You might also like
- Scilab Codes for Measurement Systems TextbookDocument54 pagesScilab Codes for Measurement Systems Textbookefasaravanan50% (2)
- L19 21Document41 pagesL19 21akhilesh120No ratings yet
- Application FormDocument11 pagesApplication FormYogesh SinghNo ratings yet
- L04 5 PDFDocument55 pagesL04 5 PDFYogesh SinghNo ratings yet
- L09 12 PDFDocument55 pagesL09 12 PDFYogesh SinghNo ratings yet
- L19 21Document41 pagesL19 21akhilesh120No ratings yet
- Mechanical Engineering 4th Feb 2017 Session1 180 100: Question Paper Name: Subject Name: Duration: Total MarksDocument42 pagesMechanical Engineering 4th Feb 2017 Session1 180 100: Question Paper Name: Subject Name: Duration: Total MarksYogesh SinghNo ratings yet
- Gate QuestionDocument4 pagesGate QuestionAbhishekDasNo ratings yet
- Hydraulics GuestLecture MechatronicsDocument34 pagesHydraulics GuestLecture MechatronicsYogesh SinghNo ratings yet
- ME 101 Engineering Mechanics SyllabusDocument85 pagesME 101 Engineering Mechanics SyllabuseadaladarenuNo ratings yet
- Intro To SensorsDocument25 pagesIntro To SensorsfamtaluNo ratings yet
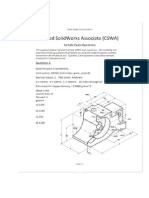
- Solidwork QuestionsDocument19 pagesSolidwork QuestionsYogesh SinghNo ratings yet
- Thesis - D Ryan WalkerDocument135 pagesThesis - D Ryan WalkerYogesh SinghNo ratings yet
- SolidWorks CSWADocument7 pagesSolidWorks CSWAkannankrivNo ratings yet
- Manual Mach3 CNC GuatemalaDocument122 pagesManual Mach3 CNC GuatemalaYogesh SinghNo ratings yet
- Renu CatalogDocument12 pagesRenu CatalogYogesh SinghNo ratings yet
- Renu CatalogDocument12 pagesRenu CatalogYogesh SinghNo ratings yet
- Issues Raised in Cry, The Peacock by Anita Desai: Hs 341-Appreciating English LiteratureDocument5 pagesIssues Raised in Cry, The Peacock by Anita Desai: Hs 341-Appreciating English LiteratureYogesh SinghNo ratings yet
- FlexiPanels PDFDocument2 pagesFlexiPanels PDFYogesh SinghNo ratings yet
- Flex I LogicsDocument5 pagesFlex I LogicsYogesh SinghNo ratings yet
- Mass Moment of Inertia For A ParticleDocument11 pagesMass Moment of Inertia For A ParticleYogesh SinghNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- OE & HS Subjects 2018-19Document94 pagesOE & HS Subjects 2018-19bharath hsNo ratings yet
- Material For Werable AntennaDocument4 pagesMaterial For Werable AntennaMujeeb AbdullahNo ratings yet
- IT Department - JdsDocument2 pagesIT Department - JdsShahid NadeemNo ratings yet
- Nestle CompanyDocument5 pagesNestle CompanymehakNo ratings yet
- Best Practice Guidelines For Cardiac Rehabilitation and Secondary Prevention: A SynopsisDocument16 pagesBest Practice Guidelines For Cardiac Rehabilitation and Secondary Prevention: A SynopsisErdy VincentNo ratings yet
- Gram Negative Rods NonStool Pathogens FlowchartDocument1 pageGram Negative Rods NonStool Pathogens FlowchartKeithNo ratings yet
- Manual Lift Release System: Parts List and DiagramsDocument4 pagesManual Lift Release System: Parts List and DiagramsPartagon PowNo ratings yet
- Trends1 Aio TT2-L2Document4 pagesTrends1 Aio TT2-L2Bart Simpsons FernándezNo ratings yet
- UI Symphony Orchestra and Choirs Concert Features Mahler's ResurrectionDocument17 pagesUI Symphony Orchestra and Choirs Concert Features Mahler's ResurrectionJilly CookeNo ratings yet
- Oracle Fusion Middleware: CloningDocument25 pagesOracle Fusion Middleware: CloningSwathiPatluriNo ratings yet
- M and S - Capstone Marketing Across Cultures Fons TrompenaarsDocument398 pagesM and S - Capstone Marketing Across Cultures Fons TrompenaarsBof BeosNo ratings yet
- VR 2200 CatalogueDocument4 pagesVR 2200 Catalogueh.torabyNo ratings yet
- Models of Collaboration Between Education and ServicesDocument17 pagesModels of Collaboration Between Education and ServicesSimran Josan100% (3)
- The Remains of The Day-Excerpts-1Document2 pagesThe Remains of The Day-Excerpts-1DajanaNo ratings yet
- Thesis NewDocument55 pagesThesis NewHasan juwelNo ratings yet
- Shakuntala and Other Works, by KåalidåasaDocument255 pagesShakuntala and Other Works, by KåalidåasaMohamed Sayed AbdelrehimNo ratings yet
- NRBC-Internship Report - ShafayetDocument54 pagesNRBC-Internship Report - ShafayetShafayet JamilNo ratings yet
- Idioma IV Cycle Q1 Exam (2021-1) - STUDENTS ANSWERDocument9 pagesIdioma IV Cycle Q1 Exam (2021-1) - STUDENTS ANSWEREdward SlaterNo ratings yet
- Special Functions of Signal ProcessingDocument7 pagesSpecial Functions of Signal ProcessingSaddat ShamsuddinNo ratings yet
- Batangas State University - Testing and Admission OfficeDocument2 pagesBatangas State University - Testing and Admission OfficeDolly Manalo100% (1)
- Lahore ResolutionDocument6 pagesLahore ResolutionMZCHOHAN100% (1)
- SYKES Home Equipment Agreement UpdatedDocument3 pagesSYKES Home Equipment Agreement UpdatedFritz PrejeanNo ratings yet
- Technical Seminar Agenda and Generator System OverviewDocument86 pagesTechnical Seminar Agenda and Generator System OverviewKenneth100% (1)
- Land, Soil, Water, Natural Vegetation& Wildlife ResourcesDocument26 pagesLand, Soil, Water, Natural Vegetation& Wildlife ResourcesKritika VermaNo ratings yet
- Equilibrium of Supply and DemandDocument4 pagesEquilibrium of Supply and DemandJuina Mhay Baldillo ChunacoNo ratings yet
- ST Biology Nervous System IEP TestDocument3 pagesST Biology Nervous System IEP TestDanielle WilsonNo ratings yet
- Vision CSP22 Abhyaas Test 3SDocument44 pagesVision CSP22 Abhyaas Test 3SManasa DevarakondaNo ratings yet
- Configuring Cisco Easy VPN and Easy VPN Server Using SDM: Ipsec VpnsDocument56 pagesConfiguring Cisco Easy VPN and Easy VPN Server Using SDM: Ipsec VpnsrajkumarlodhNo ratings yet
- Handouts For Semantics GradDocument8 pagesHandouts For Semantics GradPhuong Thao DangNo ratings yet