You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Trench GratingDocument1 pageTrench Gratinghummingbird4uNo ratings yet
- ValvesDocument3 pagesValveshummingbird4uNo ratings yet
- Useful Information For The Valve IndustryDocument9 pagesUseful Information For The Valve Industryhummingbird4uNo ratings yet
- Drainage Details 2Document1 pageDrainage Details 2hummingbird4uNo ratings yet
- Standard Pipe SizesDocument7 pagesStandard Pipe Sizeshummingbird4uNo ratings yet
- Toim 2010 12 22 52Document1 pageToim 2010 12 22 52hummingbird4uNo ratings yet
- NICET Sprinkler ManualDocument20 pagesNICET Sprinkler ManualTroy S. Thomas100% (2)
- Floor Clean Out (F.C.O.) DetailDocument1 pageFloor Clean Out (F.C.O.) Detailhummingbird4uNo ratings yet
- Layout Design of Process An..Document4 pagesLayout Design of Process An..hummingbird4uNo ratings yet
- Piping Study Material - RoltaDocument49 pagesPiping Study Material - Roltahummingbird4u92% (12)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Shock Wave Standoff Distance of Near Space Hypersonic VehiclesDocument9 pagesShock Wave Standoff Distance of Near Space Hypersonic VehiclesudhayNo ratings yet
- Unrestrained Beam With End MomentsDocument9 pagesUnrestrained Beam With End MomentsNikos StathoulopoulosNo ratings yet
- Newco Product Line BrochureDocument8 pagesNewco Product Line BrochureshahganNo ratings yet
- Salient Features:: Crawler DozerDocument4 pagesSalient Features:: Crawler DozerSAFE EARTHMOVERSNo ratings yet
- TALHA DOUBLE GIDDER - WR1740 - AS7 BrochureDocument20 pagesTALHA DOUBLE GIDDER - WR1740 - AS7 BrochureSergioNo ratings yet
- Sanjana 04 Acoustics ReportDocument5 pagesSanjana 04 Acoustics ReportSanjana BhandiwadNo ratings yet
- Starting From Fg. - NR. MLHJC34A 45 Service Manual: 64 KPP 00Document20 pagesStarting From Fg. - NR. MLHJC34A 45 Service Manual: 64 KPP 00Johann Koch100% (1)
- PPM High-Strength Anchor Bolt Peikko Group 05-2015Document36 pagesPPM High-Strength Anchor Bolt Peikko Group 05-2015Jody Inggil PambudiNo ratings yet
- Certificado - Flange Adapter 125MM - XindaDocument3 pagesCertificado - Flange Adapter 125MM - XindaGR CarlosNo ratings yet
- IEA A43 PR2 A16 Reference Cooling Tower EES Model CASJL PhAJL080108Document6 pagesIEA A43 PR2 A16 Reference Cooling Tower EES Model CASJL PhAJL080108saeedalipourNo ratings yet
- WA1200 6 English BrochureDocument16 pagesWA1200 6 English BrochureJosé Henrique de Oliveira BentoNo ratings yet
- Slide Valves - Flachschieber - Klizni Ventili - Valvole A GhigliottinaDocument54 pagesSlide Valves - Flachschieber - Klizni Ventili - Valvole A GhigliottinaTiberiu PalNo ratings yet
- CAT 320/323GC Electrical DiagramDocument33 pagesCAT 320/323GC Electrical DiagramSammyNo ratings yet
- How Carburetors Work: Understanding the Six Main SystemsDocument7 pagesHow Carburetors Work: Understanding the Six Main Systemssaithea25No ratings yet
- Casing AccessoriesDocument48 pagesCasing AccessoriesDigger Downhole ToolsNo ratings yet
- Ep11450 E12 PDFDocument9 pagesEp11450 E12 PDFWan WeiNo ratings yet
- PortfolioDocument10 pagesPortfolioapi-550329398No ratings yet
- Instr 12107 Instrument Drawings and DocumentsDocument37 pagesInstr 12107 Instrument Drawings and DocumentsMeliana Butar-Butar100% (2)
- Coalescer SeparatorDocument1 pageCoalescer Separatoramol shindeNo ratings yet
- Keperluan Document Sebagai Dasar Penerbitan SLODocument4 pagesKeperluan Document Sebagai Dasar Penerbitan SLOFaturrakhman KhairanNo ratings yet
- Carnot CycleDocument11 pagesCarnot CycleEngr RbNo ratings yet
- Afs - 2002 GasunieDocument18 pagesAfs - 2002 Gasuniedoraq7975No ratings yet
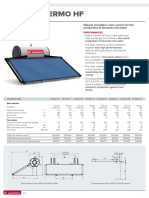
- Kairos Thermo HF Natural Circulation Solar System for Domestic Hot Water ProductionDocument4 pagesKairos Thermo HF Natural Circulation Solar System for Domestic Hot Water ProductionFILID MADNo ratings yet
- HW3 Spring19Document2 pagesHW3 Spring19Alex Williams0% (1)
- An Introduction To Boiler Maintenance EditedDocument7 pagesAn Introduction To Boiler Maintenance EditedPritv SavalagiNo ratings yet
- Parts Manual Parts Manual Service Manual: Reach TrucksDocument22 pagesParts Manual Parts Manual Service Manual: Reach TrucksChristian Bedoya10% (10)
- Model XQ140/12A Hydraulic Power Tong Operation ManualDocument61 pagesModel XQ140/12A Hydraulic Power Tong Operation ManualNgwe Min TheinNo ratings yet
- Tank and Vessel Trace Heating Thermon Temperature Maintenance and Frost Protection HeetSheet Spec SheetDocument2 pagesTank and Vessel Trace Heating Thermon Temperature Maintenance and Frost Protection HeetSheet Spec SheetCarlos SopasNo ratings yet
- Salford Journal of Bridge Engineering Jan-18Document24 pagesSalford Journal of Bridge Engineering Jan-18Swaminathan VivekananthamNo ratings yet