You might also like
- 1 s2.0 S2352012423006215 MainDocument17 pages1 s2.0 S2352012423006215 Maindileepkumarr538No ratings yet
- Asokan2009 PDFDocument9 pagesAsokan2009 PDFMoiz HashmiNo ratings yet
- Assessing The Recycling Potential of Glass Fibre Reinforced Plastic Waste in Concrete and Cement CompositesDocument11 pagesAssessing The Recycling Potential of Glass Fibre Reinforced Plastic Waste in Concrete and Cement CompositesLilik TrisnayantiNo ratings yet
- Recycled Glass Fiber Reinforced Polymer Additions To Portland Cement ConcreteDocument13 pagesRecycled Glass Fiber Reinforced Polymer Additions To Portland Cement ConcreteEmil MattotorangNo ratings yet
- Retrofitting of Geopolymer Beam Using Carbon Fibre MatDocument7 pagesRetrofitting of Geopolymer Beam Using Carbon Fibre MatHazim AzriNo ratings yet
- 1-s2.0-S0950061823037674-mainDocument11 pages1-s2.0-S0950061823037674-mainguirv03No ratings yet
- Recycled tire fibers improve freeze-thaw resistance of wet-sprayed concreteDocument10 pagesRecycled tire fibers improve freeze-thaw resistance of wet-sprayed concreteeri celyNo ratings yet
- Progress, Current Thinking and Challenges in Geopolymer Foam Concrete TechnologyDocument17 pagesProgress, Current Thinking and Challenges in Geopolymer Foam Concrete TechnologyGustavo SoaresNo ratings yet
- Thermal Conductivity and Hardened Behavior of Eco-Friendly Concrete Incorporating Waste Polypropylene As Fine AggregateDocument6 pagesThermal Conductivity and Hardened Behavior of Eco-Friendly Concrete Incorporating Waste Polypropylene As Fine AggregateShaker QaidiNo ratings yet
- 1 s2.0 S1359835X05002125 MainDocument7 pages1 s2.0 S1359835X05002125 MainVarti TorresNo ratings yet
- Effect of Micro Polypropylene Fibres and Nano TiO2 On The Fresh - and Hardened-State Properties of Geopolymer ConcreteDocument16 pagesEffect of Micro Polypropylene Fibres and Nano TiO2 On The Fresh - and Hardened-State Properties of Geopolymer ConcreteMohith D murthyNo ratings yet
- Graphene-Polymer Composites: EditorialDocument5 pagesGraphene-Polymer Composites: Editorialjoe trumpNo ratings yet
- Composites Part C: Open Access: Subrata Chandra Das, Angela D. La Rosa, Stergios Goutianos, Sotirios GrammatikosDocument16 pagesComposites Part C: Open Access: Subrata Chandra Das, Angela D. La Rosa, Stergios Goutianos, Sotirios Grammatikosmanoj kumar GNo ratings yet
- 1 s2.0 S0950061822028732 MainDocument12 pages1 s2.0 S0950061822028732 MainSamNo ratings yet
- Construction and Building Materials: Cheah Chee Ban, Lim Jay Sern, Mahyuddin B. RamliDocument16 pagesConstruction and Building Materials: Cheah Chee Ban, Lim Jay Sern, Mahyuddin B. Ramlijaysern7No ratings yet
- Singhal D2018 (Alccofine)Document10 pagesSinghal D2018 (Alccofine)swathi manianNo ratings yet
- 1 s2.0 S2214785323006636 MainDocument6 pages1 s2.0 S2214785323006636 MainAbinash Chandra PalNo ratings yet
- Gas Barrier Performance of Graphene Polymer NanocompositesDocument57 pagesGas Barrier Performance of Graphene Polymer Nanocompositeschaminda nayanajithNo ratings yet
- An Overview of Burst, Buckling, Durability and Corrosion Analysis of Lightweight FRP Composite Pipes and Their ApplicabilityDocument28 pagesAn Overview of Burst, Buckling, Durability and Corrosion Analysis of Lightweight FRP Composite Pipes and Their ApplicabilitysamanehNo ratings yet
- A New Approach For The Reuse of Scrap Carbon FiberDocument14 pagesA New Approach For The Reuse of Scrap Carbon FiberIvan LingNo ratings yet
- Pstruct 2021 113557Document12 pagesPstruct 2021 113557sherif fodaNo ratings yet
- Shukur-Mehran Paper PDFDocument10 pagesShukur-Mehran Paper PDFdilrangiNo ratings yet
- GFRP Rebars 3Document12 pagesGFRP Rebars 3Vandhana PVNo ratings yet
- 2002 - The Influence of Fibre Length and Concentration On The Properties of GF RF PP - 5. Injection Molded PPDocument12 pages2002 - The Influence of Fibre Length and Concentration On The Properties of GF RF PP - 5. Injection Molded PPSubramani PichandiNo ratings yet
- Critical Evaluation of Date Palm Sheath Fibre CharDocument17 pagesCritical Evaluation of Date Palm Sheath Fibre CharEvan AzerNo ratings yet
- 156 - Experimental Investigation On Mechanical Properties, Shrinkage and Warpage of Injection Molded Short Glass Fiber Reinforced PolypropyleneDocument13 pages156 - Experimental Investigation On Mechanical Properties, Shrinkage and Warpage of Injection Molded Short Glass Fiber Reinforced Polypropyleneayoub fsaNo ratings yet
- Materials 16 07009Document15 pagesMaterials 16 07009Christian RAMADJINo ratings yet
- 1 s2.0 S0921344921003141 MainDocument17 pages1 s2.0 S0921344921003141 MainannaNo ratings yet
- Thermoplastic GFRP For Reinforced and Prestressed Concrete: April 2021Document9 pagesThermoplastic GFRP For Reinforced and Prestressed Concrete: April 2021DineshNo ratings yet
- Experimental Study On Bond Durability of GFRP Bars in Concrete Exposed To Harsh Environmental Agents Freeze Thaw Cycles and Alkaline Saline SolutionDocument16 pagesExperimental Study On Bond Durability of GFRP Bars in Concrete Exposed To Harsh Environmental Agents Freeze Thaw Cycles and Alkaline Saline SolutionAnonymous QFaKvowNo ratings yet
- Evaluation of Durability and Functional Performance of Porous Polyurethane Mixture in Porous PavementDocument8 pagesEvaluation of Durability and Functional Performance of Porous Polyurethane Mixture in Porous Pavementfuyu980204No ratings yet
- Brick Manufacturing Using Waste MaterialsDocument8 pagesBrick Manufacturing Using Waste MaterialsAnjana Kanwar RajawatNo ratings yet
- Master of Technology (Structural Engineering) Submitted ToDocument66 pagesMaster of Technology (Structural Engineering) Submitted ToANKESH SHRIVASTAVANo ratings yet
- Polymers: A Review On Fresh, Hardened, and Microstructural Properties of Fibre-Reinforced Geopolymer ConcreteDocument31 pagesPolymers: A Review On Fresh, Hardened, and Microstructural Properties of Fibre-Reinforced Geopolymer ConcreteAmanda Camejo CoronaNo ratings yet
- Construction and Building Materials: Yue Chen, Guoping Cen, Yunhua CuiDocument11 pagesConstruction and Building Materials: Yue Chen, Guoping Cen, Yunhua CuiElber Cuya PillacaNo ratings yet
- Effect of Surface Treatment On Creep of Flax FRC Under Hygrotherm Aging ConditionsDocument8 pagesEffect of Surface Treatment On Creep of Flax FRC Under Hygrotherm Aging Conditionssanchana velalaganNo ratings yet
- Accepted ManuscriptDocument21 pagesAccepted ManuscriptVansala GanesanNo ratings yet
- Journal Bitumen RoofDocument7 pagesJournal Bitumen RoofFai's AlDahlanNo ratings yet
- Development of Rail Pads From Recycled Polymers For BallastedDocument14 pagesDevelopment of Rail Pads From Recycled Polymers For BallastedOficina técnica HermacastiNo ratings yet
- Testing Erosion For FRPDocument6 pagesTesting Erosion For FRPocta aldyNo ratings yet
- 1 s2.0 S2213138824001061 MainDocument8 pages1 s2.0 S2213138824001061 MainLuciano MagalhãesNo ratings yet
- J.conbuildmat.2011.10.026 - Questão 3Document7 pagesJ.conbuildmat.2011.10.026 - Questão 3Bruna GiovanniniNo ratings yet
- Carro Lopez 2015Document11 pagesCarro Lopez 2015nesy610No ratings yet
- Wei 2014Document8 pagesWei 2014A LettristeNo ratings yet
- Construction and Building MaterialsDocument12 pagesConstruction and Building MaterialsDoua AbdouNo ratings yet
- Experimental Study On Strengthening of RCC Slab by Using CFRP & GFRP SheetsDocument9 pagesExperimental Study On Strengthening of RCC Slab by Using CFRP & GFRP SheetsVaishaliNo ratings yet
- Creep Behavior Prediction of Multi-Layer Graphene Embedded Glass Fiber - Epoxy Composites Using Time-Temperature Superposition PrincipleDocument37 pagesCreep Behavior Prediction of Multi-Layer Graphene Embedded Glass Fiber - Epoxy Composites Using Time-Temperature Superposition PrincipleShabi HadashNo ratings yet
- Materials 15 01596Document18 pagesMaterials 15 01596Javad AndiNo ratings yet
- Bond Strength of FRP Bars in Recycled-Aggregate ConcreteDocument13 pagesBond Strength of FRP Bars in Recycled-Aggregate ConcreteAlexandre RochaNo ratings yet
- Combined Effects of Saline Solution and Concrete on GFRP Bar DurabilityDocument11 pagesCombined Effects of Saline Solution and Concrete on GFRP Bar DurabilityumashankaryaligarNo ratings yet
- 13 50 PDFDocument18 pages13 50 PDFraviteja036No ratings yet
- Construction and Building Materials: J.M. Pastor, L.D. García, S. Quintana, J. PeñaDocument9 pagesConstruction and Building Materials: J.M. Pastor, L.D. García, S. Quintana, J. PeñaXiomara DiazNo ratings yet
- Opportunities For The Recycling of Fiber Reinforced Plastics Under Technical, Economic and Social AspectsDocument6 pagesOpportunities For The Recycling of Fiber Reinforced Plastics Under Technical, Economic and Social AspectsIJRASETPublicationsNo ratings yet
- Effects of Jute Fabric Structures On The Performance of Jute-Reinforced Polypropylene CompositesDocument9 pagesEffects of Jute Fabric Structures On The Performance of Jute-Reinforced Polypropylene CompositesabiliovieiraNo ratings yet
- Construction and Building Materials: D. Soares, J. de Brito, J. Ferreira, J. PachecoDocument10 pagesConstruction and Building Materials: D. Soares, J. de Brito, J. Ferreira, J. Pachecoisaias Garcia sanchezNo ratings yet
- Durability of FRP Rods For Concrete Structures: Francesco Micelli, Antonio NanniDocument13 pagesDurability of FRP Rods For Concrete Structures: Francesco Micelli, Antonio NannialpegambarliNo ratings yet
- Ajassp 2017 878 885Document8 pagesAjassp 2017 878 885vijayNo ratings yet
- Seminar Report On Glass Fibre Reinforced PolymersDocument22 pagesSeminar Report On Glass Fibre Reinforced PolymersShravan Sudhir KNo ratings yet
- Accepted Manuscript: Composite StructuresDocument28 pagesAccepted Manuscript: Composite StructuresPraveen RajNo ratings yet
- Handbook of Composites from Renewable Materials, Design and ManufacturingFrom EverandHandbook of Composites from Renewable Materials, Design and ManufacturingNo ratings yet
- Significator Soft He 10 TH HouseDocument2 pagesSignificator Soft He 10 TH HouseSubramani PichandiNo ratings yet
- Natural 3D Woven CompositesDocument3 pagesNatural 3D Woven CompositesSubramani PichandiNo ratings yet
- 2016 - 3D Carboncarbon Composites With Vertically Aligned CNT Providing Direct and Indirect Reinforcements To The Pyrocarbon MatrixDocument9 pages2016 - 3D Carboncarbon Composites With Vertically Aligned CNT Providing Direct and Indirect Reinforcements To The Pyrocarbon MatrixSubramani PichandiNo ratings yet
- 2017 - Multiscale Polymer Composites A Review of The Interlaminar Fracture Toughness ImprovementDocument27 pages2017 - Multiscale Polymer Composites A Review of The Interlaminar Fracture Toughness ImprovementSubramani PichandiNo ratings yet
- 2017 - Effect of Fiber Length and Dispersion On Properties of Long GF Reinforced TPC Based On PBTDocument16 pages2017 - Effect of Fiber Length and Dispersion On Properties of Long GF Reinforced TPC Based On PBTSubramani PichandiNo ratings yet
- 2016 - Multi-Scale Toughening of Fibre Composites Using Carbon Nanofibers and Z-PinsDocument12 pages2016 - Multi-Scale Toughening of Fibre Composites Using Carbon Nanofibers and Z-PinsSubramani PichandiNo ratings yet
- 2017 - Development of Multistitched 3D Nanocomposite and Evaluation of Its Mech and Impact PropertiesDocument12 pages2017 - Development of Multistitched 3D Nanocomposite and Evaluation of Its Mech and Impact PropertiesSubramani PichandiNo ratings yet
- 2017 - Multifunctional Composites Using Reinforced Laminae With Carbon-Nanotube ForestsDocument6 pages2017 - Multifunctional Composites Using Reinforced Laminae With Carbon-Nanotube ForestsSubramani PichandiNo ratings yet
- 2017 - Electromagnetic Properties of 3D Woven Carbon Fiber Fabricepoxy CompositeDocument9 pages2017 - Electromagnetic Properties of 3D Woven Carbon Fiber Fabricepoxy CompositeSubramani PichandiNo ratings yet
- 2017 - Interlaminar Microstructure and Mech Response of 3D Robust GF-polyester Composites Modified With CNFDocument10 pages2017 - Interlaminar Microstructure and Mech Response of 3D Robust GF-polyester Composites Modified With CNFSubramani PichandiNo ratings yet
- 2017 - Mechanical Properties of Nano-SiO2 Reinforced 3D Glass Fiberepoxy CompositesDocument14 pages2017 - Mechanical Properties of Nano-SiO2 Reinforced 3D Glass Fiberepoxy CompositesSubramani PichandiNo ratings yet
- Advancements in Manufacturing and Applications of 3-D Woven Preforms and CompositesDocument10 pagesAdvancements in Manufacturing and Applications of 3-D Woven Preforms and CompositessubbuiitNo ratings yet
- 2013 - Multiscale Fibre Reinforced TP Composites Incorporating Carbon Nanotubes-A ReviewDocument19 pages2013 - Multiscale Fibre Reinforced TP Composites Incorporating Carbon Nanotubes-A ReviewSubramani PichandiNo ratings yet
- 2002 - The Influence of Fibre Length and Concentration On The Properties of GF RF PP - 5. Injection Molded PPDocument12 pages2002 - The Influence of Fibre Length and Concentration On The Properties of GF RF PP - 5. Injection Molded PPSubramani PichandiNo ratings yet
- 2017 - Characterization of SGF Reinforced PP Composites in Tension and CompressionDocument2 pages2017 - Characterization of SGF Reinforced PP Composites in Tension and CompressionSubramani PichandiNo ratings yet
- 2015 - Fatigue Behavior and Modeling of Short Fiber Reinforced Polymer Composites - A Literature ReviewDocument25 pages2015 - Fatigue Behavior and Modeling of Short Fiber Reinforced Polymer Composites - A Literature ReviewSubramani PichandiNo ratings yet
- Finite Element Analysis of Glass Fibre Reinforced Thermoplastic Composites For Structural Automotive ComponentsDocument248 pagesFinite Element Analysis of Glass Fibre Reinforced Thermoplastic Composites For Structural Automotive ComponentsTamilselvanMurugan100% (1)
- 2001 - Creep Crack Growth in A SGF RF PP CompositeDocument5 pages2001 - Creep Crack Growth in A SGF RF PP CompositeSubramani PichandiNo ratings yet
- 2016 - Creep Behaviour of Injection-Moulded Basalt Fibre Reinforced PLA CompositesDocument11 pages2016 - Creep Behaviour of Injection-Moulded Basalt Fibre Reinforced PLA CompositesSubramani PichandiNo ratings yet
- 2017 - Mech Properties of GF BF Reinforced PP Hybrid Composites Fabricated by The DFFIM ProcessDocument4 pages2017 - Mech Properties of GF BF Reinforced PP Hybrid Composites Fabricated by The DFFIM ProcessSubramani PichandiNo ratings yet
- 2012 - Thermoforming Carbon Fibre-Reinforced Thermoplastic CompositesDocument25 pages2012 - Thermoforming Carbon Fibre-Reinforced Thermoplastic CompositesSubramani PichandiNo ratings yet
- 2000 - Tensile Properties of Short-Glass-Fiber - and Short-Carbon-Fiber-Reinforced PP CompositesDocument9 pages2000 - Tensile Properties of Short-Glass-Fiber - and Short-Carbon-Fiber-Reinforced PP CompositesSubramani PichandiNo ratings yet
- 2012 - Optimization of Woven Carbon Fiber Reinforced Composites For Structural & Tribological Applicat - PPTDocument46 pages2012 - Optimization of Woven Carbon Fiber Reinforced Composites For Structural & Tribological Applicat - PPTSubramani PichandiNo ratings yet
- 2015 - Thermo-Mechanical Performance of Poly (Lactic Acid) Flax Fibre RF BiocompositesDocument13 pages2015 - Thermo-Mechanical Performance of Poly (Lactic Acid) Flax Fibre RF BiocompositesSubramani PichandiNo ratings yet
- 2017 - Silane-Treated Basalt Fiber-RF PBS Biocomposites Interfacial Crystallization and Tensile PropertiesDocument14 pages2017 - Silane-Treated Basalt Fiber-RF PBS Biocomposites Interfacial Crystallization and Tensile PropertiesSubramani PichandiNo ratings yet
- 2014 - Synthetic Fibers and TP Short-Fiber-Reinforced Polymers - Properties and CharacterizationDocument10 pages2014 - Synthetic Fibers and TP Short-Fiber-Reinforced Polymers - Properties and CharacterizationSubramani PichandiNo ratings yet
- 2017 - Fatigue of Short Fiber Thermoplastic Composites A Review of Recent Experimental Results and AnalysisDocument13 pages2017 - Fatigue of Short Fiber Thermoplastic Composites A Review of Recent Experimental Results and AnalysisSubramani PichandiNo ratings yet
- 2014 - Synthetic Fibers and TP Short-Fiber-Reinforced Polymers - Properties and CharacterizationDocument10 pages2014 - Synthetic Fibers and TP Short-Fiber-Reinforced Polymers - Properties and CharacterizationSubramani PichandiNo ratings yet
- 2015 - Evolution of The Fibre-Matrix Interactions in Basalt-Fibre-RF Geopolymer-Matrix Composites After HeatingDocument9 pages2015 - Evolution of The Fibre-Matrix Interactions in Basalt-Fibre-RF Geopolymer-Matrix Composites After HeatingSubramani PichandiNo ratings yet
- 2014 - Investigation of Injection Moulded Poly (Lactic Acid) Reinforced With Long Basalt FibresDocument8 pages2014 - Investigation of Injection Moulded Poly (Lactic Acid) Reinforced With Long Basalt FibresSubramani PichandiNo ratings yet
- LCA-based Carbon FootprintDocument7 pagesLCA-based Carbon FootprintElladaNo ratings yet
- Pakistani Coal BlendingDocument5 pagesPakistani Coal BlendingstufftufailNo ratings yet
- Iee Unbalanced PDFDocument5 pagesIee Unbalanced PDFDery TriNo ratings yet
- Chem2420 HW1Document3 pagesChem2420 HW1趙彥邦No ratings yet
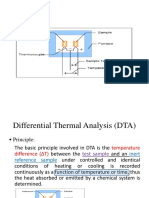
- Differential Thermal AnalysisDocument9 pagesDifferential Thermal AnalysisDanielNo ratings yet
- Doing Better by The Environment: Sustainable Development Rio and AfterDocument2 pagesDoing Better by The Environment: Sustainable Development Rio and AfterValentina Moreno RicoNo ratings yet
- Fyndi Abdi Wibowo - 2021 - J. - Phys. - Conf. - Ser. - 1816 - 012099Document9 pagesFyndi Abdi Wibowo - 2021 - J. - Phys. - Conf. - Ser. - 1816 - 012099Fyndi Aw AwNo ratings yet
- Cutting Edge Technology For Power & Electrical SystemsDocument15 pagesCutting Edge Technology For Power & Electrical SystemsSuleiman BaruniNo ratings yet
- Chapter 2 - The Particulate Nature of MatterDocument3 pagesChapter 2 - The Particulate Nature of MatterMahad AsimNo ratings yet
- IGA Quarterly Newsletter Highlights Geothermal DevelopmentsDocument16 pagesIGA Quarterly Newsletter Highlights Geothermal DevelopmentsWillianNo ratings yet
- Nitrogen IG100 Fire Supression DESIGN CALCULATION-15Document2 pagesNitrogen IG100 Fire Supression DESIGN CALCULATION-15anwerquadriNo ratings yet
- 拉伸工艺对聚丙烯片材结晶取向及拉伸强度的影响Document6 pages拉伸工艺对聚丙烯片材结晶取向及拉伸强度的影响Philip ShihNo ratings yet
- Lecture Note Hilly Region Planning by IslamDocument9 pagesLecture Note Hilly Region Planning by IslamK. M. Ashraful IslamNo ratings yet
- Chapter 3 DynamicsDocument17 pagesChapter 3 DynamicsTutor_KLNo ratings yet
- Diffusion of Helium Through QuartzDocument5 pagesDiffusion of Helium Through QuartzElenaNo ratings yet
- Shell and Tube Exchangers - General Design ConsiderationsDocument2 pagesShell and Tube Exchangers - General Design Considerationsshiel175100% (1)
- Importance of HydrologyDocument3 pagesImportance of HydrologyAngela Christine DensingNo ratings yet
- Oxidation Behaviour of Silicon Carbide - A Review PDFDocument11 pagesOxidation Behaviour of Silicon Carbide - A Review PDFcleitononline4599No ratings yet
- Interactive Textbook1 2 Pproperties of MatterDocument7 pagesInteractive Textbook1 2 Pproperties of Matterapi-240094705No ratings yet
- Jena 2019Document68 pagesJena 2019Amir MahmudNo ratings yet
- ENEVA Corporate PresentationDocument31 pagesENEVA Corporate PresentationMPXE_RINo ratings yet
- A Survey of The Smart Grid Technologies BackgroundDocument11 pagesA Survey of The Smart Grid Technologies BackgroundTaner YenerNo ratings yet
- Atoms and Elements ExplainedDocument10 pagesAtoms and Elements ExplainedsleepyanyaNo ratings yet
- WavelengthPeriodFrequency QuestionsDocument2 pagesWavelengthPeriodFrequency QuestionssalmasomaNo ratings yet
- The Evolution of The UniverseDocument101 pagesThe Evolution of The UniverseNoman QureshiNo ratings yet
- ACI-207.4R-93 Cooling and Insulating Systems For Mass ConcreteDocument22 pagesACI-207.4R-93 Cooling and Insulating Systems For Mass Concreteorlandomanriquez100% (2)
- Efficiency of Solar Energy in El Paso Alejandra Licon The University of Texas at El PasoDocument11 pagesEfficiency of Solar Energy in El Paso Alejandra Licon The University of Texas at El Pasoapi-302215696No ratings yet
- 1D03 Topics Outline - C03-C04 - F2016Document1 page1D03 Topics Outline - C03-C04 - F2016NeedForSleepNo ratings yet
- COOLING WATER TRAINING PROGRAMDocument163 pagesCOOLING WATER TRAINING PROGRAMEduardo Castillo100% (1)
- Mechanical Behaviour of y Ash/Sic Particles Reinforced Al-Zn Alloy-Based Metal Matrix Composites Fabricated by Stir Casting MethodDocument8 pagesMechanical Behaviour of y Ash/Sic Particles Reinforced Al-Zn Alloy-Based Metal Matrix Composites Fabricated by Stir Casting Methodsaeed jamalNo ratings yet