You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 6991 5374 62b Explorac E100 PDFDocument360 pages6991 5374 62b Explorac E100 PDFJoseAntonioQuintanillaPoncedeLeon75% (4)
- Tree Types & Installation MethodsDocument68 pagesTree Types & Installation Methodsgfabela100% (13)
- Komatsu SK818-5, SK820-5 Turbo Skid-Steer LoaderDocument12 pagesKomatsu SK818-5, SK820-5 Turbo Skid-Steer LoaderEdin Raul Yalle RafaelNo ratings yet
- Peerless Pump Tech BulletinsDocument176 pagesPeerless Pump Tech BulletinsWilhelm ThorleyNo ratings yet
- Natural Gas Sweetening Process DesignDocument13 pagesNatural Gas Sweetening Process DesignJeyakumar Raja100% (1)
- Fine-Tuning The Wetting Behavior of Polyelectrolyte Films With Sodium Dodecyl SulfateDocument4 pagesFine-Tuning The Wetting Behavior of Polyelectrolyte Films With Sodium Dodecyl SulfateMahdiNo ratings yet
- Plate Fine Exchanger AirDocument20 pagesPlate Fine Exchanger AirMahdiNo ratings yet
- Methyl Die Than Ola MineDocument4 pagesMethyl Die Than Ola MineMahdiNo ratings yet
- Fine-Tuning The Wetting Behavior of Polyelectrolyte Films With Sodium Dodecyl SulfateDocument4 pagesFine-Tuning The Wetting Behavior of Polyelectrolyte Films With Sodium Dodecyl SulfateMahdiNo ratings yet
- Polyelectrolyte Adsorption Onto A Surface-Confined SurfactantDocument6 pagesPolyelectrolyte Adsorption Onto A Surface-Confined SurfactantMahdiNo ratings yet
- Pipesim Training: 25 - Oct-04 To 29-Jul-04 GatwickDocument9 pagesPipesim Training: 25 - Oct-04 To 29-Jul-04 GatwickMahdiNo ratings yet
- Final - LNG PDFDocument19 pagesFinal - LNG PDFMahdiNo ratings yet
- Final - LNG PDFDocument19 pagesFinal - LNG PDFMahdiNo ratings yet
- Ultrathin Solid Polyelectrolyte-Surfactant ComplexDocument6 pagesUltrathin Solid Polyelectrolyte-Surfactant ComplexMahdiNo ratings yet
- Tuning Surface Wettability of Poly (3-Sulfopropyl Methacrylate) Brushes by Cationic Surfactant-Driven InteractionsDocument5 pagesTuning Surface Wettability of Poly (3-Sulfopropyl Methacrylate) Brushes by Cationic Surfactant-Driven InteractionsMahdiNo ratings yet
- Moradi 2016Document21 pagesMoradi 2016MahdiNo ratings yet
- GOOD-10 1021@jp047462+Document10 pagesGOOD-10 1021@jp047462+MahdiNo ratings yet
- Ultrathin Solid Polyelectrolyte-Surfactant ComplexDocument6 pagesUltrathin Solid Polyelectrolyte-Surfactant ComplexMahdiNo ratings yet
- Polyelectrolyte Adsorption Onto A Surface-Confined SurfactantDocument6 pagesPolyelectrolyte Adsorption Onto A Surface-Confined SurfactantMahdiNo ratings yet
- GOOD-10 1021@jp047462+Document10 pagesGOOD-10 1021@jp047462+MahdiNo ratings yet
- Finalexercise Methanolprocess 150227020443 Conversion Gate01 PDFDocument6 pagesFinalexercise Methanolprocess 150227020443 Conversion Gate01 PDFharryNo ratings yet
- New Dembo2001Document6 pagesNew Dembo2001MahdiNo ratings yet
- 10 1016/j Cjche 2017 01 014Document40 pages10 1016/j Cjche 2017 01 014MahdiNo ratings yet
- 4 141019143230 Conversion Gate02Document1 page4 141019143230 Conversion Gate02MahdiNo ratings yet
- Aspen HYSYS Training: Module 5: UtilitiesDocument8 pagesAspen HYSYS Training: Module 5: UtilitiestaeebNo ratings yet
- Moradi 2016Document21 pagesMoradi 2016MahdiNo ratings yet
- Aspen HYSYS Training: Module 4: Logical OperationsDocument50 pagesAspen HYSYS Training: Module 4: Logical OperationsMohamed RjebNo ratings yet
- Results E 2003 PDFDocument5 pagesResults E 2003 PDFMahdiNo ratings yet
- Attachment PDFDocument6 pagesAttachment PDFMahdiNo ratings yet
- ExchangerDocument55 pagesExchangerMahdiNo ratings yet
- Gas Measurement Requirements and Procedures ID 6849 ID 10250 ID 10703Document53 pagesGas Measurement Requirements and Procedures ID 6849 ID 10250 ID 10703triminhdang_phar6701No ratings yet
- Statistical Modelling of Error Measurement For Diaphragm Gas Meters at Different Ambient TemperaturesDocument4 pagesStatistical Modelling of Error Measurement For Diaphragm Gas Meters at Different Ambient TemperaturesMahdiNo ratings yet
- Physicochemical Properties Important For Carbon Dioxide Absorption in Aqueous MethyldiethanolamineDocument7 pagesPhysicochemical Properties Important For Carbon Dioxide Absorption in Aqueous MethyldiethanolamineMahdiNo ratings yet
- Fundamental Principles of Diaphragm MetersDocument4 pagesFundamental Principles of Diaphragm MetersMahdiNo ratings yet
- Practice Questions - SolutionsDocument6 pagesPractice Questions - SolutionsSteven KuaNo ratings yet
- MSC 127Document8 pagesMSC 127Eduardo Luis SouzaNo ratings yet
- 04 - Solar Turbines - About - Solar - Turbines PDFDocument4 pages04 - Solar Turbines - About - Solar - Turbines PDFAli AbasabadarabNo ratings yet
- Problem Sheet # 4 (Turbojet)Document2 pagesProblem Sheet # 4 (Turbojet)Muhammad JamilNo ratings yet
- Heat Pumps - Water Heaters, Pool Heating & CommercialDocument26 pagesHeat Pumps - Water Heaters, Pool Heating & CommercialAnonymous e2DPFlCo6No ratings yet
- Inline Preset ValvesDocument2 pagesInline Preset ValvesNaizath AmirNo ratings yet
- Flange Valves: Flange Mounted Pressure ControlsDocument64 pagesFlange Valves: Flange Mounted Pressure ControlsDanielEscobarMontecinosNo ratings yet
- Z Questions ExamsDocument193 pagesZ Questions ExamsAsmaa MahmoudNo ratings yet
- Hydraulics System TroubleshootingDocument32 pagesHydraulics System TroubleshootingGehad MohamedNo ratings yet
- BPVC - VIII-1 - U-2A FormDocument2 pagesBPVC - VIII-1 - U-2A FormPranesh BhatNo ratings yet
- TROUBLESHOOTING TDS-11HPDocument68 pagesTROUBLESHOOTING TDS-11HPvegeta1984100% (2)
- Brosur HiCOP Air To Water Heat Pump (AW) - 1Document2 pagesBrosur HiCOP Air To Water Heat Pump (AW) - 1fannyNo ratings yet
- IR HL Heatless DryerDocument1 pageIR HL Heatless DryerYing Kei ChanNo ratings yet
- Service Data: Vickers Vane PumpsDocument4 pagesService Data: Vickers Vane PumpsMiguel VlntìnNo ratings yet
- Well Intervention PDFDocument54 pagesWell Intervention PDFCARLOSELSOARESNo ratings yet
- 3.2.1. Water Supply Pipe Size Calculations: Step 1: Required DataDocument48 pages3.2.1. Water Supply Pipe Size Calculations: Step 1: Required DataazulaNo ratings yet
- Steam Turbine Oil System Operation Shutdown DiagramDocument2 pagesSteam Turbine Oil System Operation Shutdown Diagramparthibanemails5779No ratings yet
- Understanding Steam Turbines: Types, Components & Working PrinciplesDocument46 pagesUnderstanding Steam Turbines: Types, Components & Working PrinciplesIbrahim Mostafa50% (2)
- Comments On KING 775 RIG 21 Apr 22Document3 pagesComments On KING 775 RIG 21 Apr 22Shahin ZamanNo ratings yet
- Pipe and Fitting Calcs MasterDocument8 pagesPipe and Fitting Calcs MasterSharon LambertNo ratings yet
- Installation and Operating Instructions: Busch Produktions GMBH Schauinslandstr. 1 79689 Maulburg GermanyDocument28 pagesInstallation and Operating Instructions: Busch Produktions GMBH Schauinslandstr. 1 79689 Maulburg GermanyRenārs BērtiņšNo ratings yet
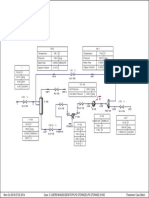
- Designing A Process Flowsheet-Mayo 2009 PDFDocument7 pagesDesigning A Process Flowsheet-Mayo 2009 PDFKathy SandovalNo ratings yet
- Thermodynamic Revision DocumentsDocument7 pagesThermodynamic Revision DocumentshakimiNo ratings yet
- PETROLEUM EQUIPMENT PUMP GUIDEDocument58 pagesPETROLEUM EQUIPMENT PUMP GUIDESuo Zin100% (1)
- 2 Basic Pneumatics-17.9.2013Document35 pages2 Basic Pneumatics-17.9.2013Neo TarunNo ratings yet