You might also like
- ITP for Bridge Expansion Joint InspectionDocument4 pagesITP for Bridge Expansion Joint Inspectionm2biz05No ratings yet
- Mechanics of Deformable Bodies PDFDocument27 pagesMechanics of Deformable Bodies PDFEmmanuel Del Rosario82% (11)
- Mechanics of Deformable Bodies PDFDocument27 pagesMechanics of Deformable Bodies PDFEmmanuel Del Rosario82% (11)
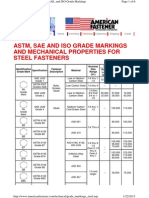
- ASTM, SAE AND ISO GRADE MARKINGS FOR STEEL FASTENERSDocument6 pagesASTM, SAE AND ISO GRADE MARKINGS FOR STEEL FASTENERShoannhuNo ratings yet
- Astm Bolt & NutsDocument24 pagesAstm Bolt & NutsDinesh Radhakrishnan100% (3)
- SACS TrainingDocument105 pagesSACS TrainingAli Zaidi75% (8)
- Structural Steel Spec. and ConstructionDocument12 pagesStructural Steel Spec. and ConstructionAshwani DograNo ratings yet
- Designation: A 928/A 928M – 04 Standard Specification for Ferritic/Austenitic (Duplex) Stainless Steel PipeDocument6 pagesDesignation: A 928/A 928M – 04 Standard Specification for Ferritic/Austenitic (Duplex) Stainless Steel PipeiuiuiooiuNo ratings yet
- SPE 76-002 (2006) Flange MaterialsDocument6 pagesSPE 76-002 (2006) Flange Materials김창배No ratings yet
- Calculation of The Torque Required To OperateDocument3 pagesCalculation of The Torque Required To OperateOsama MohammedNo ratings yet
- Steel StandardsDocument29 pagesSteel Standardssuvra100% (2)
- Marcação Parafusos PDFDocument5 pagesMarcação Parafusos PDFpank7210100% (1)
- Stud Bolt Specification 3Document7 pagesStud Bolt Specification 3santoshblonkarNo ratings yet
- Astm Material Summary For BoltsDocument6 pagesAstm Material Summary For Boltsangelufc99No ratings yet
- Steel Stairs, Ladders and Platforms - MSTDocument13 pagesSteel Stairs, Ladders and Platforms - MSTwafikmh4No ratings yet
- SpecificationsDocument7 pagesSpecificationsMarine SleimanNo ratings yet
- Fire Nfpa 20Document25 pagesFire Nfpa 20BRANDON100% (2)
- Valve Material Application PDFDocument16 pagesValve Material Application PDFSudherson Jagannathan100% (1)
- ASTM A213 T22 ASME SA213 T22 Specification - 3 PDFDocument6 pagesASTM A213 T22 ASME SA213 T22 Specification - 3 PDFbagus asmoroNo ratings yet
- Norsok L001Document2 pagesNorsok L001Walid Labidi50% (2)
- Dimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyFrom EverandDimensions, Weights and Properties of Special and Standard Structural Steel Shapes Manufactured by Bethlehem Steel CompanyNo ratings yet
- Heavy Duty Slide Gate SpecificationDocument8 pagesHeavy Duty Slide Gate SpecificationNjuguna Wa KamandeNo ratings yet
- Metal Fabrications SEPDocument8 pagesMetal Fabrications SEPanon-767746No ratings yet
- Atlas Appendices SpecificationsDocument4 pagesAtlas Appendices Specificationslinmar7071No ratings yet
- SECTION 05730 Ornamental Formed Metal Rev 0Document25 pagesSECTION 05730 Ornamental Formed Metal Rev 0Abdalrahman AntariNo ratings yet
- Add02 1060.1Document14 pagesAdd02 1060.1Diego Calderón AlvaradoNo ratings yet
- Certificado VictaulicDocument1 pageCertificado VictaulicJesus Eduardo Martinez CondoriNo ratings yet
- FL - Ta1056Document14 pagesFL - Ta1056ery achjariNo ratings yet
- Metal Fabrications: Materials and ReferencesDocument21 pagesMetal Fabrications: Materials and ReferencesuddinnadeemNo ratings yet
- Awwa C200 PDFDocument6 pagesAwwa C200 PDFangel darioNo ratings yet
- All Fastenal Bolt Torque Chart-2Document9 pagesAll Fastenal Bolt Torque Chart-2rizman123786No ratings yet
- H Proc Notices Notices 030 K Notice Doc 29803 883010837Document165 pagesH Proc Notices Notices 030 K Notice Doc 29803 883010837XTINCT Mobile LegendsNo ratings yet
- 4-1. Hy-Lok Tube Fittings (2020)Document76 pages4-1. Hy-Lok Tube Fittings (2020)bernaNo ratings yet
- Section - 05 50 00 Metal FabricationsDocument9 pagesSection - 05 50 00 Metal FabricationsEliseo LagmanNo ratings yet
- Bakhrabad Siddhirganj Pipeline Project Piping / Equipment Piping Design CriteriaDocument16 pagesBakhrabad Siddhirganj Pipeline Project Piping / Equipment Piping Design CriteriaIbad AlamNo ratings yet
- SECTION 10 28 00 Toilet, Bath, and Laundry AccessoriesDocument17 pagesSECTION 10 28 00 Toilet, Bath, and Laundry AccessoriesClarice Delos ReyesNo ratings yet
- Equivalent MaterialDocument28 pagesEquivalent MaterialAnonymous B3I6zYNhqdNo ratings yet
- Technical Notes FOR Butt Welded, Socket Welded and Screwed Pipe FittingsDocument10 pagesTechnical Notes FOR Butt Welded, Socket Welded and Screwed Pipe FittingsMunishNo ratings yet
- Section 02420 - Fabricated Steel Pipe and Specials Part 1 - GeneralDocument8 pagesSection 02420 - Fabricated Steel Pipe and Specials Part 1 - GeneralpdiconpNo ratings yet
- Hy-Lok Tube Fittings Catalog No. H-200TFDocument76 pagesHy-Lok Tube Fittings Catalog No. H-200TFJit BNo ratings yet
- Pipe and Pipe FittingsDocument21 pagesPipe and Pipe FittingsAdamNo ratings yet
- Tube Fittings: Size From 1/16" Thru 2" (2mm Thru 50mm)Document5 pagesTube Fittings: Size From 1/16" Thru 2" (2mm Thru 50mm)Jit BNo ratings yet
- ASTM Pipe SpecificationsDocument44 pagesASTM Pipe Specificationsafarid_123No ratings yet
- Ornamental Metal Fence SpecificationsDocument14 pagesOrnamental Metal Fence SpecificationsMØhãmmed ØwięsNo ratings yet
- Technical Information 20: Dimensional Legend FinishesDocument26 pagesTechnical Information 20: Dimensional Legend FinishesJulian RiverosNo ratings yet
- Quality Oriented and ISO Approved Stainless Steel 321 Buttweld Pipe Fittings Manufacturer in IndiaDocument5 pagesQuality Oriented and ISO Approved Stainless Steel 321 Buttweld Pipe Fittings Manufacturer in IndiaPetromat Oil and Gas Equipment Pvt. Ltd.No ratings yet
- 962 2013Document4 pages962 2013JIANGSU CHROMO TUBING Co LTDNo ratings yet
- CERTIFICADO DE VICTAULICDocument1 pageCERTIFICADO DE VICTAULICsuferrsursacNo ratings yet
- Specification of Stainless Steel Pipe Fittings and FlangesDocument1 pageSpecification of Stainless Steel Pipe Fittings and Flangesnarendar.1No ratings yet
- SR Metal IndustriesDocument3 pagesSR Metal Industries99308635160% (1)
- Asme Sa 210 Grade A 1 TubesDocument1 pageAsme Sa 210 Grade A 1 TubesFerroPipENo ratings yet
- Nextgen Steel Alloys 160527100216 PDFDocument25 pagesNextgen Steel Alloys 160527100216 PDFVysakh VasudevanNo ratings yet
- Early Works Package - Specification B (Section 317210) - Tunnel Primary Support - Ground ReinforcementDocument3 pagesEarly Works Package - Specification B (Section 317210) - Tunnel Primary Support - Ground ReinforcementZain AbidiNo ratings yet
- General Requirements For Ferritic Alloy Steel, Austenitic Alloy Steel, and Stainless Steel TubesDocument10 pagesGeneral Requirements For Ferritic Alloy Steel, Austenitic Alloy Steel, and Stainless Steel TubesMartuaHaojahanSaragihSidabutarNo ratings yet
- GSC Astm Standard Materials PDFDocument3 pagesGSC Astm Standard Materials PDFVaibhav GuptaNo ratings yet
- 05500-1 of 9 SECTION 05500 Miscellaneous Metals 05500.01 GENERAL A. DescriptionDocument9 pages05500-1 of 9 SECTION 05500 Miscellaneous Metals 05500.01 GENERAL A. DescriptiontruongdinhbkNo ratings yet
- A 36 - A 36m - 03 - Qtm2l0eznk0tukveDocument5 pagesA 36 - A 36m - 03 - Qtm2l0eznk0tukveAdrian GonzalezNo ratings yet
- American Material SpecificationsDocument1 pageAmerican Material Specificationsrajdeep_saha_1No ratings yet
- Hidrante Seco Mod F0733Document1 pageHidrante Seco Mod F0733Julio FloresNo ratings yet
- ITCC in Riyadh Residential Complex J10-13300 05120-1 Structural SteelDocument6 pagesITCC in Riyadh Residential Complex J10-13300 05120-1 Structural SteeluddinnadeemNo ratings yet
- A 1016 - A 1016M - 01 QtewmtytmdfbDocument10 pagesA 1016 - A 1016M - 01 Qtewmtytmdfbumur kaçamaklıNo ratings yet
- Asme Sa 53 Grade A PipesDocument1 pageAsme Sa 53 Grade A PipesFerroPipENo ratings yet
- Chaleco AntibalasDocument13 pagesChaleco Antibalasjuan esteban acosta castañedaNo ratings yet
- AA2024 Aluminum FSW Joint StudyDocument6 pagesAA2024 Aluminum FSW Joint StudyOsama MohammedNo ratings yet
- Polymers 11 00644Document20 pagesPolymers 11 00644Osama MohammedNo ratings yet
- Elasticity and Plasticity PrinciplesDocument37 pagesElasticity and Plasticity PrinciplesOsama MohammedNo ratings yet
- Paper 1 StructureDocument1 pagePaper 1 StructureOsama MohammedNo ratings yet
- FormatDocument3 pagesFormatOsama MohammedNo ratings yet
- Engineering Design A Materials and Proce PDFDocument1 pageEngineering Design A Materials and Proce PDFOsama Mohammed100% (1)
- StressesDocument12 pagesStressesiordacheNo ratings yet
- Buffa 2006Document8 pagesBuffa 2006Osama MohammedNo ratings yet
- FSW 1Document6 pagesFSW 1Déborah ColaçoNo ratings yet
- CAD Chart - BearingDocument1 pageCAD Chart - BearingOsama MohammedNo ratings yet
- Bala Subramanian 2009Document5 pagesBala Subramanian 2009Osama MohammedNo ratings yet
- Heat Flow Analysis of Friction Stir Welding by 3-D Finite Element MethodDocument8 pagesHeat Flow Analysis of Friction Stir Welding by 3-D Finite Element MethodOsama MohammedNo ratings yet
- Finite Element Analysis of Temperature Distribution Using ABAQUS For A Laser-Based Tile Grout Sealing ProcessDocument12 pagesFinite Element Analysis of Temperature Distribution Using ABAQUS For A Laser-Based Tile Grout Sealing ProcessOsama MohammedNo ratings yet
- 07 3DElasticity 02 3D StressStrain PDFDocument19 pages07 3DElasticity 02 3D StressStrain PDFMishel Carrion Cuadros100% (1)
- Foul Adi 2017Document21 pagesFoul Adi 2017Osama MohammedNo ratings yet
- Kokkulunk Parlak Bagci Aydin 51Document13 pagesKokkulunk Parlak Bagci Aydin 51Osama MohammedNo ratings yet
- Apunte Muy Bueno Sobre Dislocaciones y Mecanismos para Aumentar La Resistencia de MaterialesDocument15 pagesApunte Muy Bueno Sobre Dislocaciones y Mecanismos para Aumentar La Resistencia de Materialesspc_2278942No ratings yet
- ECMDocument6 pagesECMntsdharmaNo ratings yet
- 18 - Chapter 10 Taguchi Anova AnalysisDocument10 pages18 - Chapter 10 Taguchi Anova AnalysisOsama MohammedNo ratings yet
- Analysis of Electrochemical Machining Process Parameters Affecting Material Removal..Document7 pagesAnalysis of Electrochemical Machining Process Parameters Affecting Material Removal..Osama MohammedNo ratings yet
- Design of Single Sampling Plans For DefectivesDocument11 pagesDesign of Single Sampling Plans For DefectivesOsama MohammedNo ratings yet
- Chapter 5Document32 pagesChapter 5marcelo_fis_matNo ratings yet
- StressesDocument12 pagesStressesiordacheNo ratings yet
- NANO 101: Fundamentals of Nanoscience I (3 Credits) Course DescriptionDocument5 pagesNANO 101: Fundamentals of Nanoscience I (3 Credits) Course DescriptionOsama MohammedNo ratings yet
- Developments in Processing by Severe Plastic Deformation at The 3rd Pan American Materials CongressDocument2 pagesDevelopments in Processing by Severe Plastic Deformation at The 3rd Pan American Materials CongressOsama MohammedNo ratings yet
- BSP-1200 Assembly and Installation GuideDocument9 pagesBSP-1200 Assembly and Installation GuideOsama MohammedNo ratings yet
- Inspiration 8-5-22Document9 pagesInspiration 8-5-22MUhammadAHmadNo ratings yet
- HEAT TRANSFER - Conduction - HandoutDocument21 pagesHEAT TRANSFER - Conduction - HandoutTrong PhatNo ratings yet
- InTech-Convective Heat Transfer Analysis of Solar Chimney Power Plant CollectorsDocument14 pagesInTech-Convective Heat Transfer Analysis of Solar Chimney Power Plant CollectorszangolaNo ratings yet
- Fiberglass Bridge and Boardwalk Systems: Presented by Dustin TroutmanDocument36 pagesFiberglass Bridge and Boardwalk Systems: Presented by Dustin Troutmanaandueza_1No ratings yet
- Product Catalog: Pipe and Duct SystemsDocument54 pagesProduct Catalog: Pipe and Duct Systemsmacaco logoNo ratings yet
- Experimental Studies of Thin-Ply Laminated Composites: Composites Science and TechnologyDocument13 pagesExperimental Studies of Thin-Ply Laminated Composites: Composites Science and TechnologyCarlo PignagnoliNo ratings yet
- Long and Short Radius 180° Elbow DimensionsDocument1 pageLong and Short Radius 180° Elbow DimensionsBaligh TrabelsiNo ratings yet
- Engineering Ceramics GuideDocument29 pagesEngineering Ceramics GuideAnil Kumar YaduganNo ratings yet
- DENKA EVA TEX / CompositionDocument2 pagesDENKA EVA TEX / Compositionغزوان عماد الدين الحسينيNo ratings yet
- PistonDocument16 pagesPistonhilmy yusuf maulanaNo ratings yet
- 6 Page BROCHURE HCC PDFDocument9 pages6 Page BROCHURE HCC PDFManu MohanNo ratings yet
- Temperature Derating of PVC Pipes For Pressure ApplicationsDocument2 pagesTemperature Derating of PVC Pipes For Pressure Applicationsmujahed_muhammedNo ratings yet
- Topic 7 Cascade Refrigeration SystemsDocument6 pagesTopic 7 Cascade Refrigeration SystemsJanelle D. Puti-anNo ratings yet
- Revised MS For WaterproofingDocument9 pagesRevised MS For WaterproofingChamux skalNo ratings yet
- Sikacryl SDocument2 pagesSikacryl Sthe pilotNo ratings yet
- MP Filter Complete Catalogue PDFDocument66 pagesMP Filter Complete Catalogue PDFsuronoNo ratings yet
- Structural Analysis Truss ForcesDocument36 pagesStructural Analysis Truss ForcesAngela MurielNo ratings yet
- Sucker Rod PumpDocument5 pagesSucker Rod Pumpwilzy74No ratings yet
- Conservation of Architectural Ironwork - Decay Mechanisms and Hazards by David MitchellDocument13 pagesConservation of Architectural Ironwork - Decay Mechanisms and Hazards by David MitchellDebashrita KunduNo ratings yet
- FRAME A (250X300) FRAME E (250X300) : Civil GurujiDocument1 pageFRAME A (250X300) FRAME E (250X300) : Civil Gurujifirojji panchtilakNo ratings yet
- Process - Costing FIFODocument6 pagesProcess - Costing FIFOAngela Miles DizonNo ratings yet
- Topic 4 - Precast Concrete Connections For Framed Buildings - 2Document90 pagesTopic 4 - Precast Concrete Connections For Framed Buildings - 2Abdullah RamziNo ratings yet
- ASTM A 709M-2006 - Standard Specification For Structural Steel For BridgesDocument8 pagesASTM A 709M-2006 - Standard Specification For Structural Steel For BridgesKhemaraj PathmalingamNo ratings yet
- KEUMDUK KDW PumpDocument17 pagesKEUMDUK KDW PumpThairanil AbduljaleelNo ratings yet
- Indoor Unit Outdoor Unit CS-S10JKP CS-S13JKP CS-S15JKP CU-S10JKP CU-S13JKP CU-S15JKPDocument93 pagesIndoor Unit Outdoor Unit CS-S10JKP CS-S13JKP CS-S15JKP CU-S10JKP CU-S13JKP CU-S15JKPVinh LeNo ratings yet
- RFT Course by Hatem ElbadryDocument79 pagesRFT Course by Hatem ElbadryEgyptian ResearcherNo ratings yet
- DHV - Swing Check ValvesDocument5 pagesDHV - Swing Check ValvesAndry HermawanNo ratings yet