
You might also like
- Electronics for Technicians: The Commonwealth and International Library: Electrical Engineering DivisionFrom EverandElectronics for Technicians: The Commonwealth and International Library: Electrical Engineering DivisionRating: 5 out of 5 stars5/5 (1)
- Kubernetes Cheat Sheet r1v1Document10 pagesKubernetes Cheat Sheet r1v1Ajay Yeruva100% (1)
- (ED) .DC Amp Design With FETs Zero-TCDocument5 pages(ED) .DC Amp Design With FETs Zero-TCf826401No ratings yet
- Service Manual SDS1000CML Service ManualDocument61 pagesService Manual SDS1000CML Service Manualg4okk8809No ratings yet
- A Ele Spe 800 30021 0Document29 pagesA Ele Spe 800 30021 0ZaidiNo ratings yet
- ABB ROBOT Training IRC5 Hardware PDFDocument97 pagesABB ROBOT Training IRC5 Hardware PDFTensaigaNo ratings yet
- Smart Helmet With Alcohol SensorDocument50 pagesSmart Helmet With Alcohol SensorSabina SumonNo ratings yet
- Practical Industrial Data Networks: Design, Installation and TroubleshootingFrom EverandPractical Industrial Data Networks: Design, Installation and TroubleshootingRating: 5 out of 5 stars5/5 (2)
- Bluetooth Robot Control FULL ReportDocument69 pagesBluetooth Robot Control FULL ReportS MaheshNo ratings yet
- Microcontroller Based PWM Inverter For Speed Control of A Three Phase Induction MotorDocument7 pagesMicrocontroller Based PWM Inverter For Speed Control of A Three Phase Induction MotorAhmar Hayat KhanNo ratings yet
- Módulo D7052Document8 pagesMódulo D7052Alan Portela VieiraNo ratings yet
- An Introduction To DrillingDocument20 pagesAn Introduction To Drillingred_hairedsNo ratings yet
- Jka5m PDFDocument8 pagesJka5m PDFjohan ruizNo ratings yet
- Sectionalizer SDCS0123Rev0Document11 pagesSectionalizer SDCS0123Rev0swanid altanmiaNo ratings yet
- D2001 1W06 BRIDGE circuit diagramDocument1 pageD2001 1W06 BRIDGE circuit diagrambughiudNo ratings yet
- Slau 845Document9 pagesSlau 845Aladár KissNo ratings yet
- Cns Practical FileDocument28 pagesCns Practical Filehimank singhNo ratings yet
- The Monitoring System For The Wind Power Generation Based On The Wireless Sensor NetworkDocument8 pagesThe Monitoring System For The Wind Power Generation Based On The Wireless Sensor NetworkdenyNo ratings yet
- Manual de Partes Pc200lc-8Document98 pagesManual de Partes Pc200lc-8Brahian Mijael Garrado Gonzales100% (3)
- Account Information Sample Information Equipment InformationDocument2 pagesAccount Information Sample Information Equipment InformationBrayan MejiaNo ratings yet
- Faq-01m13zqu Handhabung Vorfuehrkoffer Sinamics Cu250s-2 enDocument16 pagesFaq-01m13zqu Handhabung Vorfuehrkoffer Sinamics Cu250s-2 enBagus Eka Putra MNo ratings yet
- XT2133-x - (Lisbon) - MB - Schematics - L3 - Repair Central Do TécnicoDocument47 pagesXT2133-x - (Lisbon) - MB - Schematics - L3 - Repair Central Do Técnicoedward blancoNo ratings yet
- Automatic Star DeltaDocument43 pagesAutomatic Star Deltaprabhu rachutiNo ratings yet
- Free Energy GeneratorDocument54 pagesFree Energy Generatoryoussef.farrieNo ratings yet
- NEAX2000 IVS - Manual de CircuitosDocument156 pagesNEAX2000 IVS - Manual de CircuitosMarcelo RondonNo ratings yet
- SYSTEM AND METHOD FOR COLD CRACKING WITH STEAMDocument13 pagesSYSTEM AND METHOD FOR COLD CRACKING WITH STEAMOwais AhmedNo ratings yet
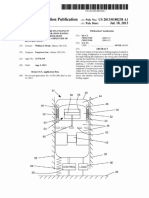
- Patent Application Publication (10) Pub. No.: US 2013/0180238 A1Document13 pagesPatent Application Publication (10) Pub. No.: US 2013/0180238 A1Anonymous oyUAtpKNo ratings yet
- Xiaomi Mi 1 (Xiaomi-Shouji) SchematicDocument31 pagesXiaomi Mi 1 (Xiaomi-Shouji) SchematicPino AffeNo ratings yet
- 7RE28x ManualDocument10 pages7RE28x ManualĐỗ Xuân BằngNo ratings yet
- General Description: Dual 4-Input AND GateDocument11 pagesGeneral Description: Dual 4-Input AND GateSandeep SNo ratings yet
- I'm Still Standing, Melodie (Raphi)Document2 pagesI'm Still Standing, Melodie (Raphi)leunam62No ratings yet
- VDD_SWITCH circuit diagramDocument32 pagesVDD_SWITCH circuit diagramPino AffeNo ratings yet
- Account Information Sample Information Equipment InformationDocument2 pagesAccount Information Sample Information Equipment InformationBrayan MejiaNo ratings yet
- Compañera: Silvio RodriguezDocument12 pagesCompañera: Silvio RodriguezJorge Matías MárquezNo ratings yet
- Comparative Analysis of Two Different Methods For Gate-Drive Current BoostingDocument9 pagesComparative Analysis of Two Different Methods For Gate-Drive Current BoostingHamza SohailNo ratings yet
- EN Multiplex Input/Output: Installation InstructionsDocument8 pagesEN Multiplex Input/Output: Installation InstructionsOrlando SantofimioNo ratings yet
- Electronic ProjectDocument48 pagesElectronic Projectshehryar khanNo ratings yet
- 512 Kbit (64K x8) UV EPROM and OTP EPROM: FeaturesDocument19 pages512 Kbit (64K x8) UV EPROM and OTP EPROM: FeaturesMizael Medeiros dos SantosNo ratings yet
- Saudi Electricity Company's Construction Standard for Auto ReclosersDocument17 pagesSaudi Electricity Company's Construction Standard for Auto ReclosersHADI KHRSAN ALYAMINo ratings yet
- Purified Water SPAP05 ModelDocument1 pagePurified Water SPAP05 Modeldenideni27No ratings yet
- BULLETIN NO. 54-00-2723 SERVICE PARTS LISTDocument5 pagesBULLETIN NO. 54-00-2723 SERVICE PARTS LISTAmjad AlQasrawiNo ratings yet
- Relay Modul P+F 038975 - EngDocument4 pagesRelay Modul P+F 038975 - EngRavi Kant GuptaNo ratings yet
- Romance by Rene BartoliDocument2 pagesRomance by Rene BartolichenchenNo ratings yet
- DIGITAL DOOR ENTRY INSTALLATION DIAGRAMDocument4 pagesDIGITAL DOOR ENTRY INSTALLATION DIAGRAMkarim senhadjiNo ratings yet
- 74HC HCT08Document13 pages74HC HCT08Adam SchwemleinNo ratings yet
- STMicroelectronics STEVAL ISA013V1 DatasheetDocument5 pagesSTMicroelectronics STEVAL ISA013V1 DatasheetROlando EskadabaichoNo ratings yet
- BrightonDocument5 pagesBrightonjosuedelios88No ratings yet
- Reference Configuration For The Avaya S8720 or S8730 Server Using Software DuplicationDocument9 pagesReference Configuration For The Avaya S8720 or S8730 Server Using Software DuplicationMahmoud AbdallahNo ratings yet
- Single Relay - REL-MR-24DC/21-21/MS - 2987943: Key Commercial DataDocument6 pagesSingle Relay - REL-MR-24DC/21-21/MS - 2987943: Key Commercial DataPedro Victor Poblete LopezNo ratings yet
- Covid Response2Document20 pagesCovid Response2Joseph SamuelNo ratings yet
- Pokemon CentreDocument1 pagePokemon Centregamefacer7No ratings yet
- Barítono Viernes SantoDocument1 pageBarítono Viernes SantoDiego Armando Canaviri CruzNo ratings yet
- Low-power microcontroller board schematic overviewDocument1 pageLow-power microcontroller board schematic overviewneluNo ratings yet
- Max 800Document4 pagesMax 800Luis SilveiraNo ratings yet
- Quiz#08 - 02 - Timer Circuit - To PLCDocument1 pageQuiz#08 - 02 - Timer Circuit - To PLC22146015No ratings yet
- Regleta Indicador de Nivel VAREC PDFDocument2 pagesRegleta Indicador de Nivel VAREC PDFWilson Alberto Poveda OsorioNo ratings yet
- SEMIKRON DataSheet SKKD 701 07898750Document4 pagesSEMIKRON DataSheet SKKD 701 07898750Santosh BabarNo ratings yet
- PM172 ManualDocument82 pagesPM172 ManualLuis Christian Davila CangalayaNo ratings yet
- WP025 Engine CAT 3412C HarnessDocument4 pagesWP025 Engine CAT 3412C HarnessTupai PanderNo ratings yet
- ENGI6705 StructuralAnalysis ClassNotes2Document14 pagesENGI6705 StructuralAnalysis ClassNotes2TanitriNo ratings yet
- TASK 3. 8 CS FIXTURE BASE Drawing v2 ASNIDocument1 pageTASK 3. 8 CS FIXTURE BASE Drawing v2 ASNIAsni BerlianNo ratings yet
- Gavotte: Orchestral Suite No.3 J.S. BachDocument1 pageGavotte: Orchestral Suite No.3 J.S. BachVictor VermèsNo ratings yet
- Nirma MPR - JULY 22Document38 pagesNirma MPR - JULY 22Kiran Kumar PatraNo ratings yet
- Microwave Devices, Circuits and Subsystems for Communications EngineeringFrom EverandMicrowave Devices, Circuits and Subsystems for Communications EngineeringRating: 4 out of 5 stars4/5 (1)
- Copycat Chili in The Slow Cooker: IngredientsDocument1 pageCopycat Chili in The Slow Cooker: Ingredientsg4okk8809No ratings yet
- TIPS & TRICKS Rev.1.0 ENGDocument60 pagesTIPS & TRICKS Rev.1.0 ENGg4okk8809No ratings yet
- UCC28180 Programmable Frequency, Continuous Conduction Mode (CCM), Boost Power Factor Correction (PFC) ControllerDocument48 pagesUCC28180 Programmable Frequency, Continuous Conduction Mode (CCM), Boost Power Factor Correction (PFC) Controllerg4okk8809No ratings yet
- Epcos MKP Capacitor DataDocument40 pagesEpcos MKP Capacitor Datag4okk8809No ratings yet
- Reflow Oven, Forced Convection FT03: (Item Code V900320) Instructions ManualDocument17 pagesReflow Oven, Forced Convection FT03: (Item Code V900320) Instructions Manualg4okk8809No ratings yet
- 12MHz XtalF F5RCTDocument2 pages12MHz XtalF F5RCTg4okk8809No ratings yet
- Revision History: High Efficiency and Cost Cometitive 3k5 PFC Public Release TIDA-00779 E1 TIDA-00779 TIDA-00779Document4 pagesRevision History: High Efficiency and Cost Cometitive 3k5 PFC Public Release TIDA-00779 E1 TIDA-00779 TIDA-00779g4okk8809100% (1)
- Grundfosliterature 5235397Document14 pagesGrundfosliterature 5235397g4okk8809No ratings yet
- Tps 54202Document28 pagesTps 54202g4okkNo ratings yet
- EMC Filter DesignDocument3 pagesEMC Filter Designg4okk8809No ratings yet
- 9103 9112 Burley Wood Burner Installation Instructions AUGUST 2016Document20 pages9103 9112 Burley Wood Burner Installation Instructions AUGUST 2016g4okk8809No ratings yet
- Analog Design PDFDocument101 pagesAnalog Design PDFGabriela ValentinaNo ratings yet
- IRON-MIG 201-221-221P EngDocument4 pagesIRON-MIG 201-221-221P Engg4okk8809No ratings yet
- Tiducv 0Document41 pagesTiducv 0g4okk8809No ratings yet
- Current Sharing With Power SuppliesDocument9 pagesCurrent Sharing With Power Suppliesg4okk8809No ratings yet
- Fastmig-X Main CircuitDocument1 pageFastmig-X Main Circuitg4okk8809No ratings yet
- Digistat Plus 2Document2 pagesDigistat Plus 2g4okk8809No ratings yet
- Low Energy Arc Joining Process For Materials Sensitive To HeatDocument5 pagesLow Energy Arc Joining Process For Materials Sensitive To Heatg4okk8809No ratings yet
- Curry Classroom Jan Feb 13 PDFDocument2 pagesCurry Classroom Jan Feb 13 PDFg4okk8809No ratings yet
- 321153Document9 pages321153g4okk8809No ratings yet
- Progress Worksheet From Section 12.4Document1 pageProgress Worksheet From Section 12.4aliensoftware007No ratings yet
- T1 Filter v1.0Document8 pagesT1 Filter v1.0g4okk8809No ratings yet
- Tuning An EHDocument4 pagesTuning An EHg4okk8809No ratings yet
- Analog Engineers's Pocket Reference TIDocument98 pagesAnalog Engineers's Pocket Reference TIgimenes_r100% (1)
- AVFCareDocument2 pagesAVFCareIan McNairNo ratings yet
- Eh Antenna DesignDocument2 pagesEh Antenna DesignYayok S. AnggoroNo ratings yet
- Contemp Lator ArticleDocument12 pagesContemp Lator Articleg4okk8809No ratings yet
- Challenger CDocument8 pagesChallenger Cg4okk8809No ratings yet
- Reliance Jio Internship Report on Employee MotivationDocument51 pagesReliance Jio Internship Report on Employee MotivationSahas ShettyNo ratings yet
- Computers & Geosciences Volume 37 Issue 2 2011 [Doi 10.1016%2Fj.cageo.2010.06.008] Faisal Shahzad; Richard Gloaguen -- TecDEM- A MATLAB Based Toolbox for Tectonic Geomorphology, Part 1- Drainage Network Preprocessing AnDocument11 pagesComputers & Geosciences Volume 37 Issue 2 2011 [Doi 10.1016%2Fj.cageo.2010.06.008] Faisal Shahzad; Richard Gloaguen -- TecDEM- A MATLAB Based Toolbox for Tectonic Geomorphology, Part 1- Drainage Network Preprocessing AnCristina CristeaNo ratings yet
- CableFree FSO Gigabit DatasheetDocument2 pagesCableFree FSO Gigabit DatasheetGuido CardonaNo ratings yet
- DC-DC Boost Converter: A Project Report SubmittedDocument7 pagesDC-DC Boost Converter: A Project Report SubmittedSantosh PadhiNo ratings yet
- Software Developer Profile Bayu Cucan HerdianDocument1 pageSoftware Developer Profile Bayu Cucan HerdianAlsolious BayuNo ratings yet
- Fertilizer Information System For Banana PlantatioDocument5 pagesFertilizer Information System For Banana PlantatioHazem EmadNo ratings yet
- DC 850 X12 5010 I01 Purchase OrderDocument40 pagesDC 850 X12 5010 I01 Purchase OrderGeervani SowduriNo ratings yet
- Marantz SR 4000 User GuideDocument30 pagesMarantz SR 4000 User Guidekeerthipinnawala6498100% (1)
- Pervasive Healthcare Computing: EMR/EHR, Wireless and Health MonitoringDocument3 pagesPervasive Healthcare Computing: EMR/EHR, Wireless and Health MonitoringPajak RedikonNo ratings yet
- 1 Plotting - Using Plot Slot 1.1 Plot SlotDocument14 pages1 Plotting - Using Plot Slot 1.1 Plot SlotAl-hakimNo ratings yet
- EM Algorithm: Shu-Ching Chang Hyung Jin Kim December 9, 2007Document10 pagesEM Algorithm: Shu-Ching Chang Hyung Jin Kim December 9, 2007Tomislav PetrušijevićNo ratings yet
- VFACE TOUCH AND BASIC QUICK INSTALLATION GUIDEDocument2 pagesVFACE TOUCH AND BASIC QUICK INSTALLATION GUIDEPunith RajNo ratings yet
- Winsteps ManualDocument615 pagesWinsteps Manualandresote33100% (1)
- Samaresh Das: Education SkillsDocument1 pageSamaresh Das: Education SkillsSamaresh DasNo ratings yet
- Courant Friedrichs LewyDocument20 pagesCourant Friedrichs LewyEv OzcanNo ratings yet
- Mock - 3sDocument20 pagesMock - 3sPichuRangerNo ratings yet
- Module 2 FET TransistorDocument50 pagesModule 2 FET TransistorVaishnavi BharatiNo ratings yet
- PDADocument38 pagesPDASaima NazNo ratings yet
- HR Practices and Organizational Strategies in Select: IT Companies in India "Document59 pagesHR Practices and Organizational Strategies in Select: IT Companies in India "Sneha MehtaNo ratings yet
- Brochure en Knick PDFDocument8 pagesBrochure en Knick PDFbango7886No ratings yet
- Programming Guide - Power Navigator Power Navigator / EnavigatorDocument14 pagesProgramming Guide - Power Navigator Power Navigator / EnavigatorPandu BirumakovelaNo ratings yet
- Resume Juan Carlos MoralesDocument1 pageResume Juan Carlos Moralesjuancarlosmorales.1397No ratings yet
- Toy Shell AssignmentDocument5 pagesToy Shell AssignmentPrafulla SaxenaNo ratings yet
- MSI Packaging Questions: What Is Application Packaging?Document33 pagesMSI Packaging Questions: What Is Application Packaging?supraja shettyNo ratings yet
- Addons Mozilla Org en US Firefox Addon Save As PDF Utm SourcDocument5 pagesAddons Mozilla Org en US Firefox Addon Save As PDF Utm SourcThanga PandiNo ratings yet
- Boyce/Diprima 9 Ed, CH 2.1: Linear Equations Method of Integrating FactorsDocument15 pagesBoyce/Diprima 9 Ed, CH 2.1: Linear Equations Method of Integrating FactorsAnonymous OrhjVLXO5sNo ratings yet
- Solving Linear EquationsDocument13 pagesSolving Linear EquationsLulu BritanniaNo ratings yet


























































































![Computers & Geosciences Volume 37 Issue 2 2011 [Doi 10.1016%2Fj.cageo.2010.06.008] Faisal Shahzad; Richard Gloaguen -- TecDEM- A MATLAB Based Toolbox for Tectonic Geomorphology, Part 1- Drainage Network Preprocessing An](https://imgv2-2-f.scribdassets.com/img/document/283133569/149x198/8e251c988e/1443552163?v=1)
























