneral Requirements For Wire Rods and Coarse Round Wire, Alloy SteelRamesh MarimuthuNo ratings yet
- Astm A356 PDFDocument6 pagesAstm A356 PDFAndresInforBJNo ratings yet
- Welded Large Diameter Austenitic Steel Pipe For Corrosive or High-Temperature ServiceDocument7 pagesWelded Large Diameter Austenitic Steel Pipe For Corrosive or High-Temperature ServiceالGINIRAL FREE FIRENo ratings yet
- A 395 - A 395M - 99 QTM5NS9BMZK1TQDocument8 pagesA 395 - A 395M - 99 QTM5NS9BMZK1TQserkandmNo ratings yet
- Astm A335-A335m-2021Document11 pagesAstm A335-A335m-2021Carlos100% (1)
- Specification For Alloy-Steel and Stainless Steel Bolting Materials For High-Temperature ServiceDocument16 pagesSpecification For Alloy-Steel and Stainless Steel Bolting Materials For High-Temperature Servicecesar jaramilloNo ratings yet
- Electric-Resistance-Welded Steel Pipe: Standard Specification ForDocument9 pagesElectric-Resistance-Welded Steel Pipe: Standard Specification ForSuryasai RednamNo ratings yet
- The Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39From EverandThe Mechanical and Physical Properties of the British Standard EN Steels (B.S. 970 - 1955): EN 21 to EN 39Rating: 5 out of 5 stars5/5 (1)
- The Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20From EverandThe Mechanical and Physical Properties of the British Standard En Steels (B.S. 970 - 1955): En 1 to En 20No ratings yet
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonFrom EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNo ratings yet
- Precision Machine Design GuideDocument6 pagesPrecision Machine Design Guidemariomato100% (1)
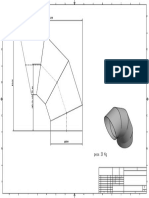
- Codo PDFDocument1 pageCodo PDFAdrian PortillaNo ratings yet
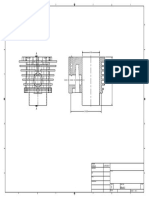
- Engineering drawing block diagramDocument1 pageEngineering drawing block diagramAdrian PortillaNo ratings yet
- FME3 Ch10 PDFDocument17 pagesFME3 Ch10 PDFAdrian PortillaNo ratings yet
- 6920 7068 1 PBDocument9 pages6920 7068 1 PBAdrian PortillaNo ratings yet
- Abstrac: Mmejia@espol - Edu.ecDocument9 pagesAbstrac: Mmejia@espol - Edu.ecAdrian PortillaNo ratings yet
- 75 78 Met 54 1 PDFDocument4 pages75 78 Met 54 1 PDFAdrian PortillaNo ratings yet
- Corrosion Tests of A Steel Pipeline Water Distribution SystemDocument5 pagesCorrosion Tests of A Steel Pipeline Water Distribution SystemAdrian PortillaNo ratings yet
- Abstrac: Mmejia@espol - Edu.ecDocument9 pagesAbstrac: Mmejia@espol - Edu.ecAdrian PortillaNo ratings yet
- Nfpa Hydrogen StandardsDocument17 pagesNfpa Hydrogen StandardsKaka BabaNo ratings yet
- Author Templates ASMETemplate SampleDocument3 pagesAuthor Templates ASMETemplate SampleCarlosEduardoAcostaMateusNo ratings yet
- Definition of Stress and DeformationDocument448 pagesDefinition of Stress and DeformationbalajiNo ratings yet
- Den Hartog JacobDocument19 pagesDen Hartog JacobAdrian PortillaNo ratings yet
- CFD PDFDocument3 pagesCFD PDFAdrian PortillaNo ratings yet
- CFD PDFDocument3 pagesCFD PDFAdrian PortillaNo ratings yet
- FKL Performance Curves Model: 15 (1.5", .0155 GPR) : 0 Psi 10 Psi 50 Psi 100 Psi 150 Psi 200 PsiDocument2 pagesFKL Performance Curves Model: 15 (1.5", .0155 GPR) : 0 Psi 10 Psi 50 Psi 100 Psi 150 Psi 200 PsiAdrian PortillaNo ratings yet
- Harvard Citation Guide2012Document16 pagesHarvard Citation Guide2012Adrian PortillaNo ratings yet
- 09 Safe Handling of ChemicalsDocument23 pages09 Safe Handling of ChemicalsOladimeji Taiwo100% (1)
- The Laws of Thermodynamics and Your Air Conditioner (less than 40 charsDocument13 pagesThe Laws of Thermodynamics and Your Air Conditioner (less than 40 charsluizcristianofsNo ratings yet
- Lab 8 Oxidation - Reduction ReactionsDocument5 pagesLab 8 Oxidation - Reduction ReactionsaddislibroNo ratings yet
- K3 Skema Cemerlang Set 1Document4 pagesK3 Skema Cemerlang Set 1annurshah05No ratings yet
- Drilling Formulas Calculation Sheet Verson 1.4Document190 pagesDrilling Formulas Calculation Sheet Verson 1.4Adedire FisayoNo ratings yet
- Dowtherm Vent CondenserDocument1 pageDowtherm Vent Condensersushant_jhawerNo ratings yet
- Vickers General Hydraulic BookDocument29 pagesVickers General Hydraulic BookKarthik Sarang100% (15)
- Revisi Format Nilai Untuk Guru X Mipa 1 Mapel KimiaDocument20 pagesRevisi Format Nilai Untuk Guru X Mipa 1 Mapel KimiaDwi AsmarawatiNo ratings yet
- Glassware Cleaning ProcedureDocument3 pagesGlassware Cleaning ProcedureMukta TalukderNo ratings yet
- Processing and Fish PreservationDocument13 pagesProcessing and Fish PreservationAbdiqadir JibrilNo ratings yet
- QSonic Brochure 209Document12 pagesQSonic Brochure 209Anish DonaldNo ratings yet
- ASTM - D522 - 1993 Reapproved 2008 - Standard Test Methods For Mandrel Bend Test of Attached Organic CoatingsDocument4 pagesASTM - D522 - 1993 Reapproved 2008 - Standard Test Methods For Mandrel Bend Test of Attached Organic CoatingsArmaghan ShiekhNo ratings yet
- Odour Filtration Range From BioactionDocument24 pagesOdour Filtration Range From BioactionLarry Botham100% (1)
- Balancing Redox Reactions by Oxidation Number Change MethodDocument4 pagesBalancing Redox Reactions by Oxidation Number Change MethodkennethmsorianoNo ratings yet
- Development of A Projectile Penetration Theory. Report 1Document101 pagesDevelopment of A Projectile Penetration Theory. Report 1yararaNo ratings yet
- Concrete Repair and Protection System1 - CeresitDocument12 pagesConcrete Repair and Protection System1 - CeresitJill Jim LivestockNo ratings yet
- V - Performance and Safety Issues Regarding The Use of PlasticDocument31 pagesV - Performance and Safety Issues Regarding The Use of PlasticEQviniciusNo ratings yet
- SAILMA Steel Grades & SheetsDocument2 pagesSAILMA Steel Grades & SheetsElumalai SrinivasanNo ratings yet
- Especificacion Tecnica Tanques FRP CANATUREDocument3 pagesEspecificacion Tecnica Tanques FRP CANATURETomasae1980No ratings yet
- MSDS Lasco Underbody CoatDocument5 pagesMSDS Lasco Underbody CoatMarshall TerreceNo ratings yet
- Heat gain loads in air conditioning designDocument18 pagesHeat gain loads in air conditioning designNg Swee Loong Steven100% (2)
- Critical Attributes of Folding Cartons 2Document8 pagesCritical Attributes of Folding Cartons 2Wanda Yee100% (1)
- Deep Cryogenic Treatment of A D2 Cold-Work Tool Steel PDFDocument4 pagesDeep Cryogenic Treatment of A D2 Cold-Work Tool Steel PDFBinh Thanh LeNo ratings yet
- 13NO03 GN 60 001 Deliverable ListDocument4 pages13NO03 GN 60 001 Deliverable Listbagus handokoNo ratings yet
- X-MET8000: X-MET8000 For The Analysis of PT, PD and RH in Catalytic ConvertersDocument4 pagesX-MET8000: X-MET8000 For The Analysis of PT, PD and RH in Catalytic ConvertersAnson AndrewsNo ratings yet
- 1 s2.0 S1876610211005960 MainDocument8 pages1 s2.0 S1876610211005960 MainRenalyn TorioNo ratings yet
- DNeasy® Mericon® Food HandbookDocument32 pagesDNeasy® Mericon® Food HandbookmarianariasNo ratings yet
- Nuclear Protective TextilesDocument34 pagesNuclear Protective TextilesVikas SinghNo ratings yet
- Shear Friction MattockDocument10 pagesShear Friction MattockSisina Anish100% (1)
- Prehensive Viva Test (Responses)Document80 pagesPrehensive Viva Test (Responses)Srikanth TanguduNo ratings yet