You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Gat Sample Paper 2Document12 pagesGat Sample Paper 2Muhammad Ashraf100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Corrosion Types and Prevention Methods in 40 CharactersDocument75 pagesCorrosion Types and Prevention Methods in 40 CharactersCipri Croitor0% (1)
- SiliconeSurfactants SILTECHDocument6 pagesSiliconeSurfactants SILTECHA MahmoodNo ratings yet
- BS3974 Pipe SupportsDocument20 pagesBS3974 Pipe SupportsTony100% (1)
- Hotpoint Service Manual Fridge FreezerDocument36 pagesHotpoint Service Manual Fridge FreezerMANUEL RODRIGUEZ HERRERA100% (1)
- McqsDocument2 pagesMcqsMuhammad Sohail TariqNo ratings yet
- Sample Test PaperDocument4 pagesSample Test PaperMuhammad Sohail TariqNo ratings yet
- Solution Manual For Engineering Fundamentals of The Internal Combustion Engine PDFDocument13 pagesSolution Manual For Engineering Fundamentals of The Internal Combustion Engine PDFHector Hidalgo33% (3)
- Theoratical Project WorthDocument4 pagesTheoratical Project WorthMuhammad Sohail TariqNo ratings yet
- Multiple ChoiceDocument66 pagesMultiple ChoiceMuhammad Sohail TariqNo ratings yet
- Challan Form-21-05-2014 PDFDocument1 pageChallan Form-21-05-2014 PDFAila DarNo ratings yet
- Power PlantDocument3 pagesPower PlantMuhammad Sohail TariqNo ratings yet
- To Determine The Coefficient of Performance of Heat Pump and Production of Heat Pump Performance Curves Over A Range of Source and Delivery TemperaturesDocument11 pagesTo Determine The Coefficient of Performance of Heat Pump and Production of Heat Pump Performance Curves Over A Range of Source and Delivery TemperaturesMuhammad Sohail Tariq0% (1)
- List of FYP For 2014 SessionDocument3 pagesList of FYP For 2014 SessionMuhammad Sohail TariqNo ratings yet
- Course Plan - Machine Design-LDocument2 pagesCourse Plan - Machine Design-LMuhammad Sohail TariqNo ratings yet
- (211102669) Experiment1-4 - HvacDocument10 pages(211102669) Experiment1-4 - HvacMuhammad Sohail TariqNo ratings yet
- Final Year Project Registration Form 2014Document1 pageFinal Year Project Registration Form 2014Muhammad Sohail TariqNo ratings yet
- Power PlantDocument3 pagesPower PlantMuhammad Sohail TariqNo ratings yet
- MM Lab Ex 1 & 2Document8 pagesMM Lab Ex 1 & 2Muhammad Sohail TariqNo ratings yet
- New Microsoft Word DocumentDocument4 pagesNew Microsoft Word DocumentMuhammad Sohail TariqNo ratings yet
- RAC LAB ASSIGNMENT ComponentsDocument5 pagesRAC LAB ASSIGNMENT ComponentsMuhammad Sohail TariqNo ratings yet
- New Microsoft Word DocumentDocument5 pagesNew Microsoft Word DocumentMuhammad Sohail TariqNo ratings yet
- PMS Past Papaer 2016 English Eassy PDFDocument1 pagePMS Past Papaer 2016 English Eassy PDFMuhammad Sohail TariqNo ratings yet
- (211102669) Experiment1-4 - HvacDocument10 pages(211102669) Experiment1-4 - HvacMuhammad Sohail TariqNo ratings yet
- Theoratical Project WorthDocument4 pagesTheoratical Project WorthMuhammad Sohail TariqNo ratings yet
- PMS Past Papaer 2016 English EassyDocument1 pagePMS Past Papaer 2016 English EassyMuhammad Sohail TariqNo ratings yet
- Engg - CW Date Sheet (29 Aug2016)Document2 pagesEngg - CW Date Sheet (29 Aug2016)Muhammad Sohail TariqNo ratings yet
- New Microsoft Word DocumentDocument2 pagesNew Microsoft Word DocumentMuhammad Sohail TariqNo ratings yet
- New Microsoft Word DocumentDocument4 pagesNew Microsoft Word DocumentMuhammad Sohail TariqNo ratings yet
- QuestionnaireDocument7 pagesQuestionnaireMuhammad Sohail TariqNo ratings yet
- Engg CW DetailsDocument26 pagesEngg CW DetailsMuhammad Sohail TariqNo ratings yet
- Pakistan Energy Policy Energy Conservation TaxationDocument1 pagePakistan Energy Policy Energy Conservation TaxationMuhammad Sohail TariqNo ratings yet
- PMS Past Papaer 2016 English EassyDocument1 pagePMS Past Papaer 2016 English EassyMuhammad Sohail TariqNo ratings yet
- Carcass Chilling Systems and Their Impact On Meat Quality - Pig Articles From The Pig SiteDocument3 pagesCarcass Chilling Systems and Their Impact On Meat Quality - Pig Articles From The Pig SiteJose Romanillos VelascoNo ratings yet
- Um String Code 2 0 eDocument46 pagesUm String Code 2 0 ehydrasearchNo ratings yet
- Acer Ferrari 3400 Laptop ManualDocument113 pagesAcer Ferrari 3400 Laptop Manualmoming1No ratings yet
- HE Hydra Jar Manual 6-80Document31 pagesHE Hydra Jar Manual 6-80Yuri KostNo ratings yet
- Industrial Hose Products - DAYCODocument200 pagesIndustrial Hose Products - DAYCOHebert CcahuanaNo ratings yet
- Geotech Final ReportDocument38 pagesGeotech Final Reportapi-320590292No ratings yet
- Andrews General Usability HeuristicsDocument1 pageAndrews General Usability HeuristicsGhaniNo ratings yet
- XT316 Air SockerDocument4 pagesXT316 Air Sockeryudiar djamaldilliahNo ratings yet
- MC Lab Manual ModifiedDocument64 pagesMC Lab Manual ModifiedBaswamy CseNo ratings yet
- Cal Val Refile ValveDocument1 pageCal Val Refile Valvesourav samadderNo ratings yet
- CAD (ME2155) Lab ManualDocument18 pagesCAD (ME2155) Lab Manualharishj93No ratings yet
- 12 ElectrostaticsDocument24 pages12 ElectrostaticsTanvi ShahNo ratings yet
- Customer service records for auto repairsDocument30 pagesCustomer service records for auto repairsAsad LaghariNo ratings yet
- Lecture Notes 2 Nano MaterialsDocument21 pagesLecture Notes 2 Nano MaterialsHuzaifa ShabbirNo ratings yet
- Espectrómetro FT-IR Nicolet Is 10Document1 pageEspectrómetro FT-IR Nicolet Is 10Adriano BludegardNo ratings yet
- Lecture - Force MethodDocument73 pagesLecture - Force MethodF FNo ratings yet
- Kinematics equations motion problemsDocument3 pagesKinematics equations motion problemsAhmed HossainNo ratings yet
- OpenDSS Level 1 TrainingDocument85 pagesOpenDSS Level 1 Trainingraul_bsu100% (1)
- HTML DOM TutorialDocument11 pagesHTML DOM Tutorialapi-3819971100% (1)
- Furniture Plans How To Build A Rocking ChairDocument10 pagesFurniture Plans How To Build A Rocking ChairAntónio SousaNo ratings yet
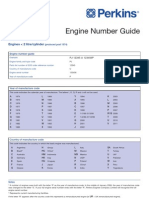
- Perkins Engine Number Guide PP827Document6 pagesPerkins Engine Number Guide PP827Muthu Manikandan100% (1)
- Singly Linked Lists AlgorithmDocument18 pagesSingly Linked Lists AlgorithmGSX-R 1100No ratings yet
- Farris 2700 ManualDocument12 pagesFarris 2700 ManualNelson AlvarezNo ratings yet
- Traffic Engineering Bachelor of Science in Civil EngineeringDocument22 pagesTraffic Engineering Bachelor of Science in Civil EngineeringDaisy AstijadaNo ratings yet
- SeminarDocument4 pagesSeminarmukulNo ratings yet
- Monarch Industrial Products (I) Pvt. Ltd. Decorative Floor Toppings Supply Order Price ListDocument1 pageMonarch Industrial Products (I) Pvt. Ltd. Decorative Floor Toppings Supply Order Price ListgangadevimgmNo ratings yet