You might also like
- Sinterovanje KeramikeDocument20 pagesSinterovanje KeramikeNamikDzibricNo ratings yet
- Aluminijumske Legura Povisene Cvrstoce Za Zavarene KonstrukcijeDocument7 pagesAluminijumske Legura Povisene Cvrstoce Za Zavarene KonstrukcijeIvan DulicNo ratings yet
- Fermicka Obrada Zavarenih SpojevaDocument6 pagesFermicka Obrada Zavarenih SpojevajanjicbojanNo ratings yet
- Inox PDFDocument33 pagesInox PDFSanja JagustovićNo ratings yet
- KaljenjeDocument19 pagesKaljenjeVahidin HasanspahićNo ratings yet
- Mašinski Elementi I - Zakovični Spojevi2Document13 pagesMašinski Elementi I - Zakovični Spojevi2Salih ŠahbegovićNo ratings yet
- Spojna SredstvaDocument17 pagesSpojna Sredstvaemina_hNo ratings yet
- ModelovanjeDocument9 pagesModelovanjeJohn SmithNo ratings yet
- Oprema Nacrtnih NacrtaDocument96 pagesOprema Nacrtnih NacrtaElvedina Muhamed Bilajbegovic100% (3)
- Električni Mlinovi, Bušilice I BrusiliceDocument11 pagesElektrični Mlinovi, Bušilice I Brusilicedr. MadeNo ratings yet
- Teh Obrad 2Document11 pagesTeh Obrad 2Halil SlipacNo ratings yet
- Priprema Nafte Za Transport1Document107 pagesPriprema Nafte Za Transport1nevenkanik100% (1)
- Hidraulične PumpeDocument12 pagesHidraulične PumpeMilan ŠukovićNo ratings yet
- FISCHER PrirucnikDocument100 pagesFISCHER PrirucnikMarko IvkovicNo ratings yet
- Arhitektonsko Gradezen Kamen PDFDocument181 pagesArhitektonsko Gradezen Kamen PDFjasbojanotNo ratings yet
- Krovni PokrivaciDocument14 pagesKrovni PokrivacismaracNo ratings yet
- Bravarski RadoviDocument25 pagesBravarski RadoviSnežana Paunović100% (1)
- Električni RoštiljDocument3 pagesElektrični RoštiljPero PericNo ratings yet
- Korozija Zavarenih Spojeva - ObradaDocument91 pagesKorozija Zavarenih Spojeva - ObradaNikola MilojevicNo ratings yet
- Pred. 10.-11. Proračun Zavarenih SpojevaDocument16 pagesPred. 10.-11. Proračun Zavarenih SpojevadapigNo ratings yet
- Varjeni (Zvarni) SpojiDocument9 pagesVarjeni (Zvarni) SpojimontavarNo ratings yet
- Podloge Za Projektovanje-Ecostream Gasni Liveni GE434Document62 pagesPodloge Za Projektovanje-Ecostream Gasni Liveni GE434Djordje GazdicNo ratings yet
- Usek Nasip Zasek-ModelDocument1 pageUsek Nasip Zasek-ModelStefan StanisavljevicNo ratings yet
- KondukcijaDocument6 pagesKondukcijaraduldelNo ratings yet
- Stezni AlatDocument26 pagesStezni AlatMilan Ceca DjalovicNo ratings yet
- Riello Nexpolar Rev0Document60 pagesRiello Nexpolar Rev0mateNo ratings yet
- Prezracevanje PDFDocument21 pagesPrezracevanje PDFIvanNo ratings yet
- Hidrodinamika OsnoveDocument5 pagesHidrodinamika OsnoveMatej GrabrovecNo ratings yet
- Tehnologija KisinDocument115 pagesTehnologija KisinBoris Poglajen100% (2)
- Tolerancije Oblika I PolozajaDocument3 pagesTolerancije Oblika I PolozajaAnelVeky23No ratings yet
- Modulna GradnjaDocument48 pagesModulna GradnjaJony M. TemnikarNo ratings yet
- Proektiranje Na Sistemi Za GreenjeDocument30 pagesProektiranje Na Sistemi Za GreenjeAdnanNo ratings yet
- AZMAFON Zvucna IzolacijaDocument15 pagesAZMAFON Zvucna IzolacijaMarkedjani72No ratings yet
- Pravila Za Projektovanje Kotlarnica IDocument5 pagesPravila Za Projektovanje Kotlarnica Izekson1100% (1)
- Solidworks SkriptaDocument45 pagesSolidworks Skriptaairmikser100% (1)
- 01-Fasadna TermoizolacijaDocument24 pages01-Fasadna TermoizolacijarayropeNo ratings yet
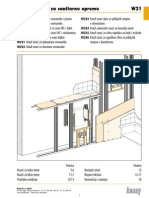
- TD-W21 Sistemi Za Sanitarnu OpremuDocument18 pagesTD-W21 Sistemi Za Sanitarnu OpremucokiaaNo ratings yet
- ZP4 - Konstruktivni Elementi Pruga - Donji StrojDocument48 pagesZP4 - Konstruktivni Elementi Pruga - Donji StrojAnonymous y6kVspYNo ratings yet
- Mala Postrojenja Za Sagorevanje EmisijaDocument9 pagesMala Postrojenja Za Sagorevanje EmisijaDzon VejnNo ratings yet
- Požarna VarnostDocument18 pagesPožarna VarnostInes ČučekNo ratings yet
- Električni Sklopni Aparati 1 (2016 - 2017) (Način Kompatibilnosti)Document29 pagesElektrični Sklopni Aparati 1 (2016 - 2017) (Način Kompatibilnosti)Ivana RadićNo ratings yet
- Dimenzioniranje Cirkulacijskega Voda Za Toplo Sanitarno VodoDocument3 pagesDimenzioniranje Cirkulacijskega Voda Za Toplo Sanitarno VodoJony M. TemnikarNo ratings yet
- Elektricne Instalacije in RazsvetljavaDocument17 pagesElektricne Instalacije in Razsvetljavajure100% (1)
- Projektovanje ZgradaDocument14 pagesProjektovanje ZgradaSanel TucakovicNo ratings yet
- Tehnologično Oblikovanje Zavarenih SpojevaDocument12 pagesTehnologično Oblikovanje Zavarenih Spojevamarko_resetarNo ratings yet
- Princip Rada I Klasifikacija Toplotnih Turbomasina 1Document113 pagesPrincip Rada I Klasifikacija Toplotnih Turbomasina 1DobročiniteljNo ratings yet
- Metalurgija Zavarivanja: Radica Prokić Cvetković Olivera PopovićDocument9 pagesMetalurgija Zavarivanja: Radica Prokić Cvetković Olivera PopovićGoranNo ratings yet
- Pravilnik Za Projektovanje Kotlarnica VDocument7 pagesPravilnik Za Projektovanje Kotlarnica Vzekson1No ratings yet
- Tehnike SpajanjaDocument84 pagesTehnike SpajanjaRobert SayemeldahrNo ratings yet
- 05 UPG 1-Predavanje Zemljani Radovi PDFDocument54 pages05 UPG 1-Predavanje Zemljani Radovi PDFIvaJoNo ratings yet
- Projektna OrganizacijaDocument52 pagesProjektna OrganizacijaVesnaNo ratings yet
- Tig VarjenjeDocument41 pagesTig VarjenjeJxyz QwNo ratings yet
- Mehanska TehnologijaDocument25 pagesMehanska TehnologijaUrbanTrčko0% (1)
- MLP Uvod U Mehaniku LetaDocument19 pagesMLP Uvod U Mehaniku LetaMajor_Demirovic2No ratings yet
- Drobnic2 TestDocument3 pagesDrobnic2 Testjaklicjan7No ratings yet
- Kaljenje JekelDocument7 pagesKaljenje JekelribarNo ratings yet
- Jeklo Na KonstrukcijiDocument6 pagesJeklo Na KonstrukcijiAhac NavodnikNo ratings yet
- Čelici Za PoboljšanjeDocument2 pagesČelici Za Poboljšanjedomis023No ratings yet
- Poglavje 13Document8 pagesPoglavje 13Denis PotočnikNo ratings yet
- KroglicniDocument17 pagesKroglicniVladan TimotijevicNo ratings yet
- Obojeni Metali 1 PDFDocument77 pagesObojeni Metali 1 PDFVladan TimotijevicNo ratings yet
- Obojeni Metali 1 PDFDocument77 pagesObojeni Metali 1 PDFVladan TimotijevicNo ratings yet
- Plan Mera Za Sprecavanje Udesa PDFDocument49 pagesPlan Mera Za Sprecavanje Udesa PDFVladan TimotijevicNo ratings yet