You might also like
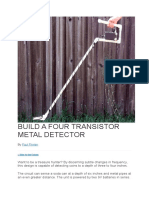
- Build A Four Transistor Metal DetectorDocument19 pagesBuild A Four Transistor Metal Detectorkamelferes100% (1)
- Power Supply Projects: A Collection of Innovative and Practical Design ProjectsFrom EverandPower Supply Projects: A Collection of Innovative and Practical Design ProjectsRating: 3 out of 5 stars3/5 (2)
- Travel AntennaDocument5 pagesTravel Antennanw2sNo ratings yet
- Small Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsFrom EverandSmall Dynamos and How to Make Them - Practical Instruction on Building a Variety of Machines Including Electric MotorsNo ratings yet
- The Boy Mechanic: 700 Things for Boys to Do 1From EverandThe Boy Mechanic: 700 Things for Boys to Do 1Rating: 5 out of 5 stars5/5 (1)
- Antenna Ham Radio 2 MDocument2 pagesAntenna Ham Radio 2 MMunte si mareNo ratings yet
- The Boy Mechanic: Volume 1 700 Things for Boys to DoFrom EverandThe Boy Mechanic: Volume 1 700 Things for Boys to DoNo ratings yet
- How to Make Electrical Machines: Containing Full Directions for Making Electrical Machines, Induction Coils, Dynamos, and Many Novel Toys to Be Worked by ElectricityFrom EverandHow to Make Electrical Machines: Containing Full Directions for Making Electrical Machines, Induction Coils, Dynamos, and Many Novel Toys to Be Worked by ElectricityNo ratings yet
- 2-Meter Vertical Dipole ArrayDocument15 pages2-Meter Vertical Dipole ArrayJacky SinurayaNo ratings yet
- Practical Antenna DesignDocument172 pagesPractical Antenna DesignDum100% (3)
- Making Your Own Discone AntennaDocument172 pagesMaking Your Own Discone AntennaTayyab Hassan100% (3)
- Antenna HandoutDocument8 pagesAntenna HandoutPhil BoxxNo ratings yet
- Scarpetta's Winter Table - Patricia CornwellDocument105 pagesScarpetta's Winter Table - Patricia CornwellDiane FalveyNo ratings yet
- Varied 2 Meter Homebrew Antennas-ERC TrainingDocument15 pagesVaried 2 Meter Homebrew Antennas-ERC TrainingIndika WithanageNo ratings yet
- GSM Optimization and TroubleshootingDocument109 pagesGSM Optimization and TroubleshootingRockman CoolNo ratings yet
- 40 Meters VerticalDocument10 pages40 Meters Verticalعرفان عرفانNo ratings yet
- Directory of German Radio EquipmentDocument74 pagesDirectory of German Radio EquipmentSteven Howell100% (1)
- Stacked 2m Array Dipole PDFDocument6 pagesStacked 2m Array Dipole PDFWillowNo ratings yet
- 6m MoxonDocument4 pages6m MoxonwcantrellNo ratings yet
- Lte Product-Sdr Bbu&RruDocument22 pagesLte Product-Sdr Bbu&RruDer Größte Weisheit100% (1)
- HT700v2 Service ManualDocument93 pagesHT700v2 Service Manualcdiulio3128No ratings yet
- Build A T3FD Antenna by Tony Rycko KA2UFODocument25 pagesBuild A T3FD Antenna by Tony Rycko KA2UFO_0379victor_100% (2)
- 2 Meter Sling Shot AntennaDocument7 pages2 Meter Sling Shot AntennaNiko DiamesisNo ratings yet
- A High Performance Airband Antenna For Your Ultralight / Lightsport AircraftDocument9 pagesA High Performance Airband Antenna For Your Ultralight / Lightsport AircraftDecebal ScorilloNo ratings yet
- RF Planning Guide PDFDocument332 pagesRF Planning Guide PDFSrikanth ReddyNo ratings yet
- 2 Meter Backpack Quad AntennaDocument27 pages2 Meter Backpack Quad Antennaadel agustiNo ratings yet
- Fast Return From GSM To LTE Feature Guide (ZTE) PDFDocument21 pagesFast Return From GSM To LTE Feature Guide (ZTE) PDFKazhda100% (4)
- Vertical Rev HDocument10 pagesVertical Rev HMiguel OyarzabalNo ratings yet
- Build a 6m 5-Element LFA Yagi Antenna with 11 dBi GainDocument10 pagesBuild a 6m 5-Element LFA Yagi Antenna with 11 dBi GainآكوجويNo ratings yet
- 2.4Ghz Low-Power 5dbi Vertical Collinear AntennaDocument4 pages2.4Ghz Low-Power 5dbi Vertical Collinear AntennaJosepNo ratings yet
- 70 CM DuplexerDocument7 pages70 CM DuplexerEdgardo Valdez100% (1)
- Dual Band 2m & 70cm Mighty Woof Antenna ProjectDocument5 pagesDual Band 2m & 70cm Mighty Woof Antenna ProjectBenjamin DoverNo ratings yet
- 70cm Quadruple QuadDocument5 pages70cm Quadruple QuadJosé Antonio Miranda100% (1)
- Cobweb AntenneDocument7 pagesCobweb Antennepepepe78No ratings yet
- Vertical Sin Trampas QST 1995Document12 pagesVertical Sin Trampas QST 1995Nestor Alberto EscalaNo ratings yet
- Homemade RF Step AttenuatorDocument8 pagesHomemade RF Step Attenuatorngt881No ratings yet
- Jpole 2 MDocument7 pagesJpole 2 MHusein ZolotićNo ratings yet
- Arrl - The Offset Multiband Trapless AntennaDocument11 pagesArrl - The Offset Multiband Trapless AntennaLuciano Romanini AlbertiNo ratings yet
- A $20 HF Mobile Antenna: A Few Hours of Fun With PVC and Wire and You've Got Yourself A Respectable Road Radiator!Document4 pagesA $20 HF Mobile Antenna: A Few Hours of Fun With PVC and Wire and You've Got Yourself A Respectable Road Radiator!Marckos FrancoNo ratings yet
- QEX Sep-Oct 09 Feature PDFDocument7 pagesQEX Sep-Oct 09 Feature PDFnirkalaNo ratings yet
- A27010SDocument8 pagesA27010SP HandokoNo ratings yet
- Sirio TornadoDocument2 pagesSirio Tornadonoorhakim100% (1)
- Installation Guide for 2 Meter OSCAR Boomer AntennaDocument8 pagesInstallation Guide for 2 Meter OSCAR Boomer AntennaAudi Miranti100% (1)
- Uhf-Vhf Yagi ConstructionDocument2 pagesUhf-Vhf Yagi ConstructionSaul MejiaNo ratings yet
- 2e0dbd Cubical QuadDocument11 pages2e0dbd Cubical Quadjorge gerNo ratings yet
- Antenna Wifi Omni VerticalDocument15 pagesAntenna Wifi Omni VerticalFaziri Abdul HaqNo ratings yet
- Sigma4 Av174 OmDocument12 pagesSigma4 Av174 Omw8ddw2014No ratings yet
- My Custom QuizDocument9 pagesMy Custom Quizismael gonzalezNo ratings yet
- Metal Detector ReportDocument13 pagesMetal Detector ReportAnonymous ytZsBOVNo ratings yet
- Cushcraft A2706sDocument8 pagesCushcraft A2706sABALDASSAREGNo ratings yet
- 13 B 2 NDocument7 pages13 B 2 NRay Ramilo100% (1)
- Construir Antena OmniDocument18 pagesConstruir Antena Omnianon-771596No ratings yet
- 2-Meter Vertical Dipole ArrayDocument15 pages2-Meter Vertical Dipole ArrayRádioWeb SapucaiaNo ratings yet
- TRANSLINE AntennaDesignDocument10 pagesTRANSLINE AntennaDesignmgoldiieeeeNo ratings yet
- Hy-Gain 579 Golden RodDocument2 pagesHy-Gain 579 Golden Rod10sd156No ratings yet
- Endfed6 40Document8 pagesEndfed6 40Leopoldo AlvarezNo ratings yet
- CollantDocument2 pagesCollantpogee752No ratings yet
- Ferramenta NaDocument6 pagesFerramenta NaLeon LellaNo ratings yet
- 2 Meter Phased Vert AntDocument6 pages2 Meter Phased Vert AntBenny SNo ratings yet
- How Two Boys Made Their Own Electrical Apparatus Containing Complete Directions for Making All Kinds of Simple Apparatus for the Study of Elementary ElectricityFrom EverandHow Two Boys Made Their Own Electrical Apparatus Containing Complete Directions for Making All Kinds of Simple Apparatus for the Study of Elementary ElectricityNo ratings yet
- PRO-2023 (Owner's Manual)Document23 pagesPRO-2023 (Owner's Manual)cedarthingsNo ratings yet
- GM TH425Document2 pagesGM TH425cedarthingsNo ratings yet
- ) 8 X 10 Storage ShedDocument13 pages) 8 X 10 Storage ShedcedarthingsNo ratings yet
- Huawei WCDMA System Overview CourseDocument245 pagesHuawei WCDMA System Overview Coursejkpllan3No ratings yet
- A TEM Horn Antenna Design and MeasurementDocument4 pagesA TEM Horn Antenna Design and MeasurementlevyoliviaNo ratings yet
- Chapter 6 QuizDocument14 pagesChapter 6 QuizDaryl ClariñoNo ratings yet
- Wimod Ic880A: DatasheetDocument32 pagesWimod Ic880A: Datasheetimam rismawanNo ratings yet
- Rencana Pembelajaran Semester Sistem Navigasi ElektronikDocument16 pagesRencana Pembelajaran Semester Sistem Navigasi ElektronikLastri AniNo ratings yet
- E Waste 3Document4 pagesE Waste 3Thalapathy VijayNo ratings yet
- Link Budget Analysis For Terahertz Fixed Wireless LinksDocument7 pagesLink Budget Analysis For Terahertz Fixed Wireless LinksdzaNo ratings yet
- Final PPT - REfDocument26 pagesFinal PPT - REfashishvasekarNo ratings yet
- Sub-6 GHZ Dual-Band 8nbspnbsp8 MIMO Antenna For 5G SmartphonesDocument5 pagesSub-6 GHZ Dual-Band 8nbspnbsp8 MIMO Antenna For 5G Smartphonesrajesh yadavNo ratings yet
- Roche AVL9120,9130,9140,9180,9181 - Service Manual PDFDocument114 pagesRoche AVL9120,9130,9140,9180,9181 - Service Manual PDFJose Rolando Orellana Rodriguez0% (1)
- Deped Cebu Profile Survey v6Document28 pagesDeped Cebu Profile Survey v6Ernie LahaylahayNo ratings yet
- TOA Public Address System CatalogDocument16 pagesTOA Public Address System CatalogHanif WiewekaNo ratings yet
- Radio Network Design Guideline SummaryDocument91 pagesRadio Network Design Guideline SummarySemirNo ratings yet
- Getting Started 1Document5 pagesGetting Started 1Luhur HimantaraNo ratings yet
- Chapter 2 - Transmission MediaDocument15 pagesChapter 2 - Transmission MediaKarthik ReddyNo ratings yet
- Philips FW650C PDFDocument10 pagesPhilips FW650C PDFSamvel YesayanNo ratings yet
- Amplitude Modulation: An Introduction to AM Transmission TechniquesDocument18 pagesAmplitude Modulation: An Introduction to AM Transmission TechniquesSaya WaniNo ratings yet
- Satellite L300 Series User's GuideDocument220 pagesSatellite L300 Series User's GuideNaveen SachdevaNo ratings yet
- Mobile Communication MCQsDocument15 pagesMobile Communication MCQsVijay Kumar TNo ratings yet
- DC LabDocument11 pagesDC LabdinuNo ratings yet
- Philips RF Manual 4th Edition AppendixDocument91 pagesPhilips RF Manual 4th Edition Appendixshakira_xiNo ratings yet
- ILS Introduction Provides Precision Landing GuidanceDocument38 pagesILS Introduction Provides Precision Landing Guidancemuhammad farhanNo ratings yet
- Eaip IndiaDocument30 pagesEaip Indiaramchander harbhlaNo ratings yet
- Wave AntDocument34 pagesWave AntantubarvaNo ratings yet