You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Builder's Greywater Guide Branched DrainDocument4 pagesBuilder's Greywater Guide Branched DrainGreen Action Sustainable Technology GroupNo ratings yet
- LTE Advanced - Leading in Chipsets and Evolution: August 2013Document33 pagesLTE Advanced - Leading in Chipsets and Evolution: August 2013Muneeb JavedNo ratings yet
- Building Act 2055 1998 EnglishDocument12 pagesBuilding Act 2055 1998 EnglishSandip BudhathokiNo ratings yet
- Proposed Operational Guidelines in NepaliDocument34 pagesProposed Operational Guidelines in NepaliDebendra Dev KhanalNo ratings yet
- DPU Mattingly Nepal Spatial PlanningDocument36 pagesDPU Mattingly Nepal Spatial PlanningDebendra Dev KhanalNo ratings yet
- Sanabazar 2061Document311 pagesSanabazar 2061Debendra Dev KhanalNo ratings yet
- Jibgar JoshiDocument49 pagesJibgar JoshiDebendra Dev KhanalNo ratings yet
- K - FRLG:DF/S +/If0F Lgodfjnl, @) $ K - FRLG:DF/S +/If0F Lgodfjnl, @) $ K - FRLG:DF/S +/If0F Lgodfjnl, @) $ K - FRLG:DF/S +/If0F Lgodfjnl, @) $Document20 pagesK - FRLG:DF/S +/If0F Lgodfjnl, @) $ K - FRLG:DF/S +/If0F Lgodfjnl, @) $ K - FRLG:DF/S +/If0F Lgodfjnl, @) $ K - FRLG:DF/S +/If0F Lgodfjnl, @) $Debendra Dev KhanalNo ratings yet
- Kathmandu Upatyaka Bikash Pradhikaran Ain, 2045Document17 pagesKathmandu Upatyaka Bikash Pradhikaran Ain, 2045Debendra Dev KhanalNo ratings yet
- 2060 Chautho SanskaranDocument123 pages2060 Chautho SanskaranDebendra Dev KhanalNo ratings yet
- Sanyukta Aabasko SwamitwaDocument11 pagesSanyukta Aabasko SwamitwaDebendra Dev KhanalNo ratings yet
- 2060 Chautho SanskaranDocument123 pages2060 Chautho SanskaranDebendra Dev KhanalNo ratings yet
- Vatabaran SamrakshanDocument9 pagesVatabaran SamrakshanThakur YogendraNo ratings yet
- Environment Protection Rules, 2054Document57 pagesEnvironment Protection Rules, 2054Karki2No ratings yet
- Nepal Road Standard 2070Document55 pagesNepal Road Standard 2070surendra_pangaNo ratings yet
- NBC206Document9 pagesNBC206Sujan SinghNo ratings yet
- नेपालको जनगणना - २०६८Document270 pagesनेपालको जनगणना - २०६८Manoj PaudelNo ratings yet
- Planned Development of Shared HousingDocument57 pagesPlanned Development of Shared HousingDebendra Dev KhanalNo ratings yet
- National PolicyDocument13 pagesNational PolicyDipak BudhaNo ratings yet
- Fajil Lekhapal10012018132031Document2 pagesFajil Lekhapal10012018132031Debendra Dev KhanalNo ratings yet
- Ir2545 2535 2530 2525 2520 SYSTEM en Uv 1 PDFDocument314 pagesIr2545 2535 2530 2525 2520 SYSTEM en Uv 1 PDFvozhdNo ratings yet
- Lekha Adhikrit10012018131232Document13 pagesLekha Adhikrit10012018131232Debendra Dev KhanalNo ratings yet
- Nepali NaPa Kartik 16Document53 pagesNepali NaPa Kartik 16Debendra Dev KhanalNo ratings yet
- Ir2545i COPY en GB R PDFDocument114 pagesIr2545i COPY en GB R PDFขวัญชัย งามสง่าNo ratings yet
- LT TL: Ffiffi TDocument3 pagesLT TL: Ffiffi TDebendra Dev KhanalNo ratings yet
- EF Qotr.lloslta 6t ezpr5ttTtp1 rtfiIr61 tg.r ts.d d+d d dr}I w (r( aFTFITTI;T rEftI rrMDocument6 pagesEF Qotr.lloslta 6t ezpr5ttTtp1 rtfiIr61 tg.r ts.d d+d d dr}I w (r( aFTFITTI;T rEftI rrMDebendra Dev KhanalNo ratings yet
- Saha Lekhapal10012018132138Document1 pageSaha Lekhapal10012018132138Debendra Dev KhanalNo ratings yet
- Public Service Delivery ChallengesDocument6 pagesPublic Service Delivery ChallengesDebendra Dev KhanalNo ratings yet
- Tracking COVID-19 Cases in India's States and DistrictsDocument11 pagesTracking COVID-19 Cases in India's States and DistrictsDebendra Dev KhanalNo ratings yet
- Hands Out of Planets Na SuDocument6 pagesHands Out of Planets Na SuDebendra Dev KhanalNo ratings yet
- Nepal Geography Part 2Document11 pagesNepal Geography Part 2Debendra Dev KhanalNo ratings yet
- PSC NASU SYLLABUSDocument5 pagesPSC NASU SYLLABUSDebendra Dev KhanalNo ratings yet
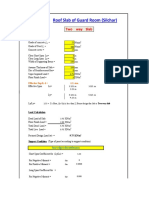
- Roof Slab of Guard RoomDocument3 pagesRoof Slab of Guard RoomAditya KumarNo ratings yet
- SPW3 Manual Rev 5Document713 pagesSPW3 Manual Rev 5JPYadavNo ratings yet
- Sample Lab ReportDocument4 pagesSample Lab ReportHolley WrightNo ratings yet
- Gpa 2145Document15 pagesGpa 2145Sergio David Ruiz100% (1)
- TN 46Document23 pagesTN 46Khalil AhmadNo ratings yet
- Indus Water Treaty & Emerging Water IssuesDocument24 pagesIndus Water Treaty & Emerging Water Issuesu1umarNo ratings yet
- 176Document3 pages176Karthik AmigoNo ratings yet
- Newsletter Template NewDocument4 pagesNewsletter Template Newapi-458544253No ratings yet
- The Future of Smart Cities and RegionsDocument20 pagesThe Future of Smart Cities and RegionsChristianNo ratings yet
- Sitsyll PDFDocument57 pagesSitsyll PDFpreranaNo ratings yet
- General Ledger Senior Accountant in Charlotte NC Resume Diana ShipeDocument1 pageGeneral Ledger Senior Accountant in Charlotte NC Resume Diana ShipeDianaShipeNo ratings yet
- Aashto T19-Bulk Density (Unit Weight)Document7 pagesAashto T19-Bulk Density (Unit Weight)Marc Anthony de Villa100% (1)
- Plett DawsonDocument270 pagesPlett DawsonRaghu0% (1)
- Panasonic WJ FS616Document62 pagesPanasonic WJ FS616triliteNo ratings yet
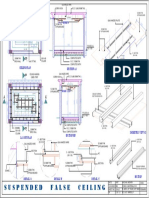
- Gypsum Ceiling PDFDocument1 pageGypsum Ceiling PDFAanchal Mishra100% (1)
- Chapter 11B: Survey of Database SystemsDocument17 pagesChapter 11B: Survey of Database SystemsMurtaza MoizNo ratings yet
- FC Vs FBDocument8 pagesFC Vs FBMiguel SanchesNo ratings yet
- INFRARED BASED VISITOR COUNTER TECHNOLOGYDocument21 pagesINFRARED BASED VISITOR COUNTER TECHNOLOGYRahul KumarNo ratings yet
- Week 2 PlanDocument3 pagesWeek 2 Planapi-427127204No ratings yet
- Grade 6 Science PuzzleDocument4 pagesGrade 6 Science Puzzlemargie riveraNo ratings yet
- Abstracts Book Nanotech 2013Document151 pagesAbstracts Book Nanotech 2013felipe de jesus juarez torresNo ratings yet
- D72140GC10 46777 UsDocument3 pagesD72140GC10 46777 UsWilliam LeeNo ratings yet
- Designing The Marketing Channels 13Document13 pagesDesigning The Marketing Channels 13Gajender SinghNo ratings yet
- 6303A HP Flare Drain DrumDocument16 pages6303A HP Flare Drain DrumMohammad MohseniNo ratings yet
- PDF Saa6d140e 2 Seriespdf CompressDocument8 pagesPDF Saa6d140e 2 Seriespdf CompressNathawatNo ratings yet
- Mobil Pegasus™ 1100 Series Mobil Pegasus™ 1100 Series Mobil Pegasus™ 1100 Series Mobil Pegasus™ 1100 SeriesDocument3 pagesMobil Pegasus™ 1100 Series Mobil Pegasus™ 1100 Series Mobil Pegasus™ 1100 Series Mobil Pegasus™ 1100 SeriesMudabbir Shan AhmedNo ratings yet
- Mini System LG-RAD-226B PDFDocument65 pagesMini System LG-RAD-226B PDFAndres Lecaro JarrinNo ratings yet
- Brake Pedals and ValveDocument4 pagesBrake Pedals and Valveala17No ratings yet