You might also like
- CNC PDFDocument99 pagesCNC PDFAdrianNo ratings yet
- ULTERSONIC CLEANING MACHINE MANUFACTURERS-Microsupersonic Ultrasonic Cleaning MachineDocument23 pagesULTERSONIC CLEANING MACHINE MANUFACTURERS-Microsupersonic Ultrasonic Cleaning MachineChetan GoudaNo ratings yet
- Manufacturing Process: CNC TechnologyDocument133 pagesManufacturing Process: CNC TechnologyRullyRahardianNo ratings yet
- Drive Units in CNCDocument17 pagesDrive Units in CNCM.Saravana Kumar..M.ENo ratings yet
- Cnc-MachinesNC Machines 1.2 CNC Machines 1.3 DNC MachinesDocument39 pagesCnc-MachinesNC Machines 1.2 CNC Machines 1.3 DNC MachinesRohitash TakNo ratings yet
- Final HMTDocument45 pagesFinal HMTAnubhav SharmaNo ratings yet
- PLC IN CNC MACHINESDocument37 pagesPLC IN CNC MACHINESLakshmi Kandula100% (1)
- DIFFERENTIAL UNIT REGRESSION CATCH FOR TETRAD WHEELDocument21 pagesDIFFERENTIAL UNIT REGRESSION CATCH FOR TETRAD WHEELretechNo ratings yet
- BCL MUser Manual Bodor Laser PDFDocument38 pagesBCL MUser Manual Bodor Laser PDFJose LozanoNo ratings yet
- Automation and Robotics 2020Document58 pagesAutomation and Robotics 2020Nitin rajputNo ratings yet
- 1 Introduction To DME & Riveted Joints PDFDocument47 pages1 Introduction To DME & Riveted Joints PDFHemanth ParisaNo ratings yet
- 980TDc CNC Turning Controller User Manual PDFDocument462 pages980TDc CNC Turning Controller User Manual PDFCarlosA.SantanaNo ratings yet
- Sprintcut PDFDocument5 pagesSprintcut PDFpruthiviraj13100% (1)
- Study of CNC Lathe MachineDocument18 pagesStudy of CNC Lathe MachineGODWIN GNo ratings yet
- Ama WB NX PDFDocument36 pagesAma WB NX PDFirinaNo ratings yet
- Simufact Sheet Metal Forming 2015Document8 pagesSimufact Sheet Metal Forming 2015MrLanternNo ratings yet
- Nontraditional Manufacturing ProcessesDocument157 pagesNontraditional Manufacturing ProcessesKiran AsknaniNo ratings yet
- Sheet Metal Forming Simulation in IndustryDocument8 pagesSheet Metal Forming Simulation in IndustrysscamdNo ratings yet
- Simatic st70 Complete English 2011 PDFDocument1,340 pagesSimatic st70 Complete English 2011 PDFMichał GórnyNo ratings yet
- Design and Fabrication of Multi-Spindle MachineDocument6 pagesDesign and Fabrication of Multi-Spindle MachineIJIRSTNo ratings yet
- Linea de Produccion SemiautomaticaDocument9 pagesLinea de Produccion SemiautomaticaIvanhoe UrrNo ratings yet
- HOW To DO Capsmill Cycle Time Reduction CadcamDocument23 pagesHOW To DO Capsmill Cycle Time Reduction CadcamrajualagNo ratings yet
- Power Press Tools and MachinesDocument60 pagesPower Press Tools and MachinesThulasi RamNo ratings yet
- Group Technology and Part Family ClassificationDocument76 pagesGroup Technology and Part Family ClassificationFarooq ShahNo ratings yet
- Design and Manufacturing of Special Purpose Machine For DrillingDocument4 pagesDesign and Manufacturing of Special Purpose Machine For DrillingInternational Journal of Innovative Science and Research Technology100% (1)
- Bending Tube E-TurnDocument1 pageBending Tube E-TurnCarlos JuniorNo ratings yet
- CNC New Syllabus TopicsDocument51 pagesCNC New Syllabus TopicsVISMAY PATEL100% (1)
- Inventorcam 2014 Application Tutorial: Multiblade Machining: ©1995-2013 Solidcam All Rights ReservedDocument45 pagesInventorcam 2014 Application Tutorial: Multiblade Machining: ©1995-2013 Solidcam All Rights ReservedKhai Huynh100% (1)
- PLC Based Pneumatic Punching MachineDocument5 pagesPLC Based Pneumatic Punching MachineEslam MouhamedNo ratings yet
- Cad Total Services - PresentationDocument9 pagesCad Total Services - PresentationananthNo ratings yet
- Automatic Chapati Making Machine Rolling TypeDocument5 pagesAutomatic Chapati Making Machine Rolling TypeSundara KrishnaNo ratings yet
- EG Roti MidtermDocument10 pagesEG Roti MidtermNilutpal phukanNo ratings yet
- Vffs Machine PDFDocument12 pagesVffs Machine PDFAhmad عfiaNo ratings yet
- OPTIS Engineering Corporate Profile PDFDocument6 pagesOPTIS Engineering Corporate Profile PDFlavu6177No ratings yet
- Fast, Accurate Multi-Axis Programming For Robots.: Delcam PLC, AMS Division WWW - Delcam.tvDocument2 pagesFast, Accurate Multi-Axis Programming For Robots.: Delcam PLC, AMS Division WWW - Delcam.tvOscar SaenzNo ratings yet
- Powerinspect Manual CmmsDocument2 pagesPowerinspect Manual CmmsFelipe Cordeiro100% (1)
- Additive Manufacturing: Case Study: Generative Design of A Bracket, Part 1Document35 pagesAdditive Manufacturing: Case Study: Generative Design of A Bracket, Part 1Ali Raza JuttNo ratings yet
- Exp No 7Document8 pagesExp No 720R211 - D L SHRIVARSHININo ratings yet
- Vericut Brochure 70Document16 pagesVericut Brochure 70sivakumarsambandamNo ratings yet
- Tabletop CNC Wire Bender Machine Using DXF by Generating CNC CodesDocument4 pagesTabletop CNC Wire Bender Machine Using DXF by Generating CNC CodesPrasanna RahmaniacNo ratings yet
- Stepper Motor ApplicationDocument25 pagesStepper Motor ApplicationShanmuga SundarNo ratings yet
- AVR 8 Bit Microcontroller ATtiny25 ATtiny45 ATtiny85 DatasheetDocument30 pagesAVR 8 Bit Microcontroller ATtiny25 ATtiny45 ATtiny85 DatasheetAdam AhmatNo ratings yet
- Jucrank enDocument8 pagesJucrank enAlex KascutNo ratings yet
- Presented By, Nikhil Vijay Nitheesh Kurian Paul Joy: WWW - Final-Yearprojects - Co.ccDocument27 pagesPresented By, Nikhil Vijay Nitheesh Kurian Paul Joy: WWW - Final-Yearprojects - Co.ccTintin Estrada PinedaNo ratings yet
- InventorCAM 2016 IMachining Getting StartedDocument39 pagesInventorCAM 2016 IMachining Getting StartedspeedtunningNo ratings yet
- CNC MachinesDocument12 pagesCNC Machinesbecart100% (1)
- Additive Manufacturing Course Guide Run17 CourseSchedDocument14 pagesAdditive Manufacturing Course Guide Run17 CourseSchedAbdullah Amir MughalNo ratings yet
- Plasma CamDocument20 pagesPlasma CamkairotdfNo ratings yet
- Y-Puratek Telescoping Belt ConveyorDocument4 pagesY-Puratek Telescoping Belt ConveyorYousef AlipourNo ratings yet
- Introduction CNC PlasmaDocument2 pagesIntroduction CNC PlasmaHaziq PazliNo ratings yet
- Sequential Motion ControlDocument608 pagesSequential Motion Controltomjordan12321No ratings yet
- ARKU Rebarbar - PolirDocument6 pagesARKU Rebarbar - PolirOrlando VicenteNo ratings yet
- Copertina: Caffè EuropaDocument57 pagesCopertina: Caffè EuropaesNo ratings yet
- Machine Tool Spindle UnitsDocument22 pagesMachine Tool Spindle UnitsMaricel Cearmel100% (2)
- ABB IRB 580 DatasheetDocument1 pageABB IRB 580 Datasheetalex dimoskiNo ratings yet
- Triumphlaser-Desktop Fiber Laser MarkingDocument21 pagesTriumphlaser-Desktop Fiber Laser Markingsuscripciones dxfNo ratings yet
- 2nd UnitDocument60 pages2nd UnitPradeepvenugopalNo ratings yet
- Fundamentals of NC Technology-Unit-1Document38 pagesFundamentals of NC Technology-Unit-1Swarna Paul100% (1)
- CNC Milling ReportDocument6 pagesCNC Milling ReportMuhazman DinNo ratings yet
- 2 & 3 - Institutional Vision, Mision, PO, PSO, PEODocument4 pages2 & 3 - Institutional Vision, Mision, PO, PSO, PEOM.Saravana Kumar..M.ENo ratings yet
- Effective Engineering Teaching in PracticeDocument4 pagesEffective Engineering Teaching in PracticeM.Saravana Kumar..M.ENo ratings yet
- M.saravana Kumar Updated Co StatementDocument5 pagesM.saravana Kumar Updated Co StatementM.Saravana Kumar..M.ENo ratings yet
- Solution - Assignment - Laws of Thermodynamics - 3rd WeekDocument5 pagesSolution - Assignment - Laws of Thermodynamics - 3rd WeekM.Saravana Kumar..M.ENo ratings yet
- WEEK 1 SolutionsDocument5 pagesWEEK 1 SolutionsM.Saravana Kumar..M.ENo ratings yet
- Details Dr. V KhalkarDocument1 pageDetails Dr. V KhalkarM.Saravana Kumar..M.ENo ratings yet
- NDT Syallbus Anna University ScribdDocument2 pagesNDT Syallbus Anna University ScribdM.Saravana Kumar..M.ENo ratings yet
- Scholar List MechDocument152 pagesScholar List MechM.Saravana Kumar..M.ENo ratings yet
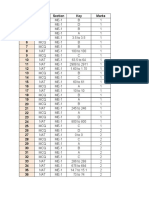
- IAT2 Key PDFDocument8 pagesIAT2 Key PDFM.Saravana Kumar..M.ENo ratings yet
- Latha MathavanDocument3 pagesLatha MathavanM.Saravana Kumar..M.ENo ratings yet
- Design Subject SyallbusDocument8 pagesDesign Subject SyallbusM.Saravana Kumar..M.ENo ratings yet
- Engineering Thermodynamics - Unit 4 - Week 3 - Properties of Pure SubstancesDocument4 pagesEngineering Thermodynamics - Unit 4 - Week 3 - Properties of Pure SubstancesM.Saravana Kumar..M.ENo ratings yet
- Engineering Thermodynamics - Unit 3 - Week 2 - SI Unit, Definitions & ConceptsDocument5 pagesEngineering Thermodynamics - Unit 3 - Week 2 - SI Unit, Definitions & ConceptsM.Saravana Kumar..M.ENo ratings yet
- Strength of Materials - Unit 2 - Week 1Document3 pagesStrength of Materials - Unit 2 - Week 1M.Saravana Kumar..M.ENo ratings yet
- Laws of Thermodynamics - Unit 3 - Week 2 PDFDocument3 pagesLaws of Thermodynamics - Unit 3 - Week 2 PDFM.Saravana Kumar..M.ENo ratings yet
- MT-1 Full NotesDocument56 pagesMT-1 Full NotesM.Saravana Kumar..M.ENo ratings yet
- Mechanics of Solids - Unit 2 - Week 01 - Introduction To Mechanics of SolidsDocument5 pagesMechanics of Solids - Unit 2 - Week 01 - Introduction To Mechanics of SolidsM.Saravana Kumar..M.ENo ratings yet
- Engineering Thermodynamics - Unit 2 - Week 1 - SI Unit, Definitions & ConceptsDocument4 pagesEngineering Thermodynamics - Unit 2 - Week 1 - SI Unit, Definitions & ConceptsM.Saravana Kumar..M.ENo ratings yet
- DTS 06Document18 pagesDTS 06M.Saravana Kumar..M.ENo ratings yet
- Strength of Materials - Unit 6 - Week 5Document3 pagesStrength of Materials - Unit 6 - Week 5M.Saravana Kumar..M.ENo ratings yet
- Strength of Materials - Unit 3 - Week 2Document4 pagesStrength of Materials - Unit 3 - Week 2M.Saravana Kumar..M.ENo ratings yet
- Engineering Thermodynamics - Unit 6 - Week 5 - First Law of Thermodynamics For Non-Flow ProcessesDocument4 pagesEngineering Thermodynamics - Unit 6 - Week 5 - First Law of Thermodynamics For Non-Flow ProcessesM.Saravana Kumar..M.ENo ratings yet
- Laws of Thermodynamics - Unit 3 - Week 2Document3 pagesLaws of Thermodynamics - Unit 3 - Week 2M.Saravana Kumar..M.ENo ratings yet
- Abrasive Jet MachiningDocument12 pagesAbrasive Jet MachiningM.Saravana Kumar..M.ENo ratings yet
- Mechanics of Solids - Unit 5 - Week 4 - Force Displacement Relationship and Introduction To Concept of StressDocument4 pagesMechanics of Solids - Unit 5 - Week 4 - Force Displacement Relationship and Introduction To Concept of StressM.Saravana Kumar..M.ENo ratings yet
- ME-1 Section MCQ and NAT Type Exam ResultsDocument2 pagesME-1 Section MCQ and NAT Type Exam ResultsM.Saravana Kumar..M.ENo ratings yet
- Laws of Thermodynamics - Unit 5 - Week 4Document3 pagesLaws of Thermodynamics - Unit 5 - Week 4M.Saravana Kumar..M.ENo ratings yet
- Syllabi GATE2017 PDFDocument73 pagesSyllabi GATE2017 PDFAnkit Kumar AJNo ratings yet
- Anna University Manufacturing Technology1 Previous Year Question Papers CollectionDocument20 pagesAnna University Manufacturing Technology1 Previous Year Question Papers CollectioneurekaNo ratings yet
- Gate PlanDocument1 pageGate PlanM.Saravana Kumar..M.ENo ratings yet
- Booksim ManualDocument7 pagesBooksim Manualshahje5No ratings yet
- Linux Tsmcli User Guide 201803Document40 pagesLinux Tsmcli User Guide 201803asma merzNo ratings yet
- Delta DTD-User-Manual PDFDocument7 pagesDelta DTD-User-Manual PDFlin2m3100% (1)
- Programming in Java Laboratory FileDocument97 pagesProgramming in Java Laboratory FileAakash Raj50% (2)
- mp5w - Manual - English AUTONICS MP5W PDFDocument4 pagesmp5w - Manual - English AUTONICS MP5W PDFAngel Eduardo PeñaNo ratings yet
- SIMATIC S7-1200 Basic Course - Functions and Function BlocksDocument24 pagesSIMATIC S7-1200 Basic Course - Functions and Function BlocksgsrNo ratings yet
- How Unity transforms position objectsDocument11 pagesHow Unity transforms position objectsgunikhanNo ratings yet
- Advanced PHP ManualDocument246 pagesAdvanced PHP Manualkennedy onuzulikeNo ratings yet
- IBIP Tool For SAP Training Guide: Deliver byDocument28 pagesIBIP Tool For SAP Training Guide: Deliver byzivmarc zmNo ratings yet
- Manage Active Directory from Command LineDocument7 pagesManage Active Directory from Command Linedennisdr2007No ratings yet
- CS 404 Introduction To Compiler Design: Lecture 12 + 13 Ahmed EzzatDocument25 pagesCS 404 Introduction To Compiler Design: Lecture 12 + 13 Ahmed Ezzatmaverick_33100% (1)
- Almig Air Control B Service ManualDocument41 pagesAlmig Air Control B Service ManualJunaid Ahmed50% (2)
- User Manual: CLIMATIC™ 200/400Document24 pagesUser Manual: CLIMATIC™ 200/400SANNIB MouhcineNo ratings yet
- BasicsDocument23 pagesBasicsnagaraja h iNo ratings yet
- Barbara Liskov, Programming With Abstract Data TypesDocument10 pagesBarbara Liskov, Programming With Abstract Data TypesJehu ShalomNo ratings yet
- HA465038U005Document240 pagesHA465038U005Hayden LovettNo ratings yet
- Simatic: S7-SCL V 5.6 For S7-300/400Document28 pagesSimatic: S7-SCL V 5.6 For S7-300/400Gianny Marcos Fonseca AiresNo ratings yet
- R RStudio BasicsDocument26 pagesR RStudio BasicsWulandari Amor GanelsaNo ratings yet
- PID-kirjaston tuonti ja saatimen määritysDocument8 pagesPID-kirjaston tuonti ja saatimen määritysSam Fisher LambertNo ratings yet
- Pandas Intro - Python data analysis libraryDocument33 pagesPandas Intro - Python data analysis libraryVivek MunjayasraNo ratings yet
- Downloading Report Output into Excel Using OLE AutomationDocument8 pagesDownloading Report Output into Excel Using OLE AutomationvardhanfrdNo ratings yet
- DRS-C2BB Description eDocument31 pagesDRS-C2BB Description eyuy0607No ratings yet
- Elevated Rectangular Water TankDocument3 pagesElevated Rectangular Water TankKesavan Dhurai100% (1)
- Aspen Plus 8.0 GuideDocument215 pagesAspen Plus 8.0 GuideDamdaeParkNo ratings yet
- Pthread Tutorial by Peter (Good One)Document29 pagesPthread Tutorial by Peter (Good One)gunda_venu9856No ratings yet
- PHP Programming Unit 5Document61 pagesPHP Programming Unit 5KumarNo ratings yet
- DS 7 Install GuideDocument75 pagesDS 7 Install GuideJUAN JESUS SALAZAR JACOBENo ratings yet
- H 928 AsfjDocument66 pagesH 928 AsfjAnonymous EykoGW100% (1)
- Settlement of Circular Footing On SandDocument26 pagesSettlement of Circular Footing On SandninoronaldNo ratings yet