You might also like
- CS - P08-1186 International Tower Capital CentreDocument4 pagesCS - P08-1186 International Tower Capital Centrefrog15No ratings yet
- Standard Penetration TestDocument21 pagesStandard Penetration TestVenkatesh ThumatiNo ratings yet
- Slide FOCDocument17 pagesSlide FOCadriana farnizaNo ratings yet
- Deep Excavation Supported by Diaphragm Wall - A Case StudyDocument11 pagesDeep Excavation Supported by Diaphragm Wall - A Case StudyCEG BangladeshNo ratings yet
- The Oxford Learner's Dictionary of Academic EnglishDocument5 pagesThe Oxford Learner's Dictionary of Academic EnglishYoppik Disma Girindra PutraNo ratings yet
- Improving Soil with Stone ColumnsDocument6 pagesImproving Soil with Stone ColumnsmooolkaNo ratings yet
- GroutingDocument15 pagesGroutingDev Thakkar100% (1)
- During Tremie Concreting The Following Precautions Are To Be Taken While Doing The WorkDocument2 pagesDuring Tremie Concreting The Following Precautions Are To Be Taken While Doing The WorkRaghavendraNo ratings yet
- Keller 20 01EN Bored PilesDocument4 pagesKeller 20 01EN Bored PilesFauzi FirmanNo ratings yet
- 3.3 Pile CapDocument16 pages3.3 Pile CapEnrike GarciaNo ratings yet
- Construction Defects in Deep Excavation and Their RemediesDocument4 pagesConstruction Defects in Deep Excavation and Their Remediesvenkateswara rao pothinaNo ratings yet
- Raft foundation guideDocument7 pagesRaft foundation guide18 FAISAL SHAH100% (1)
- Method Statement For Prestressing of HT StrandsDocument3 pagesMethod Statement For Prestressing of HT StrandsBhanu Prasad EdemNo ratings yet
- Rapid Load Testing of Foundation Piles in Barcelona:: IssueDocument5 pagesRapid Load Testing of Foundation Piles in Barcelona:: IssuebozarromegustaNo ratings yet
- Practical Shoring Systems PresentationDocument53 pagesPractical Shoring Systems PresentationMajdi AljarrahNo ratings yet
- BackfillingDocument3 pagesBackfillingAjay SastryNo ratings yet
- Waterproofing Structures Installed Below Ground Level PDFDocument50 pagesWaterproofing Structures Installed Below Ground Level PDFDirk BummNo ratings yet
- COLUMNASDocument10 pagesCOLUMNASRoger Geronimo Jiménez100% (1)
- DocuCentre 2058-2056 Hires PH BrochureDocument2 pagesDocuCentre 2058-2056 Hires PH BrochureRumen StoychevNo ratings yet
- Bedding and Fill Heights For Concrete Roadway Pipe and Box CulvertsDocument263 pagesBedding and Fill Heights For Concrete Roadway Pipe and Box CulvertsAnonymous kRIjqBLkNo ratings yet
- TheStability of A Laminated Voussoir Beam PDFDocument17 pagesTheStability of A Laminated Voussoir Beam PDFDaniel SantanaNo ratings yet
- Notes On Hy-RibDocument20 pagesNotes On Hy-RibMohd Faizal100% (1)
- Piling Equipments DMC Augur PDFDocument11 pagesPiling Equipments DMC Augur PDFgeosnovaNo ratings yet
- SBMA Technology: Single Bore Multiple AnchorDocument2 pagesSBMA Technology: Single Bore Multiple AnchorAishwarya Prabhakaran100% (1)
- Soil Report PDFDocument42 pagesSoil Report PDFNemat UllahNo ratings yet
- Diaphragm WallDocument14 pagesDiaphragm WallDwight AndersonNo ratings yet
- Aluminium Form Work - (Compressed)Document86 pagesAluminium Form Work - (Compressed)Ranjan KunduNo ratings yet
- Fiber Board Datasheet PDFDocument8 pagesFiber Board Datasheet PDFgireeshkumarb3874No ratings yet
- Bi-Directional Pile Load Testing ProceduresDocument22 pagesBi-Directional Pile Load Testing ProceduresHemant YesajiNo ratings yet
- Rock-Socketed Large Diameter Bored Pile and Geophysical Survey in Cavernous Karst AreaDocument8 pagesRock-Socketed Large Diameter Bored Pile and Geophysical Survey in Cavernous Karst AreaHilary YNo ratings yet
- Deep Excavation and Earth RetentionDocument71 pagesDeep Excavation and Earth RetentionESAM ALHASHEDINo ratings yet
- A Parametric Study of Wall Deflections in Deep Excavations With The Installation of Cross Walls PDFDocument11 pagesA Parametric Study of Wall Deflections in Deep Excavations With The Installation of Cross Walls PDFAhmed ArafaNo ratings yet
- Gunite & ShortcreteDocument146 pagesGunite & ShortcreteSushil DhunganaNo ratings yet
- Diaphragm/slurry Wall SpecificationDocument27 pagesDiaphragm/slurry Wall SpecificationRoy PersonalNo ratings yet
- Stresses in Soil MassDocument24 pagesStresses in Soil Masserika ainun zakinah ikhsanNo ratings yet
- Comparison Between 2d and 3d Behaviour of Sheet Piles by Finite Element MethodDocument16 pagesComparison Between 2d and 3d Behaviour of Sheet Piles by Finite Element MethodtavialimNo ratings yet
- Semiemperical Estimate of Pile Capacity Conforming Aashto Lrfd-2007Document1 pageSemiemperical Estimate of Pile Capacity Conforming Aashto Lrfd-2007civixxNo ratings yet
- Raft Foundation 2.0Document6 pagesRaft Foundation 2.0anuragNo ratings yet
- Propagation of Settlement in Soft Soils Induced by TunnelingDocument9 pagesPropagation of Settlement in Soft Soils Induced by Tunnelingzimbazimba75No ratings yet
- Expansive Cement and Polymer ConcreteDocument13 pagesExpansive Cement and Polymer ConcreteAJAY KUMAR T.MNo ratings yet
- Core Drilling ProcedureDocument7 pagesCore Drilling ProcedureEngineeri TadiyosNo ratings yet
- TopDown FinalDocument2 pagesTopDown FinalSaiful Imran Mohamed YusofNo ratings yet
- Ultrasonic Drilling Monitor SpecificationsDocument2 pagesUltrasonic Drilling Monitor SpecificationsDaniel MarínNo ratings yet
- Libya Hotel DFI May-June-17Document7 pagesLibya Hotel DFI May-June-17Maurizio SiepiNo ratings yet
- Wellpoint: Horizontal WellpointsDocument6 pagesWellpoint: Horizontal WellpointsAbok AduogoNo ratings yet
- Piling Work Spec Gue & PartnerDocument15 pagesPiling Work Spec Gue & PartnerMohamad Naiem100% (1)
- Bottom Feed Stone Column (Dry)Document3 pagesBottom Feed Stone Column (Dry)volkanNo ratings yet
- Uploads WicktechDocument17 pagesUploads WicktechgeounitNo ratings yet
- Method Statement For Grout ColumnDocument1 pageMethod Statement For Grout ColumnAlsonChin100% (1)
- Shotcrete Solutions PDFDocument2 pagesShotcrete Solutions PDFBrett HartNo ratings yet
- Concrete Construction Article PDF - Precast Stairs Speed Concrete Building ConstructionDocument2 pagesConcrete Construction Article PDF - Precast Stairs Speed Concrete Building ConstructionPhara LuckyNo ratings yet
- Boiling or Heaving in CofferdamsDocument2 pagesBoiling or Heaving in Cofferdamsslawek780303No ratings yet
- Ultra-High Capacity Micropiles, Drilled Displacement Steel Piles & Expanded Base PilesDocument1 pageUltra-High Capacity Micropiles, Drilled Displacement Steel Piles & Expanded Base PilesAnonymous JZFSB3D0% (1)
- Critical Comparison Ultrasonic Pile Testing StandardsDocument5 pagesCritical Comparison Ultrasonic Pile Testing StandardsMansourLassouedNo ratings yet
- LRUT - Guided Wave Inspection TechniqueDocument40 pagesLRUT - Guided Wave Inspection TechniqueVijay Max100% (1)
- The Choice of Torsional or Longitudinal Excitation in Guided Wave Pipe InspectionDocument7 pagesThe Choice of Torsional or Longitudinal Excitation in Guided Wave Pipe InspectionEnes şavlıNo ratings yet
- Ultrasonic Phased Array Technique For Austenitic Weld Inspection PDFDocument4 pagesUltrasonic Phased Array Technique For Austenitic Weld Inspection PDFRAFAEL ANDRADENo ratings yet
- Immersion Ultrasonic Testing On EUROFER Welded Joints For Determination of The Minimum Detectable Flaw SizeDocument9 pagesImmersion Ultrasonic Testing On EUROFER Welded Joints For Determination of The Minimum Detectable Flaw SizeJanak LalNo ratings yet
- Sonic Logging Test PresentationDocument21 pagesSonic Logging Test PresentationYip Ying MunNo ratings yet
- EPANL Configurable PDFDocument7 pagesEPANL Configurable PDFIrving UribeNo ratings yet
- Ketsi FSPM - Punta Mita - Specification of Luminaires - 06/08/2018Document4 pagesKetsi FSPM - Punta Mita - Specification of Luminaires - 06/08/2018Irving UribeNo ratings yet
- PRR Report 09.24.18Document2 pagesPRR Report 09.24.18Irving UribeNo ratings yet
- Five minute guide to Microgrids (μGDocument14 pagesFive minute guide to Microgrids (μGCarl AlfonsNo ratings yet
- Lighting Punch List: Project Project Location Document Ref Date of Issue Revision NumberDocument9 pagesLighting Punch List: Project Project Location Document Ref Date of Issue Revision NumberIrving UribeNo ratings yet
- 266 Suggested Transofmer Locations 170420Document6 pages266 Suggested Transofmer Locations 170420Irving UribeNo ratings yet
- Load Schedule FinalDocument6 pagesLoad Schedule FinalIrving UribeNo ratings yet
- Lv60 Kk-Case DriverDocument1 pageLv60 Kk-Case DriverIrving UribeNo ratings yet
- Lv60 Kk-Case DriverDocument1 pageLv60 Kk-Case DriverIrving UribeNo ratings yet
- Ultrasonic Testing Inspection of Welds in Accordance With Code AWSD11PartIDocument3 pagesUltrasonic Testing Inspection of Welds in Accordance With Code AWSD11PartIIrving UribeNo ratings yet
- Arup Project Title Groningen 2013 Implementation StudyDocument58 pagesArup Project Title Groningen 2013 Implementation StudyIrving UribeNo ratings yet
- Library Management System Project ReportDocument50 pagesLibrary Management System Project ReportSURAJ GAMINGNo ratings yet
- Letter To Local Residents From Sutton Council Re. Lidl Development To Replace Matalan Ref DM2019-02113 10 January 2020Document5 pagesLetter To Local Residents From Sutton Council Re. Lidl Development To Replace Matalan Ref DM2019-02113 10 January 2020etajohnNo ratings yet
- Tugas 1Document8 pagesTugas 1Muhammad Robby Firmansyah Ar-RasyiedNo ratings yet
- Study of Step Up & Step Down Transformer: Experiment 9Document3 pagesStudy of Step Up & Step Down Transformer: Experiment 9Apna VeerNo ratings yet
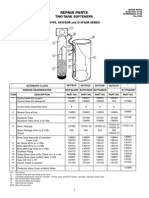
- Star S07FS32DR Water Softener Repair PartsDocument1 pageStar S07FS32DR Water Softener Repair PartsBillNo ratings yet
- Assign 1Document5 pagesAssign 1Aubrey Camille Cabrera100% (1)
- KSB Megaflow V: Pumps For Sewage, Effuents and MisturesDocument18 pagesKSB Megaflow V: Pumps For Sewage, Effuents and MisturesKorneliusNo ratings yet
- Raft Foundations - Design & Analysis With A Practical Approach PDFDocument140 pagesRaft Foundations - Design & Analysis With A Practical Approach PDFemmanuel83% (6)
- Geo-Informatics and Nano-Technology For Precision FARMING (AGRO-301) 5 SemesterDocument5 pagesGeo-Informatics and Nano-Technology For Precision FARMING (AGRO-301) 5 SemesterVinod Vincy67% (3)
- حل جميع المعادلات الكهربائيةDocument60 pagesحل جميع المعادلات الكهربائيةGandhi HammoudNo ratings yet
- 7.qad-Dpr-11 ImteDocument4 pages7.qad-Dpr-11 ImteDhinakaranNo ratings yet
- India's Growing Social Media Landscape and Future TrendsDocument5 pagesIndia's Growing Social Media Landscape and Future Trendspriyaa2688No ratings yet
- Newsletter Template NewDocument4 pagesNewsletter Template Newapi-458544253No ratings yet
- Milenium BypassDocument1 pageMilenium BypassdinotecNo ratings yet
- Smart Payment MeterDocument2 pagesSmart Payment MeterJesus Castro OrozcoNo ratings yet
- Design Rules CMOS Transistor LayoutDocument7 pagesDesign Rules CMOS Transistor LayoututpalwxyzNo ratings yet
- Amptec Issue 7Document8 pagesAmptec Issue 7Linda Turner-BoothNo ratings yet
- Vijay Kumar Gupta (OILER)Document1 pageVijay Kumar Gupta (OILER)VIJAY GUPTANo ratings yet
- An70983 001-70983Document24 pagesAn70983 001-70983अमरेश झाNo ratings yet
- Industrial HygieneDocument31 pagesIndustrial HygieneGautam SharmaNo ratings yet
- Documentation of Xabe - FFmpegDocument11 pagesDocumentation of Xabe - FFmpegTomasz ŻmudaNo ratings yet
- Gsxp07er Opera1tion Manual PDFDocument94 pagesGsxp07er Opera1tion Manual PDFMohamed SaadAllahNo ratings yet
- Sample Cover Letter: No Work ExperienceDocument4 pagesSample Cover Letter: No Work ExperienceMaya ElvisaNo ratings yet
- Degx1 Dggx1 Us PartsDocument24 pagesDegx1 Dggx1 Us PartsJeff RussoNo ratings yet
- Factors Effecting PerformanceDocument47 pagesFactors Effecting Performancebembie83No ratings yet
- Programmability in SPSS 16 & 17, Jon PeckDocument36 pagesProgrammability in SPSS 16 & 17, Jon PeckJasmin MaricNo ratings yet
- Friday Night FightsDocument8 pagesFriday Night Fightsapi-629904068No ratings yet
- CISO Core Proficiency Prepared by Chintan GurjarDocument1 pageCISO Core Proficiency Prepared by Chintan GurjarDerpNo ratings yet
- Excel Dashboard WidgetsDocument47 pagesExcel Dashboard WidgetskhincowNo ratings yet
- Virginia Transformer - Developments in Traction TransformersDocument10 pagesVirginia Transformer - Developments in Traction TransformersTshepo Sharky SebeNo ratings yet