You might also like
- Thermo Ramsey EngDocument13 pagesThermo Ramsey EngSebastian NarvaezNo ratings yet
- Belt Weighing WT10 - en - Kap04 PDFDocument60 pagesBelt Weighing WT10 - en - Kap04 PDFomarNo ratings yet
- HP Gearless Ball Mill Drive in Cement-Why Not! PDFDocument15 pagesHP Gearless Ball Mill Drive in Cement-Why Not! PDFRajuNo ratings yet
- HSMS DescriptionDocument2 pagesHSMS DescriptionVũ Văn Thành100% (1)
- KHD Pyrofloor PDFDocument2 pagesKHD Pyrofloor PDFNhaca100% (1)
- AC 800M Controller Data SheetDocument4 pagesAC 800M Controller Data Sheetrmsr_7576100% (1)
- AC DC Kilns (Drives, Cement Plant)Document10 pagesAC DC Kilns (Drives, Cement Plant)RajuNo ratings yet
- Loesche Mills for Solid Fuels TechnologyDocument21 pagesLoesche Mills for Solid Fuels TechnologyBruno50% (2)
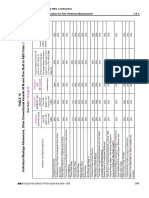
- Transformer and Bushing Temperature Standards ComparisonDocument1 pageTransformer and Bushing Temperature Standards ComparisonMohan RajNo ratings yet
- Tebevert Iii Modular 5-25 Kva Inverter System: Key FeaturesDocument2 pagesTebevert Iii Modular 5-25 Kva Inverter System: Key FeaturesMichael BesaNo ratings yet
- Aeromats Aeropress Aeropress 10s Aerovac GeneralDocument2 pagesAeromats Aeropress Aeropress 10s Aerovac Generalsaket2006No ratings yet
- FLS, Eng RequirementsDocument9 pagesFLS, Eng RequirementsDeepak DasNo ratings yet
- Belt Failure AnalysisDocument8 pagesBelt Failure AnalysisDavid ChandlerNo ratings yet
- Air Pollution Control: Understanding Bag FiltersDocument54 pagesAir Pollution Control: Understanding Bag FiltersVishal HiremathNo ratings yet
- Electrical Control SystemsDocument9 pagesElectrical Control SystemsM.IBRAHEEMNo ratings yet
- Presentation On Manual LoadersDocument16 pagesPresentation On Manual LoadersViswanad Ravilla100% (1)
- WEG BrochureDocument81 pagesWEG BrochureVasudev Agrawal67% (3)
- Calibrating a Kiln Feed Flow Meter at Dalmia CementDocument2 pagesCalibrating a Kiln Feed Flow Meter at Dalmia CementJCSNo ratings yet
- Bijur Delimon KatalogDocument24 pagesBijur Delimon Katalogdamian_k19No ratings yet
- ABB Thai Cement PlantDocument5 pagesABB Thai Cement PlantKalidass BackNo ratings yet
- Improve Precipitator Efficiency with IGBT Inverter TechnologyDocument8 pagesImprove Precipitator Efficiency with IGBT Inverter Technologymohammad.zNo ratings yet
- Power Transformers GuideDocument8 pagesPower Transformers GuideBhaskar NandiNo ratings yet
- Hydrodynamic Simulation of Cyclone SeparatorsDocument25 pagesHydrodynamic Simulation of Cyclone SeparatorsgamadaNo ratings yet
- EN Capacitor Reforming Instructions G A4 PDFDocument16 pagesEN Capacitor Reforming Instructions G A4 PDFArunava BasakNo ratings yet
- Buchholz Relays For Power TransformersDocument4 pagesBuchholz Relays For Power Transformersriddler_007No ratings yet
- Flsmidth Pvt. LTDDocument36 pagesFlsmidth Pvt. LTDValipireddy NagarjunNo ratings yet
- Centralised lubrication system guideDocument32 pagesCentralised lubrication system guideShivakumar PattarNo ratings yet
- Tender Booklet: Gujarat State Electricity Corporation LimitedDocument38 pagesTender Booklet: Gujarat State Electricity Corporation LimitedmahaveenNo ratings yet
- Competence in CementDocument24 pagesCompetence in CementJackson VuNo ratings yet
- Dust Collection MaintenanceDocument21 pagesDust Collection MaintenanceLinus RidgeNo ratings yet
- Manual Siprotec (Proteksi) 1Document536 pagesManual Siprotec (Proteksi) 1Fakhria KhalidNo ratings yet
- Energy ConservationDocument27 pagesEnergy ConservationJAY PARIKHNo ratings yet
- 1366 - Volume-2B - Vibrating Feeder PDFDocument16 pages1366 - Volume-2B - Vibrating Feeder PDFkumarNo ratings yet
- Thermowell CatalogDocument24 pagesThermowell CatalogMANTCRUZNo ratings yet
- Buchholz RelayDocument9 pagesBuchholz RelayExa AkbarNo ratings yet
- Training For Tensioning Hydraulic System MPS MillsDocument69 pagesTraining For Tensioning Hydraulic System MPS MillsImam SampoernoNo ratings yet
- Selecting Inching Drives For Mill and KilnDocument5 pagesSelecting Inching Drives For Mill and KilnPierre Castillo AbrilNo ratings yet
- Msi Belt ScaleDocument21 pagesMsi Belt ScaleApriasanNo ratings yet
- List of SAP T-CodesDocument18 pagesList of SAP T-CodesastinetNo ratings yet
- 99 Examples of Pneumatic ApplicationsDocument120 pages99 Examples of Pneumatic ApplicationsluizNo ratings yet
- 90.25772-BLMS GDC-051 As BuiltDocument26 pages90.25772-BLMS GDC-051 As BuiltValipireddy Nagarjun100% (1)
- Energy Efficient Turbo BlowersDocument11 pagesEnergy Efficient Turbo BlowersnishanandNo ratings yet
- VFD Fundamentals & Troubleshooting: By: Timothy S. Irwin, P.E. Sr. EngineerDocument28 pagesVFD Fundamentals & Troubleshooting: By: Timothy S. Irwin, P.E. Sr. EngineerMENo ratings yet
- Losses in GRRDocument2 pagesLosses in GRRambujacementNo ratings yet
- CNC Notching and Marking Machines: at 820 E CNC - at 820 E HD CNCDocument2 pagesCNC Notching and Marking Machines: at 820 E CNC - at 820 E HD CNCdesetekNo ratings yet
- Profibus PADocument22 pagesProfibus PAaromero888100% (1)
- Integrated Cement Orient Cement ChittapurDocument38 pagesIntegrated Cement Orient Cement Chittapurdurgesh25No ratings yet
- º - The Key Is Inserted Into The Keyway and Pressure-Fit Snugly To Mechanically Connect TheDocument17 pagesº - The Key Is Inserted Into The Keyway and Pressure-Fit Snugly To Mechanically Connect TheVijay KumarNo ratings yet
- SPRSDocument51 pagesSPRSHimanshu BoliaNo ratings yet
- Cement Industry: Map - KeyDocument4 pagesCement Industry: Map - KeyMohamed Hamdallah100% (1)
- Weighing and Feeding Guide SolutionsDocument20 pagesWeighing and Feeding Guide SolutionsalisuseNo ratings yet
- 15 X 21 Batch Ball MillDocument12 pages15 X 21 Batch Ball MillAnil Kumar KnNo ratings yet
- Maximizing Emissions Control with Compact Fume ExtractionDocument9 pagesMaximizing Emissions Control with Compact Fume ExtractionS Ray Chaudhury100% (1)
- G740 - Control Unit & Terminal Unit - RevB1 PDFDocument53 pagesG740 - Control Unit & Terminal Unit - RevB1 PDFsrmohapatra5086No ratings yet
- Mico - Selection Procedures For BrakesDocument4 pagesMico - Selection Procedures For BrakesJenner Volnney Quispe ChataNo ratings yet
- 20210414053013HI_SK200_SK210LC-10-Stage_VDocument20 pages20210414053013HI_SK200_SK210LC-10-Stage_VJames Dava MarquesNo ratings yet
- 921e PDFDocument12 pages921e PDFrossifrancescoNo ratings yet
- OM MILL (Coal Pulveriser)Document7 pagesOM MILL (Coal Pulveriser)Nhật TuấnNo ratings yet
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- Optimization and Business Improvement Studies in Upstream Oil and Gas IndustryFrom EverandOptimization and Business Improvement Studies in Upstream Oil and Gas IndustryNo ratings yet
- Base - Manual of Financing Mechanisms and Business Models For Energy - 2019Document88 pagesBase - Manual of Financing Mechanisms and Business Models For Energy - 2019Radu BabauNo ratings yet
- UNIDO - Technical Guidelines For The Development of Small Hydropower PlantsDocument50 pagesUNIDO - Technical Guidelines For The Development of Small Hydropower PlantsRadu BabauNo ratings yet
- ZENIT DG-steel Sump PumpsDocument4 pagesZENIT DG-steel Sump PumpsRadu BabauNo ratings yet
- 3HAC032104 en PDFDocument596 pages3HAC032104 en PDFNheo MApNo ratings yet
- JCI - Butterfly ValvesDocument32 pagesJCI - Butterfly ValvesAntonio LebrunNo ratings yet
- A Robotic Off-Line Programming System Based On SolidWorksDocument6 pagesA Robotic Off-Line Programming System Based On SolidWorksRadu BabauNo ratings yet
- Hydrogen Water Helps in Psoriasis DeseaseDocument11 pagesHydrogen Water Helps in Psoriasis DeseaseRadu BabauNo ratings yet
- UNIDO - Manual For Industrial Motor Systems Assessment and Optimization - 2018Document116 pagesUNIDO - Manual For Industrial Motor Systems Assessment and Optimization - 2018Radu BabauNo ratings yet
- Valve Basics and Valve SizingDocument32 pagesValve Basics and Valve SizingDouglas Booyens100% (2)
- YASKAWA V1000 Permanent Magnet PDFDocument12 pagesYASKAWA V1000 Permanent Magnet PDFRadu BabauNo ratings yet
- Up Sub4 1 94 1Document34 pagesUp Sub4 1 94 1Edgar Jesus FernandoNo ratings yet
- GD&TDocument70 pagesGD&TKarthi KeyanNo ratings yet
- ABB Product Specification - Integrated Vision - 3HAC046868-EnDocument36 pagesABB Product Specification - Integrated Vision - 3HAC046868-EnRadu BabauNo ratings yet
- ABB Application Manual - Integrated Vision - 3HAC044251-en PDFDocument104 pagesABB Application Manual - Integrated Vision - 3HAC044251-en PDFRadu Babau100% (1)
- Water Models and Scenarios Inventory For The Danube Region - 2015Document101 pagesWater Models and Scenarios Inventory For The Danube Region - 2015Radu BabauNo ratings yet
- Water Measurement ManualDocument317 pagesWater Measurement ManualJean BattellNo ratings yet
- Water Is EnergyDocument96 pagesWater Is EnergyRadu BabauNo ratings yet
- ABB Product Specification - Integrated Vision - 3HAC046868-EnDocument36 pagesABB Product Specification - Integrated Vision - 3HAC046868-EnRadu BabauNo ratings yet
- Domestic Electricity Generation Using Waterwheels On Moored BargeDocument85 pagesDomestic Electricity Generation Using Waterwheels On Moored BargeRadu BabauNo ratings yet
- Wave Energy ConversionDocument44 pagesWave Energy ConversionSudheer KumarNo ratings yet
- Axial Turbine Guide To Manufacture PDFDocument24 pagesAxial Turbine Guide To Manufacture PDFRadu BabauNo ratings yet
- Application Guideline For Electric Motor Drive Equipment For Natural Gas CompressorsDocument81 pagesApplication Guideline For Electric Motor Drive Equipment For Natural Gas CompressorsJuan AraqueNo ratings yet
- WP Best Practices TuningDocument13 pagesWP Best Practices Tuningnixsol75No ratings yet
- Water Hammer Effects During Pelton Turbine Load Rejection - Uros KaradzicDocument10 pagesWater Hammer Effects During Pelton Turbine Load Rejection - Uros KaradzicCMIngenieriaNo ratings yet
- An Islanded Microgrid Power Solution in AfricaDocument4 pagesAn Islanded Microgrid Power Solution in AfricaRadu BabauNo ratings yet
- Windmill ABB MachinesDocument6 pagesWindmill ABB MachinesRadu BabauNo ratings yet
- The Art & Science of Protective Relaying - C. Russell Mason - GEDocument357 pagesThe Art & Science of Protective Relaying - C. Russell Mason - GEAasim MallickNo ratings yet
- Analysis of The Impact of Valve Closure Time On The Course of Water HammerDocument11 pagesAnalysis of The Impact of Valve Closure Time On The Course of Water HammerRadu BabauNo ratings yet
- An Analysis of The Impact of Valve Closure Time OnDocument11 pagesAn Analysis of The Impact of Valve Closure Time OnAsgard Sanchez R RmzNo ratings yet
- Irc - 24-2010 PDFDocument128 pagesIrc - 24-2010 PDFkiranNo ratings yet
- Wae 22462 AuDocument8 pagesWae 22462 AuDaniel ManoleNo ratings yet
- HSP Power Point PresentationDocument10 pagesHSP Power Point PresentationocintezaNo ratings yet
- Lab 3 - Series and Parallel CircuitsDocument7 pagesLab 3 - Series and Parallel CircuitsHảo PhùngNo ratings yet
- Beam and Slab DesignDocument41 pagesBeam and Slab DesignSridhara MunimakulaNo ratings yet
- Tetra Cardboard Packer 70 - CopyDocument808 pagesTetra Cardboard Packer 70 - CopyOmar AlneasNo ratings yet
- John Deere X145 Lawn Tractor Service Repair Technical Manual (TM113319)Document16 pagesJohn Deere X145 Lawn Tractor Service Repair Technical Manual (TM113319)zhuangfuqian31No ratings yet
- 04 Metal and Glass-Wood PolicyDocument1 page04 Metal and Glass-Wood Policykitek100% (1)
- Direct Stiffness Method for Truss AnalysisDocument28 pagesDirect Stiffness Method for Truss Analysisgilberthufana446877No ratings yet
- Demo-C Tfin52 67Document5 pagesDemo-C Tfin52 67namank005No ratings yet
- Abs/Tcs/Esp Training GuideDocument136 pagesAbs/Tcs/Esp Training GuideKatapangTkrNo ratings yet
- Tacloban Master Training Schedule (January-June 2012) For Web New FormatDocument5 pagesTacloban Master Training Schedule (January-June 2012) For Web New FormatFariq AdlawanNo ratings yet
- Kinematics Horizontal KinematicsDocument5 pagesKinematics Horizontal KinematicsBaiJPNo ratings yet
- Well Control - Fundamental - W2 - Well Control PrincipleDocument17 pagesWell Control - Fundamental - W2 - Well Control PrincipleGilbert SunaryoNo ratings yet
- Mousavi, Aliha, Imani - 2020 - On The Use of Edge Cracked Short Bend Beam Specimen For PMMA Fracture Toughness Testing Under Mixed-ModeDocument1 pageMousavi, Aliha, Imani - 2020 - On The Use of Edge Cracked Short Bend Beam Specimen For PMMA Fracture Toughness Testing Under Mixed-ModeMorteza AtaeiNo ratings yet
- Bunker SiloDocument3 pagesBunker SiloManju Civil PNo ratings yet
- UML Modeling and Performance Evaluation of Multithreaded Programs On Dual Core ProcessorDocument10 pagesUML Modeling and Performance Evaluation of Multithreaded Programs On Dual Core ProcessorseravanakumarNo ratings yet
- Part Number Part Name Part Number Part Name: Weichai Power WD10 Engine Spare Parts For EngineeringDocument3 pagesPart Number Part Name Part Number Part Name: Weichai Power WD10 Engine Spare Parts For EngineeringMd. Arefin Shawon100% (1)
- ABS Thickness Measurement Requirement For Ship in Operation PDFDocument2 pagesABS Thickness Measurement Requirement For Ship in Operation PDFMohd Fouzi AbdullahNo ratings yet
- 2011 Equipment Packing InstructionsDocument3 pages2011 Equipment Packing InstructionsNidhi MurthyNo ratings yet
- BMS for EVs: Why Battery Management is Critical for Electric Vehicle Performance and SafetyDocument24 pagesBMS for EVs: Why Battery Management is Critical for Electric Vehicle Performance and SafetyChaudhari JainishNo ratings yet
- Coal Drying Technology and Plant DesignDocument12 pagesCoal Drying Technology and Plant DesignJigar M. UpadhyayNo ratings yet
- Specification Substation AutomationDocument258 pagesSpecification Substation Automationmspd2003100% (1)
- Notice No.8: Rules and Regulations For TheDocument40 pagesNotice No.8: Rules and Regulations For TherickNo ratings yet
- Effect of Crystallinity On Electrical Properties of ElectronDocument4 pagesEffect of Crystallinity On Electrical Properties of Electronapi-3837841No ratings yet
- Soil CompactionDocument13 pagesSoil Compactionbishry ahamedNo ratings yet
- 319918Document4 pages319918Daniel BilickiNo ratings yet
- Tutorial 4 - BMCG 2613 - Hydrostatic Force PDFDocument2 pagesTutorial 4 - BMCG 2613 - Hydrostatic Force PDFmege1105No ratings yet
- Performance-Creative Design Concept For Concrete InfrastructureDocument11 pagesPerformance-Creative Design Concept For Concrete InfrastructureTuan PnNo ratings yet
- BHEL - PresentationDocument32 pagesBHEL - Presentationsenthil031277No ratings yet