Professional Documents
Culture Documents
M30 Sensibilisation à La Programmation Et à La Conduite Des MOCN Version 2-FM-TFM PDF
Uploaded by
Khalil RadouaneOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
M30 Sensibilisation à La Programmation Et à La Conduite Des MOCN Version 2-FM-TFM PDF
Uploaded by
Khalil RadouaneCopyright:
Available Formats
ROYAUME DU MAROC
OFPPT
Office de la Formation Professionnelle et de la Promotion du Travail
DIRECTION RECHERCHE ET INGENIERIE DE FORMATION
RESUME THEORIQUE
&
GUIDE DE TRAVAUX PRATIQUES
SENSIBILISATION A LA
MODULE N : PROGRAMMATION ET A LA
CONDUITE DES MOCN
SECTEUR : FABRICATION MECANIQUE
SPECIALITE : TECHNICIEN EN FABRICATION
MECANIQUE
NIVEAU : TECHNICIEN
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
Document labor par :
Nom et prnom EFP DR
Mohamed CHAMALI ISTA GM DRGC
Rvision linguistique
-
-
-
Validation
-
-
-
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
TABLE DES MATIERES
TABLE DES MATIERES 2
PRESENTATION DU MODULE 4
MODULE : PROGRAMMATION DES MOCN RESUME THEORIQUE 9
INTRODUCTION : 10
1. HISTORIQUE 10
2. PRINCIPAUX ORGANES 10
3. LES AXES 10
Laxe Z : 11
Laxe X : 11
Laxe Y : 11
Mouvement de rotation : 11
4. LES POINTS DE REFERENCE 12
Origine mesure (Om) : 12
Origine de Machine (OM) : 12
Origine pice (Op) : 12
Origine programme (OP) : 13
Point Pilot par la Machine (PPM): 13
Larrte tranchante (AT) : 13
Dfinition des dcalages 13
5. PROGRAMMATION : 15
Structure des programmes : 15
Exemple de programme : 17
6. ELEMENT DE LANGAGE DU LANGAGE DE PROGRAMMATION 17
Dfinition des adresses : 17
Exemples de fonctions prparatoires (G) 17
Exemples des fonctions auxiliaires (M) : 18
Trajectoire de loutil : 18
N10 G01 Z-5 F300 LF 21
Lecture du dessin : 21
Ordre et conditions dusinage : 22
Entre du programme : 22
Montages des outils : 23
Correction doutil : 23
Marche vide : 23
Passe dessai : 24
Mesure : 24
Production de masse : 24
MODULE : PROGRAMMATION DES MOCN GUIDE PRATIQUE 26
OBJECTIF : SEANCE 1 0
7. PARTIE 1 : PRISE EN MAIN DE LA MACHINE 0
tape 1 : Dcouverte et vrification du matriel 0
tape 2 : Prise en main du tour CN 1
tape 3 : utilisation du mode dintroduction manuel de donnes 1
tape 4 : prise en compte des dcalages 2
8. PARTIE 2 : USINAGE DE LAXES 3
tape 5 : Usinage des pices du systme 3
tape 6 : Cration du programme 4
tape 7 : usiner les 2 axes 4
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
tape 8 : Contrle de chaque pice 4
Etape 9 : Comparaison des rsultats 4
Etape 10 : Montage 4
tape 11 : Rangement et nettoyage du poste en fin de sance 5
9. ANALYSE DU PROGRAMME (OBJECTIF DE COMPORTEMENT) 0
OBJECTIF : EVALUATION MOCN (PROGRAMMATION MANUELLE TOURNAGE NUM 1050) 0
10. FONCTION : 0
11. LES CYCLES DUSINAGE : 1
Cycle 1 1
Cycle 2 1
Cycle 3 : 1
12. PROGRAMMATION : 2
Question : 2
Programme : 2
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
Prsentation du Module
Le stagiaire doit dvelopper les comptences particulires suivantes pour lexcution des
tches de la comptence du module Programmer une MOCN :
Fabriquer des pices de complexit et de prcision moyennes
Contrler la gomtrie des pices et ensembles mcaniques
tablir un dossier de fabrication
Organiser, grer et planifier une fabrication
Pour la mise en place du module on suivra les tapes suivantes :
Prsentation des machines disponibles.
Technologie de la MOCN.
Programmation
Travaux pratiques
La partie pratique et les dmonstration sur machine constituera globalement 80% du temps impartie
tandis que la partie pratique les 20% restant comprendra les travaux dirigs pour llaboration des
programme et la manipulation des machines. La manipulation des machines va permettre aux
stagiaires de vrifier la validit des programmes.
La matrise de lutilisation des MOCN va faire lobjet dautres modules.
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
MODULE 30 : SENSIBILISATION A LA PROGRAMMATION ET A LA CONDUITE
DES MOCN
Code : Thorie : 30 %
Dure : 80 heures Travaux pratiques : 66 %
Responsabilit : Dtablissement valuation : 4%
OBJECTIF OPERATIONNEL DE PREMIER NIVEAU
DE COMPORTEMENT
COMPETENCE
o Raliser des programmes simples en code ISO pour une
Machine-outil Commande Numrique.
o Rgler et conduire une MOCN.
PRESENTATION
Ce module de comptence particulire se dispense en cours du troisime et
quatrime semestre du programme formation. Comme pralable le module sur
la fabrication des pices dusinage simples. Un chevauchement avec le module
CFAO doit tre envisag.
DESCRIPTION
Lobjectif de ce module est de faire apprendre aux stagiaires la programmation
des machines outils commande numrique pour des pices simples en
adoptant une programmation manuelle. Il vise donc dune part donner aux
stagiaires une vision globale sur la ralisation des pices par des moyens
volus et plus performants au niveau de la ralisation des pices complexe. Il
ne sagit pas de former des mthodistes capables de programmer une pice en
garantissant la faisabilit et la qualit demande.
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
CONTEXTE DENSEIGNEMENT
Travail individuel ou en groupe de 2 (maximum)
Ralisation des pices de difficults progressives
CONDITIONS DEVALUATION
Travail individuel
A partir :
- De consignes et de directives
- Dun dessin de dfinition
- Dun contrat de phase
A laide :
- Des imprims et documents relationnels des mthodes
- De code normalis ISO
- Du matriels informatiques : CFAO et DAO
- Des quipements pdagogiques de programmation
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
OBJECTIFS LMENTS DE CONTENU
1. Matriser les notions de base de la - Rappels :
gomtrie et de la trigonomtrie Gomtrie plane
Relations mtriques dans les triangles et
figures gomtriques
Cercle et les relations trigonomtriques dans
les triangles rectangle
- Analyse du problme traiter
2. Analyser le dessin de dfinition de la - Dtermination pour des fins de programmation
pice et dterminer les coordonnes des des donnes des pices produire :
points principaux Forme,
Dimension et
Surfaces de rfrence
Coordonnes des points de raccordement
- Dfinition du mode opratoire
- Production des documents de fabrication : contrat
de phase, fiche de rglage des outils
- Choix des conditions de coupe
A. Etablir le mode opratoire pour la - Choix des outils et porte-outils
ralisation dune pice en commande - Trajectoire et mouvement des outils
numrique (tournage ou fraisage)
- Technologie des machines-outils commande
numrique :
Diffrentes parties de la machines
Types de calculateurs (NUM,)
- Langage de programmation
3. Comprendre le langage de - Fonctions ISO en tournage et fraisage :
programmation Format et adresse
Structure dun programme en code ISO
Cotation : origines et dcalage
Fonctions G, M
Cycles dusinage
- Programmation en code ISO
- Programmation paramtre
- Programmation Gomtrique de Profils (PGP)
- Programmation structure
- Des tudes de cas
- Voir module 26 : utilisation dun micro-
ordinateur
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
B. Etablir manuellement le - Pice prismatique
programme permettant la ralisation - Pice de rvolution
- Sortie du programme sur listing ou sur supports
dune pice sur MOCN informatiques
- Rgles de scurit au travail
4. Utiliser un micro-ordinateur - Avant lusinage
Mise en marche de la machine
Prise dorigine
Chargement programme
5. Utiliser un logiciel de simulation
Visualisation
Montage pice
C. Simuler le rsultat de la Montage outil, lubrification
programmation manuelle sur un Entrer des jauges outils
logiciel de simulation Agir sur les correcteurs dynamiques des
outils
Cycle dusinage vide pour contrle de
1. Respecter les rgles de scurit et dhygine
trajectoire
Modification dun programme
D. Rgler et piloter une MOCN pour
une petite srie de pice simple - Pendant dusinage
Observation de la formation du copeau
et agir sur le potentiomtre des avances
si ncessaires pour casser le copeau
Observation de la bonne arrive du
lubrifiant sur les artes tranchants des
outils
Scurit au travail
- Aprs lusinage
Mesurer et contrler la pice afin de
dterminer si les conditions dont
respectes : tat de surface, tolrances
dimensionnelles, de formes, de position,
gomtriques
Aspects pice : pas de bavures, pas de
rayures
Agir sur correcteurs dynamiques si
ncessaires
Sassurer de la qualit de coupe des
artes tranchantes des outils pour la suite
de lusinage
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
RESUME THEORIQUE
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
Introduction :
La commande numrique est un procd dautomatisation qui permet les dplacements des organes de
la fraiseuse, partir dinformations codes de caractres alphanumriques.
HISTORIQUE
Cest en 1942 aux tats-Unis que la C.N. a commenc tre exploite, pour permettre lusinage de
pompes injection pour moteurs davions. Il sagissait en fait de cames, dont le profil complexe tait
irralisable au moyen dune machine traditionnelle.
PRINCIPAUX ORGANES
La M.O.C.N. fraiseuse est un ensemble qui comprend :
La machine-outil proprement dite. Ses chariots sont quips de vis billes, afin dliminer les jeux.
Les diffrents mouvements sont commands par des moteurs. Les dplacements sont contrls avec
des capteurs de mesure.
Le D.C.N. Cest un automatisme compos dlments lectroniques. Il sait exploiter et interprter les
informations
Exemples :
Le D.C.N. donne lordre de mise en marche de la broche, ou encore commande au chariot longitudinal
de se dplacer de X mm dans le sens plus avec une vitesse programme de F mm/min.
Larmoire lectrique. Elle sert de relais entre la machine et le D.C.N. et renferme des cbles, des
amplificateurs, des fusibles.
Un pupitre de commande. Il sert dialoguer avec le D.C.N. et envoie des ordres de commande cods.
Il possde des touches sensitives, ainsi quun cran graphique. Celui-ci sert visualiser par exemple le
programme, ou le profil fini de la pice et la trajectoire des outils, ou encore la page outil.
Remarque
C.N. : commande numrique.
C.N.C. : commande numrique par calculateur.
D.C.N. ; directeur de commande numrique.
M.O.C.N. : machine-outil commande numrique.
Rfrentiel et axes normaliss :
Ces dfinitions sont destines essentiellement faciliter la programmation sur machines commande
numrique.
Une machine outil commande numrique par calculateur est capable de commander ses propres
mouvements suivants deux ou trois axes (voir davantage), et de mesurer avec prcision les
dplacements des organes mobiles.
Il est li la pice place sur la machine et il est dsign par les lettres X, Y, Z. les axes sont parallles
aux glissires de la machine. Le sens positif du mouvement dun chariot de la machine est celui qui
provoque une augmentation sur la pice de la coordonne correspondante. Le choix de lorigine du
rfrentiel est dfini dans le paragraphe les points de rfrence .
Les axes
Les systmes daxes sont dfinis par des normes (NF Z68-020). Afin de ne pas confondre X, Y et Z
ainsi que leur sens + ou - il est simple dutiliser la rgle des trois doigts de la main droite (fig. 1).
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
Figure 1: rgle de la main droite
Laxe Z :
Cest laxe de la broche, que celle-ci fasse tourner loutil ou la pice. Pour les machines possdant
plusieurs broches, lune dentre elles est choisie comme broche principale. Pour les machines ne
possdantes pas de broche (tau limeur, raboteuse ) laxe Z est perpendiculaire la surface de la
table.
Laxe X :
Cest un axe correspondant un mouvement de la machine, il est perpendiculaire laxe Z.
Laxe Y :
Cest celui qui forme, avec les axes X, Z prcdemment dfinis, un tridre de sens direct.
Mouvement de rotation :
Les symboles A, B, C dsignent les mouvements de rotation effectus respectivement autour daxes
parallles X, Y, Z. les valeurs positives de A, B, C sont donnes par le mouvement dune vis droite
tournant dans le sens positif et avanant respectivement dans le sens positif des axes X, Y, Z.
Figure 2: systme daxes
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
Figure 3: affectation des axes pour diffrentes MOCN
Les points de rfrence
Origine mesure (Om) :
Il sagit dune position dans le volume dusinage qui est dfinie exactement par des interrupteurs fin de
cours.
On le symbole par :
Origine de Machine (OM) :
Il sagit dun point non modifiable, dfini par le constructeur de la machine. Il constitue lorigine du
systme coordonn de la machine.
On le symbole par :
Origine pice (Op) :
Indpendant du systme de mesure, lorigine pice est dfini par un point de la pice sur la quelle il est
possible de se positionner.
On le symbole par :
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
Origine programme (OP) :
Il sagit du point de dpart pour les indications de cotation dans le programme de pice.
Ce point peut tre dfini librement par le programmateur et dplac loisir dans un programme de
pice.
On le symbole par :
Point Pilot par la Machine (PPM):
Il sagit du point de dpart pour la mesure des loutils. Il se trouve en un point adquat du systme de
porte-outil et il est dfini par le fabricant de la machine. Dautre par en absence de toute information
sur la gomtrie de loutil cest le point pilot par la machine.
On le symbole par :
Larrte tranchante (AT) :
Cest le point sur le quel seffectue la coupe. Il est dfinit par rapport au point de dpart pour la mesure
de loutil (PPM).
On le symbole par : pour tournage ou pour fraisage
Dfinition des dcalages
Pour crire un programme pice, le programmeur choisit une origine programme. Lorigine
programme est gnralement un point de dpart de cotations sur le dessin de la pice.
Loprateur apprend au systme la position de lorigine programme (OP) par une prise dorigine pice
: Apprentissage (pour chacun des axes) dun point connu et accessible de la pice dit origine pice
(Op) qui peut tre confondu avec lorigine programme.
Dcalage dorigine pice (Op/OM) = PREF
Introduction du dcalage de lorigine programme par rapport lorigine pice (peut tre ralise par
programmation).
Dcalage dorigine programme (OP/Op) = DEC1
Dcalages sur laxe Z
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
Figure 4: dcalages
Elaboration dun programme
Le programme pice peut tre cr par programmation traditionnelle ou par lintermdiaire dun
systme FAO.
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
Programmation :
La programmation consiste dcrire les oprations prvues dans un langage cod assimilable par le
calculateur de la machine.
Structure des programmes :
Un programme comporte toutes les informations utiles la machine pour raliser lusinage. Un
programme CN se compose dune suite de squences de programme, mmorises dans la commande.
Lors de lusinage de la pice, ces squences sont lues et vrifies par le calculateur dans lordre
programm. Des signaux de commande correspondants
sont transmis la machine.
Un programme comporte principalement : Dbut de
Des fonctions prparatoires dadresse G.
Des coordonnes de points (X, Y, Z, I, J ) Corp
Blocs
s du
Des informations de vitesse, davances (S, F prog
).
Fin de
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
Des fonctions auxiliaires dadresse M.
Un programme dusinage est constitu de :
Un dbut de programme.
Un corps de programme form de lignes ou blocs.
Fin de programme.
Dbut de programme :
Tout programme doit dbuter par le caractre O qui permet au systme de reconnatre le dbut du
programme. Dautre part chaque programme est identifi par un numro constitu au plus de quatre
chiffres. Ce qui donne finalement chaque programme doit commencer par un bloc qui a la syntaxe
suivante : Onnnn ; (n dsignant un chiffre de 0 9)
Exemple : O12 ; O1972 ; O06 ;
Corps du programme :
Les programmes CN se composent de blocs, limage des phrases dans notre propre langage ; ces
blocs sont composs de mots. Chaque mot du langage CN est constitu dun symbole dadresse et
dun chiffre ou dune suite de chiffres, qui dcrivent une valeur arithmtique.
Le symbole dadresse du mot est gnralement une lettre. La suite de chiffres peut contenir un signe et
un point dcimal, le signe tant toujours plac entre la lettre adresse et la suite de chiffres. Les signes
positifs (+) nont pas besoin dtre crits.
Un programme CN se compose de blocs distincts,
chaque bloc tant gnralement constitu de
(plusieurs) mots. Un bloc doit contenir toutes les Bloc
donnes ncessaires lexcution dune opration
dusinage et doit se terminer par le caractre L F
(LINE FEED = nouvelle ligne) ou EOB (END OF Mot Mot Mot Mot
BLOC = fin de bloc)
Exemples de mot :
Mot
X06.08
Z-20. Adresse format
N9548
Exemple de bloc : N20 G01 X17 Z-92 F0.1 ;
Remarque :
La fin du bloc est identifier par ; (point virgule)
Fin programme :
La fin du programme est identifier par le mot : M30.
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
Exemple de programme :
PP
O0001;
N10 G00 X200 Z100; X
N20 T0303;
N30 S1000 M13;
N40 X42 Z60;
N50 G01 G95 X0 F0.1;
N60 G00 Z61; O Z
N70 X36; 40 36
N80 G01 Z24 F0.2; OP
N90 X42; 24 1
N100 G00X100 Z100 M5; 60
Elment de langage du langage de programmation
Dfinition des adresses :
Adresse Dfinitions
O Numro de programme
F Vitesse davance
G Fonction prparatoire
I Position du centre de cercle dinterpolation circulaire suivant laxe X
J Position du centre de cercle dinterpolation circulaire suivant laxe Y
K Position du centre de cercle dinterpolation circulaire suivant laxe Z
M Fonction auxiliaire
N Numro de bloc
P Diffrent sens selon le cycle ou elle est utilise
Q Diffrent sens selon le cycle ou elle est utilise
R Rayon du cercle en interpolation circulaire.
Diffrent sens selon le cycle ou elle est utilise
S Vitesse de rotation de la broche
T Identification de loutil utiliser
U Dplacement relatif selon laxe des X
W Dplacement relatif selon laxe des Y
X Coordonne suivant laxe X
Y Coordonne suivant laxe Y
Z Coordonne suivant laxe Z
Exemples de fonctions prparatoires (G)
Code G Dsignation Rvocation
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
Code G Dsignation Rvocation
G00 Positionnement en vitesse rapide G01 ; G02 ; G03
G01 Interpolation linaire G00 ; G02 ; G03
G02 Interpolation circulaire sens horaire (SH) G00 ; G01 ; G03
G03 Interpolation circulaire sens trigonomtrique (ST) G00 ; G01 ; G02
G98 Avance en mm/mn G99
G99 Avance en mm/tr G98
G50 Limitation de la vitesse de rotation de la broche Fin de programme
G96 Vitesse de coupe constante en m/mn G97
G97 Vitesse de rotation constante en tr/mn G96
Exemples des fonctions auxiliaires (M) :
Fonction Dsignation Rvocation
M01 Arrt optionnel
M02 Fin de programme
M03 Dmarrage rotation de la broche sens horaire M04 ; M05
M04 Dmarrage rotation de la broche sens trigonomtrique M03 ; M05
M05 Arrt rotation de la broche M03 ; M04
M08 Arrosage M09
M09 Arrt darrosage M08
M30 Fin de programme avec rembobinage
Trajectoire de loutil :
Toutes les trajectoires ayant une dfinition mathmatique sont ralisable en commande numrique.
Cependant, pour les machines usuelles, les trajectoires sont des droites ou des cercles.
Interpolation linaire G00 :
Loutil se dplace suivant une droite une vitesse rapide prrgle par le constructeur.
N250 G00 X25
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
Figure 5: G00
Interpolation linaire G01 :
La trajectoire de loutil est une droite et sa vitesse est programme par ladresse F
N260 G01 X25 Z-30
Figure 6: G01
Interpolation circulaire G02-G03 :
La trajectoire est un arc de cercle dont lavance est fixe par ladresse F
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
N270 G02 X55 Z45 R15
N270 G03 X55 Z45 R15
Figure 7: G03
Coordonne absolue, relative
G90 Programmation de cotes absolues : toutes les cotes se rfrent lorigine programme
courant.
G91 Programmation de cotes relatives : chaque cote se rfre au dernier point programm du
contour.
Il est possible de passer volont, dun bloc lautre, de la programmation de cotes absolues la
programmation de cotes relatives et inversement. Il est galement possible de modifier le type de
programmation lintrieur dun bloc
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
N10 G01 Z-5 F300 LF
(Fraise Diametre 10)
N05 G00 G90 X25 Y15 Z2
N10 G01 Z-5 F300
N20 G91 X80
Figure 8: G03
Prparation de la production :
Le droulement des oprations, y compris la programmation, et les lments vrifier en cours de
programmation et avant le dmarrage de lutilisation de la machine sont rsums dans les tableaux ci-
dessous. Vrifiez ces lments afin de garantir le bon fonctionnement.
Lecture du dessin :
Elments vrifier Colonne de vrification
1 Les tolrances sont elles lisibles sur le dessin ?
Les symboles utiliss pour indiquer la prcision sont ils
2
comprhensibles ?
3 La forme et le matriau du brut de la pice sont ils clairs ?
Les processus excuter avant et aprs celles excuter sur le
4
TCN sont ils clairs ?
5 Les spcifications particulires usinage sont elle clairs ?
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
Elments vrifier Colonne de vrification
6 Lorigine programme de la pice et il dtermin ?
7 Avez vous lu toutes les dimensions et les notes sur le dessin ?
Le dessin est il complet ne ncessitant pas dinformations
8
supplmentaires
Ordre et conditions dusinage :
Elments vrifier Colonne de vrification
Lordre et les conditions dusinage ont ils t dtermins en
1
fonction de la forme et du matriau du brut ?
La mthode de serrage de la pice et les fixations sont elles
2
dtermines correctement ?
3 Les outils de coupe sont ils slectionns correctement ?
Les processus dusinage sont ils adapts a la forme et au
4
matriau du brut de la pice ?
5 Lusinage est il exempt dinterfrences ?
6 Le mode opratoire est il prt ?
Entre du programme :
Elments vrifier Colonne de vrification
1 Le programme t il t crit en fonction de la forme et du
matriau du brut ?
2 Les programmes ont ils t crs en units de processus
dusinage ?
3 Un point dcimal est-il entr dans toutes les valeurs
4 Le signe (+, -) prcdant les valeurs numriques est il correct ?
5 Les modes avances (vitesse rapide et de coupe) sont ils utiliss
correctement ?
6 Les trajectoires dapproche et la vitesse de coupe ont elles t
identifies ?
7 Toutes les donnes entres ont-elles t vrifies ?
8 Le programme est-il exempt derreurs dues un manque de
concentration ?
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
Montages des outils :
Elments vrifier Colonne de vrification
Les portes outils et les embouts de tirage ont-ils t nettoys
1
avant le montage dun outil de coupe ?
Les outils de coupe ne sont-ils pas uss anormalement et/ou
2
briss ?
La forme et le matriau de loutil sont-ils adquats pour
3
lopration souhaite ?
Les outils de coupe sont-ils monts correctement sur les porte-
4
outils ?
5 Le porte--faux de loutil est-il adquat ?
Lors du montage dune barre dalsage dans le porte outil, la
6 pointe de loutil est elle rgles dans la direction oppose la
direction de dcalage de loutil ?
7 Tous les outils de coupe ont-ils t enregistrs ?
8 Le code de taille de loutil est-il entr correctement ?
Les numros doutils ont-ils t attribus correctement en
9
fonction de la taille des diffrents outils de coupe ?
Les outils de coupe sont-ils monts en fonction du porte--faux
10
maximum
La position de changement doutil tiens compte des
11
dimensions des outils adjacents
Correction doutil :
Elments vrifier Colonne de vrification
1 La vitesse de loutil de centrage est-elle correcte ?
2 Le point dorigine programme est il dtermin correctement ?
3 La direction des corrections doutils est elle correcte ?
4 Le numro de correction doutil est-il correct ?
Marche vide :
Elments vrifier Colonne de vrification
1 La fonction bloc bloc est elle active ?
2 La vitesse davance et la vitesse de la broche sont elle adaptes
lopration ?
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
Elments vrifier Colonne de vrification
3 Les modes davance (rapide/ de coupe) sont-ils utiliss
correctement ?
4 Le sens de rotation de la broche est-il correct ?
5 Y a t-il pas dinterfrence entre les outils et la pice ?
6 Les processus dusinage sont effectus conformment au mode
opratoire ?
7 Les outils de coupe sont ils slectionns correctement ?
8 Le volume et la direction de lalimentation du rfrigrant sont
ils corrects ?
Passe dessai :
Elments vrifier Colonne de vrification
1 Le brut de la pice usiner est il conforme ?
2 La fonction bloc a bloc est dsactive ?
3 La mise en position de la pice est elle correcte ?
4 Le serrage de la pice est-t-il correct ?
Les rglages de correction de lavance et de la vitesse de
5
rotation est il configurer correctement ?
Mesure :
Elments vrifier Colonne de vrification
1 Linstrument de mesure fonctionne-t-il correctement ?
2 Le choix de linstrument de mesure est-t-il correct ?
La zone mesurer est elle exempte de copeaux et de
3
rfrigrant ?
4 La pice est elle froide lors de la mesure des dimensions
5 La mthode de mesure est-elle adquate ?
Production de masse :
Elments vrifier Colonne de vrification
Toutes les fonctions CN utilises pour vrifier le programme
1
sont elle dsactives ?
Une dure de travail cible a-t-elle t tablie en fonction de la
2
dure dusinage de la pice ?
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
Elments vrifier Colonne de vrification
3 Lusure de loutil -t-elle t observe ?
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
Module : Programmation des MOCN
GUIDE PRATIQUE
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Objectif : Sance 1
Objectifs :
usiner la pice axe sur un tour commande numrique.
70 h7
+0.04
0
80
78
+0.04
23 0
35 0.1
85
Matire : Date : Dessin par :
Acier 13/05/2003 CHAMALI
Feuill e : Titre :
1 / 2 AXE
TP01-TRCN
Solid Edge Document n : Rv. :
UGS 9548
PARTIE 1 : prise en main de la machine
Objectifs :
Prendre en main le tour commande numrique.
tape 1 : Dcouverte et vrification du matriel
En dbut de chaque sance dusinage, vous devez vrifier la prsence et le bon tat de loutillage
ncessaire lutilisation de la machine. Ce matriel se trouve dans la desserte du poste ou dans les
armoires. Signalez lenseignant le matriel manquant ou endommag. Dans le cas o celui-ci ne
pourrait tre remplac, indiquez-le sur le carnet de bord de la machine.
ATTENTION : dans la desserte se trouve le classeur de la machine. Vous y trouverez la liste du
matriel disponible, les fiches dutilisation de la machine. Il est OBLIGATOIRE de se rfrer aux
fiches pour apprendre lutilisation de la machine.
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
tape 2 : Prise en main du tour CN
Afin de bien comprendre le fonctionnement dun tour commande numrique, on vous demande de
mettre en uvre, sans pice, les diffrents mouvements possibles de loutil. Mais dabord il faut mettre
en marche le tour.
Manipulation :
mettre sous tension la machine,
afficher les coordonnes du point courant par appui successif sur la touche on obtient les
coordonnes du point courant par rapport lorigine machine (PT COUR/OM) et par rapport
lorigine programme (PT COUR/OP) (maintenant vous nutiliserez plus que : PT COUR/OP).
Pour dplacer la tourelle porte-outil par rapport au mandrin, vous allez utiliser le mode manuel.
Ce mode permet de dplacer la broche en continu, ou par incrments. Vous allez tester ces types de
dplacement.
Manipulation :
mettre le potentiomtre davance mi-course,
dplacer la tourelle suivant les axes Z et X,
changer les incrments de dplacement la valeur de 0.1 mm,
dplacer la tourelle suivant les axes Z et X,
recommencer avec dautres incrments.
ne pas oublier de se remettre sur lincrment ILL
la fin de cette tape, remettre le potentiomtre davance 0,
Si une erreur survient, pour continuer les manipulations, appuyer sur la touche RAZ :
tape 3 : utilisation du mode dintroduction manuel de donnes
On peut utiliser un mode semi automatique sur le tour. Ce mode permet dintroduire des ordres, dans
le langage de programmation, et de les excuter immdiatement. Cest le mode IMD (introduction
manuelle de donnes).
Manipulation :
Pour cela utiliser la fiche n5 ( suivre scrupuleusement) et le polycopi : Technologie de fabrication
afin de raliser et bien comprendre les actions suivantes :
mettre en place loutil n2, ordre utiliser : T2 M6
mettre en place loutil n5, ordre utiliser : T5 M6
mettre en place loutil n1, ordre utiliser : T1 M6
mettre en rotation la broche une frquence de 1000 tr/min, ordre utiliser : M4 S1000
faire varier la frquence de rotation par une action sur le potentiomtre du mouvement de coupe
arrter la rotation du mandrin, ordre utiliser : M5 (lordre M2, arrt du programme, arrte
galement la rotation du mandrin) ou utiliser la touche RAZ
positionner le potentiomtre des avances sur 0
raliser un dplacement vitesse rapide jusquau point de coordonnes (X=100, Z=150), ordre
utiliser : G0 X100 Z150 (tournez lentement le potentiomtre des avances pour que le dplacement
puisse avoir lieu, le remettre 0 aprs chaque dplacement pour toute la suite du TP)
raliser un dplacement au coordonnes (X=160, Z=220) et vitesse de travail de (F=150 mm/mn),
ordre utiliser : G1 X110 Z220 G94 F150
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
tape 4 : prise en compte des dcalages
Avant de pouvoir usiner une pice, il faut crire le programme dusinage. Ce programme dcrit les
dplacements des outils par rapport la pice ainsi que les conditions de coupe. Avant dcrire ce
programme, les outils ont t choisis. Cependant les dimensions des outils qui vont tre utiliss, de
mme que la position future de la pice dans le mondrin, ne sont pas parfaitement connues. Ces
dimensions ne sont donc pas intgres au programme, bien quelles soient indispensables au bon
droulement de lusinage. Le travail que vous allez raliser a pour objectif de vous faire comprendre
de quelle manire ces dimensions sont prises en compte.
Les dplacements de loutil sont indiqus, sur la machine, dans le repre appel repre de travail .
Lorigine O de ce repre est situe lintersection de laxe de rotation de la broche et de la face avant
du mandrin (voir machine et photo ci-dessous). On appelle O, lorigine porte pice. Laxe Z de ce
repre est parallle laxe de rotation, laxe X lui est perpendiculaire.
Nous allons tout dabord examiner de quelles manires sont prises en compte les dimensions de loutil.
Pour cela il est dabord ncessaire de modifier un paramtre de la machine (dont nous verrons lutilit
plus tard) : le DEC1.
Manipulation :
vrifier que la valeur du dcalage DEC1= X=0, Z=0, sinon :
slectionner le mode PREF puis appuyer sur la touche
quand vous voyez DEC1 en bas de lcran
taper la suite de DEC1 : X0 Z0 et validez.
NE PAS MODIFIER LES VALEUR DE PREF, si cest le cas appeler lenseignant immdiatement
Les coordonnes de loutil dans le repre de travail (PT COUR/OP) sont visualises lcran par appui
de la touche .On va maintenant chercher quel point de loutil ces coordonnes correspondent.
Loutil 1 actuellement en position dusinage est un outil charioter dresser en carbure. Lors dun
dressage (rduction de la longueur) la surface finale de la pice appartiendra au plan tangent loutil et
perpendiculaire laxe Z (voir en annexe lavant-projet dtude de fabrication, phase 10). Lors dun
chariotage (rduction du diamtre) la surface finale de la pice appartiendra au plan tangent loutil et
perpendiculaire laxe X. Soit Q le point dintersection de ces deux plans tangents. On appelle Q, la
pointe de loutil.
Vous allez dterminer la position de ce point par rapport lorigine porte pice O.
Manipulation :
amener loutil 1 en vitesse rapide aux coordonnes (X=100, Z=150)
(Attention noubliez pas de le faire vitesse rduite et de surveiller le dplacement)
sur la machine, dterminez grossirement, laide dun rglet, les coordonnes du point Q par
rapport O. Ce nest donc pas le point Q qui est pilot par la machine. Mais alors, sur la machine, o
se trouve le point A, de coordonnes (X=100, Z=150) ? En fait le tour donne les coordonnes du point
A, elle pilote le point de rfrence de montage de loutil, sur la tourelle. Pour piloter loutil au niveau
du point Q, il faut prendre en compte les caractristiques de loutil 1.
Rsultat :
noter les coordonnes du vecteur dans le repre (O, X, Z),
comparer les jauges de loutil 1 (cf. fiche n16).
Vous allez maintenant vrifier quil est possible de programmer des dplacements en tenant compte
des dimensions de loutil.
Manipulation :
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
amener loutil 1 en vitesse rapide au coordonnes (X=100, Z=150) et en prenant en compte la
correction doutil, ordre utiliser : G0 X100 Z150 D1
Rsultat :
La pointe de loutil est-elle la position escompte ?
Pour usiner une pice, on cherche faire concider le point Q avec les surfaces gnrer. Cest pour
cela quil faut prendre en compte les caractristiques de chaque outil dans la programmation.
En pratique, chaque changement doutil, on prend en compte ses caractristiques, la commande est la
suivante : M6 T2 D2
De mme, le programme de ralisation dune pice doit tre valable quelque soit la position de la pice
dans le porte pice. Il ny a pas de bute sur laxe Z, donc on peut positionner la pice alatoirement
dans le mandrin.
Pour crire un programme, on fixe lorigine programme OP sur la pice. Puis on indique la machine
le vecteur, cela permet la machine de positionner la pice dans son espace de travail. Les
coordonnes du vecteur sont stockes dans le dcalage DEC1.
Exemple : sur la photo de la page prcdente, la pice est serre dans les mors. OP a t choisie sur la
face avant de la pice. La coordonne en Z du vecteur correspond donc la distance entre cette face
avant de la pice et la face avant du mandrin. Cette coordonne en Z est stocke dans le dcalage
DEC1 Z. Gnralement le dcalage en X est nul en tournage : DEC1 X =0.
PARTIE 2 : usinage de laxes
Objectifs :
Ecrire le programme correspondant aux trajectoires imposes,
Usiner axe suivant la gamme donne.
Documents fournis :
Dessin de dfinition : axe
Fiche outils
Document rponse : gammes de la roue
Document rponse : trajectoire outil
tape 5 : Usinage des pices du systme
Vous devez dans cette tape usiner les deux axes de la voiturette. Si vous ne disposez pas des bruts,
demandez-les votre enseignant.
Il existe une multitude de possibilits pour la ralisation des roues. On vous propose 2 mthodes ou
gammes dusinages.
Vous devez usiner les 2 axes en suivant scrupuleusement les 2 gammes (cf. document rponse :
gammes de laxe).
Chaque gamme dusinage est dcompose en phases. Une phase regroupe toutes les oprations
dusinage ralises sur la pice sans son dmontage du porte pice. Le contrat de phase indique la mise
en position de la pice sur le porte pice, les cotes raliser, lordre des oprations et les conditions de
coupe.
Le contrat de phase :
Le dessin ci-contre reprsente une phase dusinage. Il indique quelles surfaces il faut usiner, et sur
quelles surfaces il faut serrer la pice dans le mandrin. Il faut RESPECTER les indications du contrat
de phase.
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
Attention, vos contrats de phase ne sont pas complets, il manque les valeurs des conditions de coupe !
Complter les documents rponse :
On vous fournit 2 bruts de 20 et longueur 50 mm en AU4G
Pour chaque pice (chaque gamme) laide des documents fournis et du polycopi :
indiquer les valeurs des cotes obtenir et complter les contrats de phase,
calculer les conditions de coupe pour chaque outil et remplir les contrats de phase,
mettre en place la pice,
choisir les outils (cf. fiche outils)
tape 6 : Cration du programme
Manipulation latelier :
placer lorigine programme, OP
dterminer les coordonnes des points de passage pour la trajectoire outil impose (remplir le
document rponse : trajectoire dusinage)
crire sur papier le programme correspondant lusinage de la phase 10 de laxe.
aprs vrification par lenseignant, charger le programme dans la machine (fiches n6 ou n7).
installer la pice dans le mandrin et mettre jour lorigine programme OP dans DEC1 (fiche n4)
simuler GRAPHIQUEMENT le programme (fiche n10)
tape 7 : usiner les 2 axes
comment faire pour usiner les 4 phases avec un seul et mme programme ?
Aprs validation du programme par lenseignant :
usiner les diffrentes phases pour chaque gamme. ATTENTION, il faut bien reprer les pices en
fonction de la gamme de fabrication (afin de faciliter leur comparaison).
Noter pour chaque phase sa dure de ralisation.
tape 8 : Contrle de chaque pice
Manipulation :
mesurer la pice,
comparer les valeurs obtenues avec les valeurs indiques sur le dessin de dfinition,
conclure.
Etape 9 : Comparaison des rsultats
Il est ncessaire de comparer les diffrents axes obtenus
Rpondre aux divers points suivants en justifiant votre rponse
la gamme influence le rsultat,
la mise en position influence le rsultat,
que faire pour raliser la coaxialit,
certaines cotes sont-t-elles difficiles obtenir.
Peut-on dgager des rgles gnrales pour la ralisation des pices en usinage ?
Etape 10 : Montage
le perage du 4.2 sur la perceuse colonne
taraudage M5
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
Allez chercher dans le magasin gnral 4 vis M5x15 et les rondelles associes (demander
lenseignant).
tape 11 : Rangement et nettoyage du poste en fin de sance
Aprs avoir nettoy les outils et les outillages, rangez-les leur emplacement (dessertes et armoires).
Nettoyez la machine, ainsi que le sol autour de la machine.
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
Evaluation de fin de module
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
ANALYSE DU PROGRAMME (OBJECTIF DE COMPORTEMENT)
TITRE DU PROGRAMME : Technicien Spcialis en Fabrication Mcanique Codes :
N ET TITRE DU MODULE : 15-PROGRAMMATION DES M.O.C.N dure de lpreuve : 3 heures
COMPORTEMENT ATTENDU : Programmer une machine outil commande numrique
Appr. val.
Objets possibles Aspects observables ou thmes de connaissances P* ou C
% %
Etablir le mode opratoire pour la ralisation dune 10 20 Justesse de linterprtation du dessin C
pice en commande numrique (tournage ou fraisage) Analyse pertinente des modes opratoires
Choix correct des outils
Etablir manuellement le programme permettant la 60 40 Matrise du langage de programmation C
ralisation dune pice sur MOCN
Faisabilit du programme
Respect de la normalisation du code
Etablir laide dune assistance informatique FAO le 30 40 Matrise des fonctionnalits courantes du logiciel FAO P
programme permettant la ralisation dune pice sur
et ltablissement dun programme CN
MOCN
Exploitation adquate des dessins DAO et FAO
Faisabilit du programme CN
* P : Epreuve pratique * C : Epreuve de connaissances pratiques
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
TABLEAU DE SPECIFICATIONS (OBJECTIF DE COMPORTEMENT)
1/1
TITRE DU PROGRAMME : Technicien Spcialis en Fabrication Mcanique Codes :
N ET TITRE DU MODULE : 15-PROGRAMMATION DES M.O.C.N dure de lpreuve : 3 heures
COMPORTEMENT ATTENDU : Programmer une machine outil commande numrique
Pond. Pond.
Objets dvaluation Str.* Aspects observables Elments Critres
% %
Etablir le mode opratoire pour la PS 1. Justesse de linterprtation du dessin 5 1.1 A compris et interprt le dessin 5
ralisation dune pice en commande
numrique (tournage ou fraisage) Analyse pertinente des modes 2.1 A analys la fabrication et dfini le mode
15 15
opratoires et Choix correct des outils opratoire avec choix des outils et conditions
de coupe
Etablir manuellement le programme Matrise du langage de programmation
permettant la ralisation dune pice 3.1 A utilis correctement le code ISO en CN
sur MOCN PT 20 10
3.2 A rdig un programme CN pour la
10
ralisation dune pice en tournage et fraisage
Faisabilit du programme
4.1 A valid la faisabilit du programme
20
Matrise des fonctionnalits courantes 20
Etablir laide dune assistance du logiciel FAO et ltablissement dun 5.1 A utilis le logiciel de FAO pour
informatique FAO le programme ltablissement du programme 5
programme CN
permettant la ralisation dune pice 5.2 A valid par une simulation dusinage
sur MOCN 35 15
5.3 A rcupr sur papier ou sur support
PT informatique le programme CN 5
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
Exploitation adquate des dessins DAO 5.4 A transfr le programme dans une
et FAO MOCN 10
6.1 A exploit des dessins dj excuts en
DAO 5
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Objectif : Evaluation MOCN
(programmation manuelle tournage NUM 1050)
Fonction :
Donner les codes correspondants aux dsignations suivantes :
Code Dsignation
Interpolation en linaire rapide
Interpolation linaire en vitesse programme
Interpolation circulaire la vitesse tangentielle programme, sens horaire.
Interpolation circulaire la vitesse tangentielle programme, sens trigonomtrique.
Programmation absolue des cotes par rapport lorigine mesure.
Appel inconditionnel dun sous programme ou dune suite de squences avec retour.
Saut in conditionnel a une squence sans retour
Annulation de cycle dusinage
Programmation absolue par rapport lorigine programme.
Programmation relative par rapport lorigine programme.
Limitation de la vitesse de broche.
Vitesse davance exprime en mm/mn
Vitesse davance exprime en mm/tr
Vitesse de coupe constante
Vitesse de broche en tr/mn
Arrt programm
Arrt optionnel
Fin de programme pice.
Rotation de broche, sens horaire.
Rotation de broche, sens trigonomtrique.
Arrt de broche.
Changement doutil
Arrosage n 2
Arrosage n 1
Arrt darrosage
Appel de loutil n:01 avec le correcteur n:02
Frquence de rotation de la broche (en tr/mn G97, m/mn G96)
Vitesse davance
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
Coordonns du point atteindre
Les cycles dusinage :
Pour chaque cycle donner la signification de ses codes :
Cycle 1
N200 G64 N100 N190 I0.5 K0.2 P2 F0.2
N210 X144 Z
N220 Z10
N230 X40 Z94
N240 X
G64 :
N100 N190:
I0.5:
K0.2:
P2:
F0.2:
X144 Z:
Z10:
X40 Z94:
X:
Cycle 2
N350 G65 N120 N170 EA-135 P2 Z20 I.5 K0.2
G65 :
N120 N170 :
EA-135 :
P2 :
Z20 :
I.5 :
K0.2 :
Cycle 3 :
N200 X24 Z64
N210 G33 X20 Z10 K2.5 P 2.165 Q0.05 S6
X24 Z64 :
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
G33 :
X20 :
Z10 :
K2.5 : .
P 2.165 :
Q0.05 :
S6 :
Programmation :
Question :
Etablir le contrat de phase de phase dusinage effectue par le programme suivant en prcisant :
Liso statisme
Lordre chronologique des oprations.
Les conditions de coupe
La position de lOP.
Les trajectoires des outils.
La cotation de la pice.
Programme :
%1701 N240 X30.182 Z90.
N10 G0 G40 G80 G95 M9 N250 X35.
N20 G52 X-50. Z-300. N260 X45. Z85.
(Dressage bauche.) N270 Z65.
N30 T2 D2 M6 N280 G2 X58.714 Z60.358 I55. K65.
N40 G97 S449 M40 M4 N290 G1 X59. Z60.
N50 G0 X85. Z112 M7 N300 G3 X74.522 Z50.06 I59. K52.
N60 G92 S6000 M4 N310 G1 X75. Z50.
N70 G96 X85. S120 N320 X80. Z48 (FIN DEFINITION PROFIL)
N80 G79 N110 N330 G64 N320 N210 P5 I0.5 K0.5
N90 G1 X80. Z110. (DEFINITION PROFIL2) N340 X80. Z35. F0.2
N100 X0. Z110. (FIN DEFINITION PROFIL) N350 Z112.
N110 G64 N90 N100 R0.75 I0.5 K0.5 N360 X0. Z112.
N120 G95 X0. Z112 F0.2 N370 G80 G0 X34 Z112.
N130 X80 N380 G77 N10 N20
N140 G80 G0 X0. Z114. (Finition profil)
N150 G77 N10 N20 N390 T6 D6 M6
(Ebau. hor.) N400 G42 X-4. Z110.
N160 T4 D4 M6 N410 G92 S6000 M4
N170 X80. Z112. N420 G96 X-4. S150
N180 G92 S6000 M4 N430 F0.1
N190 G96 X80. S120 N440 G77 N210 N320
N200 G79 N330 N450 G40 G0 X83.373 Z46.907
N210 G1 X0 Z110. (DEFINITION PROFIL4) N460 G77 N10 N20
N220 X18. N470 M2
N230 X20. Z109.
OFPPT/DRIF
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Ensemble: Nombre: f... /...
Organe: Matire:
Elment: Brut:
CONTRAT DE PHASE
Phase M.O.
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
N Opration N Outil Vc Vf n p contrle
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
Rsum de Thorie et
Guide de travaux pratique
Liste des rfrences bibliographiques.
Ouvrage Auteur Edition
NB : Outre les ouvrages, la liste peut comporter toutes autres ressources juges utiles
(Sites Internet, Catalogues constructeurs, Cassettes, CD,)
Trouver tous les modules sur | www.bac-ofppt.blogspot.com
You might also like
- Capital RisqueDocument40 pagesCapital RisqueMustapha Elmoadin100% (1)
- Fiche Aquaponie 2013 CoursDocument9 pagesFiche Aquaponie 2013 Coursresearchfr100% (2)
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.From EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.No ratings yet
- Audit Comptable Et FinancierDocument95 pagesAudit Comptable Et FinancierHicham Messid0% (1)
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesFrom EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesNo ratings yet
- U Rythme Des Mots 2 PDFDocument160 pagesU Rythme Des Mots 2 PDFJade Zapata50% (2)
- Guide Utilisateur FR Mach3 Version3Document184 pagesGuide Utilisateur FR Mach3 Version3electron2001100% (3)
- Memoire ERPDocument78 pagesMemoire ERPmacao100100% (2)
- ISO 14001 Guide de TransitionDocument12 pagesISO 14001 Guide de TransitionBadr BouslamaNo ratings yet
- Les Chariots de FeuDocument94 pagesLes Chariots de FeuKhalil RadouaneNo ratings yet
- Comment Bien Travailler en Équipe Et Améliorer Radicalement Vos RésultatsDocument6 pagesComment Bien Travailler en Équipe Et Améliorer Radicalement Vos RésultatsTETRACONE GEOTECHNIQUENo ratings yet
- Le Mandala de L'être, Par Richard MossDocument2 pagesLe Mandala de L'être, Par Richard MossJoop-le-philosophe100% (1)
- Sujet-Janvier 2019 - Machine D'essai Mécanique PDFDocument20 pagesSujet-Janvier 2019 - Machine D'essai Mécanique PDFMrnadhir MecaniqueNo ratings yet
- M6 - Élaboration Et Constitution Des Dossiers de FabricationDocument190 pagesM6 - Élaboration Et Constitution Des Dossiers de FabricationHoussine WadouniNo ratings yet
- CV Waël MADASSI - OPERATEUR REGLEUR CNDocument1 pageCV Waël MADASSI - OPERATEUR REGLEUR CNPMO INDUSTRIE 44No ratings yet
- Sisr4 05 tp1 Pws Niveau 2Document12 pagesSisr4 05 tp1 Pws Niveau 2api-296100887No ratings yet
- CFAO A RetenirDocument1 pageCFAO A RetenirAlami El100% (1)
- Guidance D EFICN2009Document23 pagesGuidance D EFICN2009Boutef El HachemiNo ratings yet
- M10 - Programmation Et Mise en Oeuvre Des Outils de Production À Commande NumériqueDocument56 pagesM10 - Programmation Et Mise en Oeuvre Des Outils de Production À Commande Numériquemohamed50% (2)
- M13 Marocetude - Com Programmation Reglage Et Conduite Des MOCN Version 2-FM-TSMFMDocument43 pagesM13 Marocetude - Com Programmation Reglage Et Conduite Des MOCN Version 2-FM-TSMFMlouloukrimousNo ratings yet
- Rapport Du Stage P F E: Plan de Maintenance Pour LesDocument29 pagesRapport Du Stage P F E: Plan de Maintenance Pour Leswahiba safaaNo ratings yet
- Module 31 Projet de synthese-TFM PDFDocument86 pagesModule 31 Projet de synthese-TFM PDFMajda El AouniNo ratings yet
- Chapitre 02 - Syst+ - Me FAODocument12 pagesChapitre 02 - Syst+ - Me FAOMohamedAmineDabachiNo ratings yet
- PFF Chafik Bilal Elyargui 2020-2021 - Groupe 1 PDFDocument98 pagesPFF Chafik Bilal Elyargui 2020-2021 - Groupe 1 PDFMouad BotteNo ratings yet
- Djemili Lotfi PDFDocument70 pagesDjemili Lotfi PDFfaouzi sellaliNo ratings yet
- TP6 - CFAO Fraisage Sur FeatureCamDocument2 pagesTP6 - CFAO Fraisage Sur FeatureCamDl OramNo ratings yet
- Usinage ConventionnelDocument2 pagesUsinage ConventionnelAyoub El BadriNo ratings yet
- TD FaoDocument3 pagesTD FaoAmer ChaffaiNo ratings yet
- Featurecame Guide PDFDocument104 pagesFeaturecame Guide PDFIbra MoulayNo ratings yet
- Rapport Ahmed WannesDocument21 pagesRapport Ahmed WannesWannes AhmedNo ratings yet
- Stage InitiationDocument28 pagesStage Initiationala dinne hajriNo ratings yet
- Chapitre 3 Fabrication Assistée Par Ordinateur 3 - Code GDocument49 pagesChapitre 3 Fabrication Assistée Par Ordinateur 3 - Code GAs ScofNo ratings yet
- TP TournageDocument3 pagesTP TournageHajar Oumnas100% (1)
- PMOCN Doc ÉleveDocument16 pagesPMOCN Doc Élevedayzen jiffNo ratings yet
- Copie FinaleDocument120 pagesCopie Finalezehii ghofranNo ratings yet
- Ptv-Roue À GorgeDocument5 pagesPtv-Roue À Gorgeadem bengharsaNo ratings yet
- 3 Gu BC PDFDocument2 pages3 Gu BC PDFtagne simo rodrigueNo ratings yet
- Analyse BordeuseDocument20 pagesAnalyse BordeuseZied kallelNo ratings yet
- Bureau Des MethodesDocument9 pagesBureau Des MethodesChahinez MoatesNo ratings yet
- TD1 Correction CFAODocument4 pagesTD1 Correction CFAOEddehbi100% (1)
- ASMA Stage de PerfectionnementDocument38 pagesASMA Stage de PerfectionnementBã ŸøütáNo ratings yet
- Codes ISODocument3 pagesCodes ISOChokri AtefNo ratings yet
- Fiches Matieres GM S3-S4-S5 Construction & Fabrication Mecanique CFM-2019 VFDocument41 pagesFiches Matieres GM S3-S4-S5 Construction & Fabrication Mecanique CFM-2019 VFBoulehmi NizarNo ratings yet
- Ptpam BM 2Document52 pagesPtpam BM 2ELMustaphaELMoukhtariNo ratings yet
- Usinage Par ÉlectroérosionDocument2 pagesUsinage Par ÉlectroérosionhasnaeNo ratings yet
- Compte Rendu FCNDocument11 pagesCompte Rendu FCNYassineNo ratings yet
- Liaison Glissiere ExempleDocument2 pagesLiaison Glissiere ExempleGhada MouedhenNo ratings yet
- Final PDFDocument109 pagesFinal PDFAbdessattar AbdouNo ratings yet
- MassineDocument7 pagesMassineIsmail Lahnine100% (1)
- 14 Programmation Des Mocn DVDocument74 pages14 Programmation Des Mocn DVlcom freeNo ratings yet
- Catalogue de Formation Catia FAO FRDocument20 pagesCatalogue de Formation Catia FAO FRNaoufel FaresNo ratings yet
- TD1EDocument2 pagesTD1EmedNo ratings yet
- Gamme - Usinage - 2010 (6dia - Page)Document6 pagesGamme - Usinage - 2010 (6dia - Page)c oussama100% (1)
- Fiche Technique Perceuse PDFDocument29 pagesFiche Technique Perceuse PDFpacom zanguéNo ratings yet
- Exam Tech CN PR 2019 v1Document2 pagesExam Tech CN PR 2019 v1Parc ElyesNo ratings yet
- Les Cycles de FraisageDocument32 pagesLes Cycles de Fraisageرفيق طرشونNo ratings yet
- D Marche de Conception Dun ProduitDocument4 pagesD Marche de Conception Dun Produitwalid djouzaNo ratings yet
- SYS849 3 Usinage Partie IDocument37 pagesSYS849 3 Usinage Partie Ic oussamaNo ratings yet
- Etude Et Realisation D'Une Piece Sur Machine A Commande Numerique Type F1 CNC EmcoDocument76 pagesEtude Et Realisation D'Une Piece Sur Machine A Commande Numerique Type F1 CNC EmcoKhnncNo ratings yet
- M9 - Conception Et Dessin D'outillage de Production Version 2Document119 pagesM9 - Conception Et Dessin D'outillage de Production Version 2Taha ZianeNo ratings yet
- 1-Gamme DusinageDocument1 page1-Gamme Dusinagetagne simo rodrigue100% (1)
- Mini Projet BM Groupe 1 Zaynoudine-Seydou-KaderDocument13 pagesMini Projet BM Groupe 1 Zaynoudine-Seydou-KaderZaynoudine Ag ABDORAHAMANENo ratings yet
- Catia Ms MelaouhiDocument15 pagesCatia Ms MelaouhiGhassen Bouslama100% (1)
- Cours FraisageDocument172 pagesCours FraisageHajar OumnasNo ratings yet
- Rapport de StageDocument31 pagesRapport de StageOumaima ElfakiriNo ratings yet
- 2 Principe de ProgrammationDocument3 pages2 Principe de ProgrammationMido Si CherniNo ratings yet
- Technicien D'usinageDocument2 pagesTechnicien D'usinageHassenKhlifiNo ratings yet
- Cycle Fanuc Tournage PDFDocument16 pagesCycle Fanuc Tournage PDFAminChaariNo ratings yet
- Ateliers Flexibles D.doc1Document7 pagesAteliers Flexibles D.doc1Aliouat MohcenNo ratings yet
- M13 Marocetude - Com Programmation Reglage Et Conduite Des MOCN Version 2-FM-TSMFMDocument43 pagesM13 Marocetude - Com Programmation Reglage Et Conduite Des MOCN Version 2-FM-TSMFMAbdo RafikNo ratings yet
- M30 Sensibilisation à La Programmation Et à La Conduite Des MOCN Version 2-FM-TFMDocument43 pagesM30 Sensibilisation à La Programmation Et à La Conduite Des MOCN Version 2-FM-TFMlouloukrimous100% (1)
- Iphone Guide de L UtilisateurDocument169 pagesIphone Guide de L UtilisateurKhalil RadouaneNo ratings yet
- Sinumerik810820 Mill FR PDFDocument90 pagesSinumerik810820 Mill FR PDFKhalil RadouaneNo ratings yet
- BHDSL 0710 FR FR-FRDocument732 pagesBHDSL 0710 FR FR-FRKhalil RadouaneNo ratings yet
- Fanuc Serie 16 PDFDocument1,119 pagesFanuc Serie 16 PDFKhalil Radouane100% (1)
- Conditions LocationDocument1 pageConditions LocationKhalil RadouaneNo ratings yet
- Tuto Usi catiaV5R15Document10 pagesTuto Usi catiaV5R15mounirgemNo ratings yet
- Guide Utilisateur Blackberry 8520Document40 pagesGuide Utilisateur Blackberry 8520Khalil RadouaneNo ratings yet
- Audacity Mode D'emploiDocument8 pagesAudacity Mode D'emploiFelicitas IstocNo ratings yet
- TCN SomabDocument19 pagesTCN SomabKhalil RadouaneNo ratings yet
- CACES 1, 3, 5 RecyclageDocument1 pageCACES 1, 3, 5 RecyclageKhalil RadouaneNo ratings yet
- 2012 Bien Préparer Sa Retraite À LDocument112 pages2012 Bien Préparer Sa Retraite À LKhalil RadouaneNo ratings yet
- Livret SFRDocument13 pagesLivret SFRKhalil RadouaneNo ratings yet
- Notice Portable LG KUI800Document106 pagesNotice Portable LG KUI800Khalil RadouaneNo ratings yet
- Ipod Nano 6thgen Guide de L UtilisateurDocument68 pagesIpod Nano 6thgen Guide de L UtilisateurKhalil RadouaneNo ratings yet
- TCN SomabDocument19 pagesTCN SomabKhalil RadouaneNo ratings yet
- Blackberry Torch 9810 Smartphone 70 FRDocument359 pagesBlackberry Torch 9810 Smartphone 70 FRKhalil RadouaneNo ratings yet
- TCN SomabDocument19 pagesTCN SomabKhalil RadouaneNo ratings yet
- CN 1Document8 pagesCN 1Hozepha Bhai BarmalNo ratings yet
- Mise en Oeuvre MOCNDocument2 pagesMise en Oeuvre MOCNKhalil Radouane100% (1)
- Mise en Oeuvre MOCNDocument2 pagesMise en Oeuvre MOCNKhalil Radouane100% (1)
- Tuto Usi catiaV5R15Document10 pagesTuto Usi catiaV5R15mounirgemNo ratings yet
- Documents SVT .PC .MathDocument152 pagesDocuments SVT .PC .MathTrésor KoffiNo ratings yet
- KRUPS EA8010 User GuideDocument144 pagesKRUPS EA8010 User Guide79andiNo ratings yet
- AwoumouDocument15 pagesAwoumouresineNo ratings yet
- GELE5340 Notes5Document32 pagesGELE5340 Notes5Theo WanNo ratings yet
- 34 ElectromecaniqueDocument51 pages34 ElectromecaniqueStairway To Heaven MoreNo ratings yet
- Ed 1476Document2 pagesEd 1476Nabil SouissiNo ratings yet
- HG EMC Serie Generale 1Document8 pagesHG EMC Serie Generale 1Arthur CriereNo ratings yet
- Machine Thermique ExamDocument4 pagesMachine Thermique ExamYassineHijazi100% (3)
- Bindjeme EllaDocument5 pagesBindjeme EllaCrystal BskNo ratings yet
- Exam S6 1 Eco Gest 18 19Document1 pageExam S6 1 Eco Gest 18 19Amine StiouniNo ratings yet
- Pathologie Et Renovation 1Document38 pagesPathologie Et Renovation 1Zalvet ChristianNo ratings yet
- VinyleDocument3 pagesVinylechristopheNo ratings yet
- I-II Lois de L'optique GéométriqueDocument7 pagesI-II Lois de L'optique Géométriquenakaruru55No ratings yet
- Cours Complet de Stratif 2Document109 pagesCours Complet de Stratif 2woodruff1986No ratings yet
- Guide Rédaction PFE, Mr. Abdellatif AbbesDocument6 pagesGuide Rédaction PFE, Mr. Abdellatif AbbesAllani Ahmed Riadh100% (11)
- Planification Reseau MobileDocument3 pagesPlanification Reseau MobileAnonymous xQL931pvTvNo ratings yet
- Chapitre 1 Généralité Sur Les Machines AsynchronesDocument23 pagesChapitre 1 Généralité Sur Les Machines AsynchronesFiroDjinsoNano0% (1)
- kpg fr C epr2 2023Α 121856Document2 pageskpg fr C epr2 2023Α 121856Kostas AmanatidisNo ratings yet
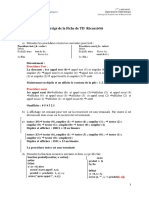
- Corrigé Fiche RecursivitéDocument5 pagesCorrigé Fiche Recursivitébassirou kaneNo ratings yet
- Developpement LmitesDocument12 pagesDeveloppement LmitesJadli AissamNo ratings yet
- NF En12464-1Document57 pagesNF En12464-1Hugo DEVIGENo ratings yet