You might also like
- Series 1000 Hinged ClosureDocument3 pagesSeries 1000 Hinged ClosureMurli RamchandranNo ratings yet
- GD486548NFPDocument1 pageGD486548NFPNoe ANo ratings yet
- Tolerate pipe bending up to 8° when hull sags or hogsDocument8 pagesTolerate pipe bending up to 8° when hull sags or hogsmarcusNo ratings yet
- Double Cartridge Mechanical SealsDocument4 pagesDouble Cartridge Mechanical SealsGoran TesicNo ratings yet
- Single: GLE Range ofDocument8 pagesSingle: GLE Range ofNghia HuynhNo ratings yet
- Orifice PlateDocument4 pagesOrifice Platerehan7777No ratings yet
- 150 Flange Dimensions & SpecsDocument3 pages150 Flange Dimensions & SpecsNikhil PanchalNo ratings yet
- 3.3 Valvula Os&y - SanfloDocument2 pages3.3 Valvula Os&y - SanfloYhonny ValenzuelaNo ratings yet
- WOT - Tech Data Sheets PDFDocument43 pagesWOT - Tech Data Sheets PDFAmbroise RICHARDNo ratings yet
- 250 PSI CWP Iron Body Gate Valve: 250 PSI/17.2 Bar Non-Shock Cold Working PressureDocument1 page250 PSI CWP Iron Body Gate Valve: 250 PSI/17.2 Bar Non-Shock Cold Working PressureStephanie AdkinsNo ratings yet
- Jc-557 Type 5610 TDS-FNL - LowresDocument7 pagesJc-557 Type 5610 TDS-FNL - LowresDaygoro RuizNo ratings yet
- Bridge Plug Piranha Energy Cataloge BPDocument11 pagesBridge Plug Piranha Energy Cataloge BPJohnNo ratings yet
- Power Stream Couplings-Specn SheetsDocument6 pagesPower Stream Couplings-Specn SheetsAmol PatkiNo ratings yet
- BConversionKits Bridge Plug AlphaoiltoolsDocument5 pagesBConversionKits Bridge Plug AlphaoiltoolssitaNo ratings yet
- BJ Model SV-5 Cement Retainer PDFDocument2 pagesBJ Model SV-5 Cement Retainer PDFmohammad teimuriNo ratings yet
- Brass Ball Valve (BBV) V0816Document1 pageBrass Ball Valve (BBV) V0816Saiful Islam SagorNo ratings yet
- Butterfly Valves Series BF-03-M2 Full Lug and BF-04-M2 Wafer Specification SheetDocument2 pagesButterfly Valves Series BF-03-M2 Full Lug and BF-04-M2 Wafer Specification SheetWattsNo ratings yet
- 25 SP650 1 MS Series SeparatorsDocument2 pages25 SP650 1 MS Series SeparatorsLa Ode AdhanNo ratings yet
- Butter Mueller 5bt520e0015wf00g1000Document2 pagesButter Mueller 5bt520e0015wf00g1000Manusawin PinsongNo ratings yet
- Fabricated "Y" Strainers: Features OptionsDocument2 pagesFabricated "Y" Strainers: Features OptionsGourav SharmaNo ratings yet
- Waterstop PVC BalbeckDocument7 pagesWaterstop PVC BalbeckLuis Carlos EsquivelNo ratings yet
- Ductile Iron Gate ValveDocument4 pagesDuctile Iron Gate ValveShuvro SoikotNo ratings yet
- Arctic Cat Parts Manual 1999 TS 770 L W1999TSJLAUS 1999Document60 pagesArctic Cat Parts Manual 1999 TS 770 L W1999TSJLAUS 1999Kevin HarrisNo ratings yet
- Mueller Flanged End Simplex Basket Strainer Models 125F CI 125F B Spec Sheet Ver2Document2 pagesMueller Flanged End Simplex Basket Strainer Models 125F CI 125F B Spec Sheet Ver21819 Roy GordonNo ratings yet
- Knife Gate Valve LVC Figure 93 Stainless Steel Metal Seated - (PRATT)Document2 pagesKnife Gate Valve LVC Figure 93 Stainless Steel Metal Seated - (PRATT)juantamad02No ratings yet
- TYCO Keystone F14.Lined - Butterfly.valve enDocument4 pagesTYCO Keystone F14.Lined - Butterfly.valve enIrina CretuNo ratings yet
- 3 Piece Tube Bore Ball Valves, / "-4": High Purity ApplicationsDocument4 pages3 Piece Tube Bore Ball Valves, / "-4": High Purity ApplicationsrodrurenNo ratings yet
- Hydroflex Catalogue - 2018-PDF FOR TEXTDocument12 pagesHydroflex Catalogue - 2018-PDF FOR TEXTdhaktodesatyajitNo ratings yet
- Brochure - SIL PT BarDocument4 pagesBrochure - SIL PT Barprashant patilNo ratings yet
- Product CatalogueDocument44 pagesProduct CatalogueTo Van TinhNo ratings yet
- Copper Tubular Terminals and Sleeves: XCT and XG7T Type: Application Features and BenefitsDocument3 pagesCopper Tubular Terminals and Sleeves: XCT and XG7T Type: Application Features and Benefitsevan78ilNo ratings yet
- Rotary Lobe ManualDocument19 pagesRotary Lobe ManualKamal UddinNo ratings yet
- Uni FlangeDocument8 pagesUni FlangeBobbie RuckNo ratings yet
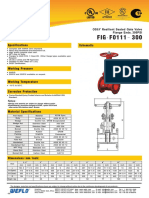
- OS&Y Resilient Seated Gate Valve, Flanged Ends, 300PSI FIG.F0111-300Document1 pageOS&Y Resilient Seated Gate Valve, Flanged Ends, 300PSI FIG.F0111-300Fight FireNo ratings yet
- Nord Lock Steel Construction Washers User ManualDocument4 pagesNord Lock Steel Construction Washers User ManualThoncatNo ratings yet
- CURC 01bDocument8 pagesCURC 01bmontsegranNo ratings yet
- KVC Ball ValvesDocument1 pageKVC Ball ValvesAlex VarHerNo ratings yet
- Style 808 Duo-Lock High Pressure Coupling: Product DescriptionDocument2 pagesStyle 808 Duo-Lock High Pressure Coupling: Product Descriptionnrd9771No ratings yet
- TD-4615 HRDocument8 pagesTD-4615 HRjosfwangNo ratings yet
- Socket Weld O-Ring UnionDocument1 pageSocket Weld O-Ring Unionkrishna kanthNo ratings yet
- F607RWSFPDocument1 pageF607RWSFPleonardo ramirezNo ratings yet
- Nibco Wafer Style Twin Disc Ductile Iron Check ValveDocument1 pageNibco Wafer Style Twin Disc Ductile Iron Check ValveAlbeiro LeivaNo ratings yet
- Process PipingDocument5 pagesProcess PipingkinzaNo ratings yet
- Acme Screws Nuts CatalogDocument18 pagesAcme Screws Nuts CatalogparantapkayalNo ratings yet
- PINACHO Conventional Lathes LRDocument2 pagesPINACHO Conventional Lathes LRAntonio Sanchez Sanchez100% (2)
- BT1100 Teltru 16 17Document2 pagesBT1100 Teltru 16 17Prihartono Danan WingusNo ratings yet
- Slurryflex SA Hard Wall Mining Hose DatasheetDocument2 pagesSlurryflex SA Hard Wall Mining Hose DatasheetBeaver Process EquipmentNo ratings yet
- Celmec Spiral Duct-ComauDocument11 pagesCelmec Spiral Duct-ComauAdrianus DalameNo ratings yet
- ButterflyDocument6 pagesButterflysachin2010No ratings yet
- Válvula de PieDocument2 pagesVálvula de PieGeral TorrezNo ratings yet
- Butterfly ValveDocument1 pageButterfly ValveDnyaneshwar0% (1)
- CPS - Bridge PlugDocument8 pagesCPS - Bridge PlugJOGENDRA SINGHNo ratings yet
- Flanges: SI SMEDocument16 pagesFlanges: SI SMEbalaNo ratings yet
- Kvkew 0089 enDocument4 pagesKvkew 0089 enksathishgreenNo ratings yet
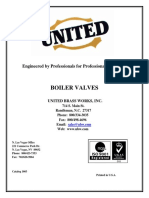
- Boiler Valve CatalogDocument74 pagesBoiler Valve CatalogEduardo DiegoNo ratings yet
- Series YD - YS Instruction ManualDocument16 pagesSeries YD - YS Instruction ManualEnerprec SASNo ratings yet
- Posiflex Reducer Expansion JointsDocument2 pagesPosiflex Reducer Expansion JointsBabyface888No ratings yet
- 601-A-006 - Avk021 - en 2232 - 471287Document2 pages601-A-006 - Avk021 - en 2232 - 471287bre brilianNo ratings yet
- Instrumentation Cable BSDocument42 pagesInstrumentation Cable BSShivaniNo ratings yet
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- Cat Filtrazione 2017 enDocument80 pagesCat Filtrazione 2017 enTed ThomsonNo ratings yet
- SUPERCITO MMA Electrodes for Structural and Heavy WorkDocument1 pageSUPERCITO MMA Electrodes for Structural and Heavy Workantonio111aNo ratings yet
- 30 - Nguyễn Duy Linh - BANVEDocument12 pages30 - Nguyễn Duy Linh - BANVEloox600No ratings yet
- MODEL 206-F-TYPE 4 Modulating Float Valve: Key FeaturesDocument4 pagesMODEL 206-F-TYPE 4 Modulating Float Valve: Key Featuresชวลิตศ์ จิตรเที่ยงNo ratings yet
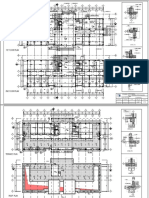
- Atlanta Housing Construction PracticesDocument44 pagesAtlanta Housing Construction PracticesDanie RoyNo ratings yet
- BDK ValveDocument12 pagesBDK ValvevinaypNo ratings yet
- ME306 Advanced Manufacturing Technology, September 2020Document2 pagesME306 Advanced Manufacturing Technology, September 2020samnoon muadNo ratings yet
- RENAN ResumeDocument2 pagesRENAN ResumeAlbert AbilarNo ratings yet
- QuoteDocument35 pagesQuoteFaheem KhanNo ratings yet
- FALLSEM2021-22 MEE3001 TH VL2021220103058 Reference Material I 23-Aug-2021 Module 2 Design Against Fluctuating LoadDocument78 pagesFALLSEM2021-22 MEE3001 TH VL2021220103058 Reference Material I 23-Aug-2021 Module 2 Design Against Fluctuating LoadJude JohnNo ratings yet
- Foundation DesignDocument2 pagesFoundation Designhemantmech09No ratings yet
- Answers To Exam-Style Questions: 8 Deforming SolidsDocument2 pagesAnswers To Exam-Style Questions: 8 Deforming SolidsANONYMOUS MOOSENo ratings yet
- GE Circuit Breaker EnclosuresDocument8 pagesGE Circuit Breaker Enclosuresdiscovery198No ratings yet
- BS 368-1971, Precast Concrete Flags PDFDocument25 pagesBS 368-1971, Precast Concrete Flags PDFnickdash09100% (1)
- Aisi 200 SeriesDocument19 pagesAisi 200 Seriessgupta_192494No ratings yet
- TC 2 001961 en 01Document73 pagesTC 2 001961 en 01Baltija MechanikasNo ratings yet
- Basalt Fiber PDFDocument2 pagesBasalt Fiber PDFsalvepramod99No ratings yet
- Avida Centralis PVC Technical EvaluationDocument2 pagesAvida Centralis PVC Technical EvaluationJovenal TuplanoNo ratings yet
- 3.0 Stairways, Ramps, Stiles, Walkways, and Platforms: 3.1 Section ContentsDocument32 pages3.0 Stairways, Ramps, Stiles, Walkways, and Platforms: 3.1 Section ContentsBoy AlfredoNo ratings yet
- IRC-78-2014 Standard Specifications and Code of Practice For Road Bridges, Section VII - Foundations and Substructure (Revised Edition)Document100 pagesIRC-78-2014 Standard Specifications and Code of Practice For Road Bridges, Section VII - Foundations and Substructure (Revised Edition)Saroon Afshan76% (29)
- SS Ni LiteDocument114 pagesSS Ni Litepaeg6512No ratings yet
- Proofex LM: Constructive SolutionsDocument2 pagesProofex LM: Constructive SolutionsSHAIK ASIMUDDINNo ratings yet
- Specification For Concrete (Haunching)Document11 pagesSpecification For Concrete (Haunching)jenNo ratings yet
- Technical Specification For Auxiliary Cooling TowerDocument7 pagesTechnical Specification For Auxiliary Cooling TowerAnonymous vwbLPTpj100% (2)
- ManualDocument44 pagesManualjillianixNo ratings yet
- PROPOSAL SMELTER Project-Bintan Island - ElectDocument314 pagesPROPOSAL SMELTER Project-Bintan Island - Electagung100% (1)
- Project - Bali Chambre Go: BTDC Nusa Dua - BaliDocument44 pagesProject - Bali Chambre Go: BTDC Nusa Dua - BaliYudi Ibo NlfNo ratings yet
- Carbide Banding - Effect On FatigueDocument15 pagesCarbide Banding - Effect On FatigueSteve Green100% (1)
- Design of EHV SwitchyardDocument47 pagesDesign of EHV Switchyardpraveen_1324100% (1)
- Cálculo Sin ModificacionesDocument26 pagesCálculo Sin ModificacionesAngel MingaNo ratings yet