You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Civil Mini Project DivyaKamathDocument63 pagesCivil Mini Project DivyaKamathJanaki Vamaraju100% (1)
- PAMBA - STP Specificatin - 4.2.2014Document6 pagesPAMBA - STP Specificatin - 4.2.2014Preetha SreekumarNo ratings yet
- Passive Design Features For Energy-Efficient ResidentialDocument107 pagesPassive Design Features For Energy-Efficient Residentialshamrin62100% (2)
- Solar Energy StorageDocument85 pagesSolar Energy StoragePreetha SreekumarNo ratings yet
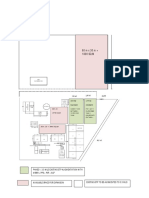
- Pamba STP Site Layout PlanDocument1 pagePamba STP Site Layout PlanPreetha SreekumarNo ratings yet
- Bdo Report Vision National Sports MuseumDocument69 pagesBdo Report Vision National Sports MuseumPreetha SreekumarNo ratings yet
- Eia Noti Amendment Dated 25.06.2014 PDFDocument10 pagesEia Noti Amendment Dated 25.06.2014 PDFPreetha SreekumarNo ratings yet
- Multi Storey Residential Building-StaadDocument131 pagesMulti Storey Residential Building-StaadMadhukar Gaikwad91% (22)
- Experimental Study on Strength of Fly Ash Brick MasonryDocument5 pagesExperimental Study on Strength of Fly Ash Brick MasonryKiran KoraddiNo ratings yet
- Trivandrum HandbookDocument54 pagesTrivandrum HandbookPreetha SreekumarNo ratings yet
- NAWTEC Gasification KleinDocument13 pagesNAWTEC Gasification KleinPreetha SreekumarNo ratings yet
- Child Labour - Social EvilDocument1 pageChild Labour - Social EvilPreetha SreekumarNo ratings yet
- Mass & Energy BalanceDocument147 pagesMass & Energy BalancePreetha Sreekumar100% (1)
- Alternative Strategies For Energy Recovery From Municipal Solid Waste Part A Mass and Energy BalancesDocument14 pagesAlternative Strategies For Energy Recovery From Municipal Solid Waste Part A Mass and Energy BalancesPreetha SreekumarNo ratings yet
- 17.prefea RiverfrontDocument70 pages17.prefea RiverfrontSumuk_Ramashas_1323100% (2)
- Appu - Poster 1Document2 pagesAppu - Poster 1Preetha SreekumarNo ratings yet
- Appu - WENG Et Al 2003 Utilization of Sludge As Brick MaterialsDocument7 pagesAppu - WENG Et Al 2003 Utilization of Sludge As Brick MaterialsPreetha SreekumarNo ratings yet
- Garden WWTPDocument7 pagesGarden WWTPPreetha SreekumarNo ratings yet
- Bhuri Beri DPR PDFDocument255 pagesBhuri Beri DPR PDFPreetha SreekumarNo ratings yet
- FishDocument8 pagesFishPreetha SreekumarNo ratings yet
- WW TreatmentDocument45 pagesWW TreatmentPreetha SreekumarNo ratings yet
- Public Works Tender ProcessDocument30 pagesPublic Works Tender ProcessPreetha SreekumarNo ratings yet
- Coal Vs Gas Power PlantDocument19 pagesCoal Vs Gas Power PlantPreetha SreekumarNo ratings yet
- MFDocument43 pagesMFPreetha SreekumarNo ratings yet
- Medicinal PlantsDocument211 pagesMedicinal PlantsDr-Abdulrahman GhonemNo ratings yet
- KSEB Annual Plan 2011-12 - Circular 11.10.10Document6 pagesKSEB Annual Plan 2011-12 - Circular 11.10.10Preetha SreekumarNo ratings yet
- Roads and Environment - A HandbookDocument11 pagesRoads and Environment - A HandbookPreetha SreekumarNo ratings yet
- Carbon Bazaar 2009Document70 pagesCarbon Bazaar 2009Preetha SreekumarNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Excel ShortcutsDocument21 pagesExcel Shortcutsrushishinde9797No ratings yet
- Thrust Bearing CalculationsDocument162 pagesThrust Bearing Calculationslahiru1983100% (1)
- ParkerDocument106 pagesParkerJoseJSanchezNo ratings yet
- Lecture - 12 - Project EvaluationDocument68 pagesLecture - 12 - Project EvaluationEngr. Md. Ashraful AlamNo ratings yet
- Symmetric GroupDocument13 pagesSymmetric GroupPriyanka PatelNo ratings yet
- Fire ZoneDocument8 pagesFire ZoneKannan NNo ratings yet
- Measure Runoff and Soil Loss at Erosion Plots in TanzaniaDocument19 pagesMeasure Runoff and Soil Loss at Erosion Plots in TanzaniaMohd Sofiyan Bin SulaimanNo ratings yet
- Training Seminar ON GSM Held at BSNL: Presented By: Charli Bagga Kriti Rastogi (AEI-08)Document51 pagesTraining Seminar ON GSM Held at BSNL: Presented By: Charli Bagga Kriti Rastogi (AEI-08)Ankita BharadwajNo ratings yet
- Datasheet PDFDocument16 pagesDatasheet PDFSergio Daniel BarretoNo ratings yet
- ScanKromsator ManualDocument9 pagesScanKromsator ManualcensoredchapterNo ratings yet
- Effects of Osteoarthritis and Fatigue On Proprioception of The Knee JointDocument5 pagesEffects of Osteoarthritis and Fatigue On Proprioception of The Knee JointRosaneLacerdaNo ratings yet
- Cognac Brandies From A Region of France, Cognac Are Called Cognac. They Are Known To Be The Best Types of Brandies in The WorldDocument3 pagesCognac Brandies From A Region of France, Cognac Are Called Cognac. They Are Known To Be The Best Types of Brandies in The Worldmanuk193No ratings yet
- Yokogawa 2015 Centum VP For Batch ControlDocument9 pagesYokogawa 2015 Centum VP For Batch ControlArzymanNo ratings yet
- Laura Hasley Statistics-Chi-Squared Goodness of Fit Test Lesson PlanDocument11 pagesLaura Hasley Statistics-Chi-Squared Goodness of Fit Test Lesson Planapi-242213383No ratings yet
- Weld-Ing On in Inservice Pipelines - tcm153574190Document7 pagesWeld-Ing On in Inservice Pipelines - tcm153574190Freddy Rondonil SNo ratings yet
- Noc18 cs48 Assignment3Document4 pagesNoc18 cs48 Assignment3shweta100% (1)
- Slides-Developing Owner Cost Estimate PDFDocument117 pagesSlides-Developing Owner Cost Estimate PDFDedi JuherdiNo ratings yet
- John Deere 772d 6wd GraderDocument6 pagesJohn Deere 772d 6wd GraderyaserattiaNo ratings yet
- Electronic Principles IV, 7-8. Military Curriculum Materials For Vocational and Technical Education.Document571 pagesElectronic Principles IV, 7-8. Military Curriculum Materials For Vocational and Technical Education.SolNo ratings yet
- Mathematics T (954/1) Functions QuizDocument1 pageMathematics T (954/1) Functions QuizmasyatiNo ratings yet
- Green Building Store MVHR Brochure-File032484Document9 pagesGreen Building Store MVHR Brochure-File032484Anthi ValavaniNo ratings yet
- This Study Resource Was: Titration Level 1Document4 pagesThis Study Resource Was: Titration Level 1Camaya RumbleNo ratings yet
- Shape and angle detective game for kidsDocument21 pagesShape and angle detective game for kidsbemusaNo ratings yet
- Dynamic Programming Algorithm Explained in ECE 551 LectureDocument11 pagesDynamic Programming Algorithm Explained in ECE 551 Lectureadambose1990No ratings yet
- Mebs7014 2223 03Document78 pagesMebs7014 2223 03Yuki ChanNo ratings yet
- EL Bay-O-Net Current-Limiting Fuse Assembly - CA132039ENDocument4 pagesEL Bay-O-Net Current-Limiting Fuse Assembly - CA132039ENfederico4thNo ratings yet
- PLC Introduction: Programmable Logic Controller BasicsDocument3 pagesPLC Introduction: Programmable Logic Controller Basicssreekanthtg007No ratings yet
- Discoverer Installation and Integration With EBSDocument25 pagesDiscoverer Installation and Integration With EBSRajendra PrasadNo ratings yet
- Wilo Fire Fighting BrochureDocument20 pagesWilo Fire Fighting BrochureAkhmad Darmaji DjamhuriNo ratings yet
- Performance comparison of bored and excavated pilesDocument10 pagesPerformance comparison of bored and excavated pilesDavid Aponte RojasNo ratings yet