You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- CRD - c124 CRD-C124-73 Method of Test For Specific Heat of Aggregates, Concrete, and Other Materials (Method of Mixtures)Document3 pagesCRD - c124 CRD-C124-73 Method of Test For Specific Heat of Aggregates, Concrete, and Other Materials (Method of Mixtures)azharbNo ratings yet
- Welding Handbook ESABDocument529 pagesWelding Handbook ESABErdinc_Bal_1026100% (8)
- 2.2.4 Construction Schedule For Mechanical WorkDocument2 pages2.2.4 Construction Schedule For Mechanical WorkĐình Nam100% (1)
- Elecon ET Catalogue PDFDocument42 pagesElecon ET Catalogue PDFVisnu Sankar86% (7)
- Tpi183 de en PDFDocument40 pagesTpi183 de en PDFAGNALDOJULIONo ratings yet
- Tpi183 de en PDFDocument40 pagesTpi183 de en PDFAGNALDOJULIONo ratings yet
- Tpi183 de en PDFDocument40 pagesTpi183 de en PDFAGNALDOJULIONo ratings yet
- D1208Document3 pagesD1208Ненад КнежевићNo ratings yet
- Solid Works PDFDocument67 pagesSolid Works PDFaco1970No ratings yet
- Solid Works PDFDocument67 pagesSolid Works PDFaco1970No ratings yet
- ANSI C80.1 - Electrical Rigid Steel Conduit (ERSC) PDFDocument21 pagesANSI C80.1 - Electrical Rigid Steel Conduit (ERSC) PDFHarry RamirezNo ratings yet
- (J. D. Coyle) Introduction To Organic Photochemist (BookFi)Document94 pages(J. D. Coyle) Introduction To Organic Photochemist (BookFi)AlinaNo ratings yet
- Presentation Frag101 2017 03 13Document124 pagesPresentation Frag101 2017 03 13Erik Nguyen100% (2)
- Pipe Coat & LiningDocument22 pagesPipe Coat & Liningjadav parixeet100% (3)
- LNG & LPG Shipping Fundamentals PDFDocument15 pagesLNG & LPG Shipping Fundamentals PDFRafi Algawi100% (1)
- Handbook of Petroleum Product Analysis by JAMES SPEIGHT PDFDocument164 pagesHandbook of Petroleum Product Analysis by JAMES SPEIGHT PDFamiestudentNo ratings yet
- AcrylonitrileDocument32 pagesAcrylonitrileKayalvilli ShanmugamNo ratings yet
- Autodesk Inventor 2014 Tutorial BookDocument1 pageAutodesk Inventor 2014 Tutorial BookVladan TimotijevicNo ratings yet
- Cevi Besavne I DebelozideDocument1 pageCevi Besavne I DebelozideVladan TimotijevicNo ratings yet
- Autodesk InventorDocument1 pageAutodesk InventorVladan TimotijevicNo ratings yet
- Solid Works TutorialDocument180 pagesSolid Works Tutorialsssramya100% (1)
- Bizhub 211 User ManualDocument346 pagesBizhub 211 User ManualionutkokNo ratings yet
- Manual of SolidWorks2003Document83 pagesManual of SolidWorks2003anurak.aun100% (5)
- Solidworks Tutorial 07nov06Document13 pagesSolidworks Tutorial 07nov06Robin SanjayaNo ratings yet
- 8a - Celici - AsDocument40 pages8a - Celici - Asmatko_matićNo ratings yet
- 8a - Celici - AsDocument40 pages8a - Celici - Asmatko_matićNo ratings yet
- Solidworks Tutorial 07nov06Document13 pagesSolidworks Tutorial 07nov06Robin SanjayaNo ratings yet
- 1700 2 PDFDocument81 pages1700 2 PDFVladan TimotijevicNo ratings yet
- How To Create Compression SpringDocument0 pagesHow To Create Compression SpringLokesh DahiyaNo ratings yet
- 8a - Celici - AsDocument40 pages8a - Celici - Asmatko_matićNo ratings yet
- Cevi Besavne I DebelozideDocument1 pageCevi Besavne I DebelozideVladan TimotijevicNo ratings yet
- How To Draw - Drawing and Detailing With Solid WorksDocument52 pagesHow To Draw - Drawing and Detailing With Solid Workspsp71088% (8)
- Manual of SolidWorks2003Document83 pagesManual of SolidWorks2003anurak.aun100% (5)
- Bizhub 211 User ManualDocument346 pagesBizhub 211 User ManualionutkokNo ratings yet
- Solidworks Tutorial 07nov06Document13 pagesSolidworks Tutorial 07nov06Robin SanjayaNo ratings yet
- Solidworks Tutorial 07nov06Document13 pagesSolidworks Tutorial 07nov06Robin SanjayaNo ratings yet
- Cevi Besavne I DebelozideDocument1 pageCevi Besavne I DebelozideVladan TimotijevicNo ratings yet
- Solidworks Tutorial 07nov06Document13 pagesSolidworks Tutorial 07nov06Robin SanjayaNo ratings yet
- How To Create Compression SpringDocument0 pagesHow To Create Compression SpringLokesh DahiyaNo ratings yet
- MAGNESIUM QC AND CONVERSIONDocument5 pagesMAGNESIUM QC AND CONVERSIONDinesh SreedharanNo ratings yet
- Aquatherm NA 2015-1 PDFDocument143 pagesAquatherm NA 2015-1 PDFdaniyalahmad119No ratings yet
- European Legal Limits For Migration From Food PackagingDocument10 pagesEuropean Legal Limits For Migration From Food PackagingmarianagajardoNo ratings yet
- PDFsam MergeDocument47 pagesPDFsam MergeAyman JadNo ratings yet
- 12 Attachment L Mosquito Management PlanDocument6 pages12 Attachment L Mosquito Management Plan88sanNo ratings yet
- Assignment On CGMPDocument19 pagesAssignment On CGMPRajesh Nayak50% (2)
- Heat and Mass TransferDocument2 pagesHeat and Mass TransferRuby SmithNo ratings yet
- Test Series For Neet-2020Document9 pagesTest Series For Neet-2020kavyareddyNo ratings yet
- Msds CitricDocument6 pagesMsds CitricRamani Elampooranan K ENo ratings yet
- Muntingia Calabura A Review of Its Traditional Uses Chemical Properties and Pharmacological ObservationsDocument27 pagesMuntingia Calabura A Review of Its Traditional Uses Chemical Properties and Pharmacological ObservationsDharmastuti Fatmarahmi100% (1)
- Practical Approaches To Protein Formulation DevelopmentDocument25 pagesPractical Approaches To Protein Formulation DevelopmentEvelyn TapiaNo ratings yet
- 3p531-Api 617-C505u-Re C505 - LPCDocument8 pages3p531-Api 617-C505u-Re C505 - LPCYusri FakhrizalNo ratings yet
- Non Destructive Testing (NDT) : by Mr. H.P.VaradeDocument42 pagesNon Destructive Testing (NDT) : by Mr. H.P.Varaderaj6062No ratings yet
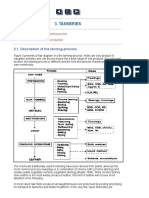
- TANNERIESDocument7 pagesTANNERIESzalabiNo ratings yet
- MME B.Tech IV-SEM REG MR-21 Model-Question-PapersDocument10 pagesMME B.Tech IV-SEM REG MR-21 Model-Question-Papersankit pandeyNo ratings yet
- Hrouda 04Document252 pagesHrouda 04hrkzNo ratings yet
- Specific heat values of foods and materialsDocument1 pageSpecific heat values of foods and materialslucasNo ratings yet
- Chap 10 Fluid Machenics Theory PDFDocument41 pagesChap 10 Fluid Machenics Theory PDFTECHNICAL orbisNo ratings yet
- Unpacking The Standards For UnderstandingDocument3 pagesUnpacking The Standards For UnderstandingRHANDY EVANGELISTANo ratings yet