You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Titli Daboch Li Maine - तितली दबोच ली मैंनेDocument4 pagesTitli Daboch Li Maine - तितली दबोच ली मैंनेAnonymous KTQZaINo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Artificial respiration methods for electric shock victimsDocument4 pagesArtificial respiration methods for electric shock victimsAnonymous KTQZaINo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- 1476 1a2 PDFDocument3 pages1476 1a2 PDFAnonymous KTQZaINo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Essential engineering density data for metals and alloysDocument2 pagesEssential engineering density data for metals and alloysAnonymous KTQZaINo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- 18 Refrigeration System Components - CompressorsDocument20 pages18 Refrigeration System Components - CompressorsPRASAD326100% (3)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Ä &I Ramdas Svaim ¡T K 'A 3ke ÄDocument5 pagesÄ &I Ramdas Svaim ¡T K 'A 3ke Äfindout_420100% (2)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Air Compressor UseDocument1 pageAir Compressor UseAnonymous KTQZaINo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Air Compressor UseDocument1 pageAir Compressor UseAnonymous KTQZaINo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Copeland Refrigeration Manual - Part 2 - Refrigeration System ComponentsDocument64 pagesCopeland Refrigeration Manual - Part 2 - Refrigeration System ComponentsMohammad Amer100% (1)
- Green Message: Sri Suktam - in Sanskrit With MeaningDocument18 pagesGreen Message: Sri Suktam - in Sanskrit With MeaningAnonymous KTQZaINo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- ColdWar May 2006 Refrigeration Calculations PDFDocument3 pagesColdWar May 2006 Refrigeration Calculations PDFVishal Abhiman MeshramNo ratings yet
- Shri Durga Chalisa: September 29, 2018Document11 pagesShri Durga Chalisa: September 29, 2018Raghav AddankiNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Green Message: Sri Suktam - in Sanskrit With MeaningDocument18 pagesGreen Message: Sri Suktam - in Sanskrit With MeaningAnonymous KTQZaINo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Overview of Procedure 3E: Similar Packaged-Products in Unitized Loads For Truckload ShipmentDocument12 pagesOverview of Procedure 3E: Similar Packaged-Products in Unitized Loads For Truckload ShipmentAnonymous KTQZaINo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Refrigeration Cycle: Basic KnowledgeDocument2 pagesRefrigeration Cycle: Basic KnowledgeAnonymous KTQZaINo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- A-Z Guide To Legal Phrases PDFDocument83 pagesA-Z Guide To Legal Phrases PDFPamela CruzNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- RefrigerantsDocument66 pagesRefrigerantsargyreniaNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- Solstice Roadmap - HonywellDocument2 pagesSolstice Roadmap - HonywellAnonymous KTQZaINo ratings yet
- Performance Evaluation of Reciprocating Compressors Operating Wit PDFDocument7 pagesPerformance Evaluation of Reciprocating Compressors Operating Wit PDFAnonymous KTQZaINo ratings yet
- Conversion FactorsDocument1 pageConversion FactorsPRADEEPPR4UNo ratings yet
- Performance Evaluation of Reciprocating Compressors Operating Wit PDFDocument7 pagesPerformance Evaluation of Reciprocating Compressors Operating Wit PDFAnonymous KTQZaINo ratings yet
- 5 200 PDFDocument12 pages5 200 PDFPrince RajaNo ratings yet
- Understanding SuperheatDocument8 pagesUnderstanding SuperheatDoruk BakırNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Copeland Refrigeration Manual - Part 4 - System DesignDocument98 pagesCopeland Refrigeration Manual - Part 4 - System DesignMohammad Amer100% (2)
- Creo Parametric QRC - 7473Document14 pagesCreo Parametric QRC - 7473-Santosh GhalimathNo ratings yet
- 5 200 PDFDocument12 pages5 200 PDFPrince RajaNo ratings yet
- 5 200 PDFDocument12 pages5 200 PDFPrince RajaNo ratings yet
- Disawas Experimental Investigation On The Performance of The Refrigeration Cycle Using A Two Phase Ejector As An Expansion Device 2004Document8 pagesDisawas Experimental Investigation On The Performance of The Refrigeration Cycle Using A Two Phase Ejector As An Expansion Device 2004Mohamed HassanainNo ratings yet
- AmmoniaDocument7 pagesAmmoniaital1961No ratings yet
- Air Conditioning System Design & Application: Course References ManualDocument46 pagesAir Conditioning System Design & Application: Course References Manualhasan bishNo ratings yet
- Vaccines, Cold Chain and Logistics Management: Manual of OperationsDocument148 pagesVaccines, Cold Chain and Logistics Management: Manual of Operationscesspintas Cuaresma67% (3)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Meets BC Regulatory Requirements: Sample Food Safety PlanDocument9 pagesMeets BC Regulatory Requirements: Sample Food Safety PlanPSANo ratings yet
- 95 TOP Refrigeration and Air Conditioning MCQsDocument19 pages95 TOP Refrigeration and Air Conditioning MCQsNagaraj Muniyandi80% (5)
- Thermostatically Operated Cooling Water Valves Types AVTA and FJVADocument12 pagesThermostatically Operated Cooling Water Valves Types AVTA and FJVAMasroor RasoolNo ratings yet
- Steam Condensers and Evaporators ExplainedDocument32 pagesSteam Condensers and Evaporators Explainedvipul sharma100% (1)
- 161Document7 pages161KierCliffenvilleGanadosPacienteNo ratings yet
- DHARMAPURI DISTRICT CO-OPERATIVE MILK PRODUCERS' UNION LTD., KRISHNAGIRI AAVIN REPORTDocument34 pagesDHARMAPURI DISTRICT CO-OPERATIVE MILK PRODUCERS' UNION LTD., KRISHNAGIRI AAVIN REPORTyogesh v50% (2)
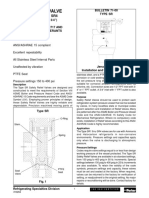
- Safety relief valve bulletin for refrigerantsDocument2 pagesSafety relief valve bulletin for refrigerantsmiguel cuevasNo ratings yet
- Arctic Griddle AG-1000 User Manual: v1.4 April 5, 2019Document24 pagesArctic Griddle AG-1000 User Manual: v1.4 April 5, 2019Hnin PwintNo ratings yet
- Cold Store Insulation Thermal Imaging Survey Sample ReportDocument15 pagesCold Store Insulation Thermal Imaging Survey Sample Reporttyo wibowoNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 6 Title: Demonstration and Working of Refrigeration Cycle ObjectiveDocument5 pages6 Title: Demonstration and Working of Refrigeration Cycle ObjectiveRaheel NaveedNo ratings yet
- McDonalds India Supply ChainDocument12 pagesMcDonalds India Supply ChainManu GuptaNo ratings yet
- 38ah 7wDocument16 pages38ah 7wcarlosorizabaNo ratings yet
- Trade Marks Search Result for "greenDocument65 pagesTrade Marks Search Result for "greenrajender RightsandMarksNo ratings yet
- Dry Dock Specification Can CGDocument106 pagesDry Dock Specification Can CGluckystrike9008100% (1)
- GEA - Refrigeration in Oil & Gas Industry - tcm11-33981Document4 pagesGEA - Refrigeration in Oil & Gas Industry - tcm11-33981Dhroov SharmaNo ratings yet
- AHRI - Standard - 550-590 - I-P - 2018 - ErrataDocument118 pagesAHRI - Standard - 550-590 - I-P - 2018 - ErrataPhangSSNo ratings yet
- Nissan Teana J32 2008-2013 Heater and Air Conditioning SystemDocument59 pagesNissan Teana J32 2008-2013 Heater and Air Conditioning SystemIchsan Kurniawan0% (1)
- 7th Semester SyllabusDocument6 pages7th Semester SyllabusMohit GirdharNo ratings yet
- CHE 413: Natural Gas Engineerin G: Natural Gas Liquids (NGL) Recovery, Separation and FractionationDocument31 pagesCHE 413: Natural Gas Engineerin G: Natural Gas Liquids (NGL) Recovery, Separation and FractionationMd Abid AfridiNo ratings yet
- CO2 Liquefaction Cycles for SequestrationDocument13 pagesCO2 Liquefaction Cycles for SequestrationFelipe Di Napoli GarciaNo ratings yet
- LFD25860STDocument47 pagesLFD25860STJames LeeNo ratings yet
- RacDocument4 pagesRacAvinash MaddheshiyaNo ratings yet
- A History of RefrigerationDocument4 pagesA History of RefrigerationDocumentos De Interés para IngenieríaNo ratings yet
- Variation In Refrigeration Coefficient Of PerformanceDocument7 pagesVariation In Refrigeration Coefficient Of PerformanceFaez Feakry100% (1)
- National Mango Study - GhanaDocument58 pagesNational Mango Study - GhanaJosh Ransford QuarteyNo ratings yet
- Building Utility System and Fire Protection EngineeringDocument16 pagesBuilding Utility System and Fire Protection EngineeringMohamad SafhireNo ratings yet
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (50)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsFrom EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNo ratings yet
- Quantum Mechanics 4: Spin, Lasers, Pauli Exclusion & Barrier PenetrationFrom EverandQuantum Mechanics 4: Spin, Lasers, Pauli Exclusion & Barrier PenetrationRating: 1 out of 5 stars1/5 (1)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)