You might also like
- ANDTBF - 06 NDT Training SyllabusDocument34 pagesANDTBF - 06 NDT Training SyllabusHeidi CoxNo ratings yet
- Astm F 541-04Document6 pagesAstm F 541-04Jorge ToribioNo ratings yet
- Qualification Testing of Welders - Fusion Welding: Part 1: SteelsDocument10 pagesQualification Testing of Welders - Fusion Welding: Part 1: SteelsKadri HelmiNo ratings yet
- ASTM Volume 03.01, July 2016 Metals - Mechanical Testing Elevated and Low-Temperature Tests MetallographyDocument4 pagesASTM Volume 03.01, July 2016 Metals - Mechanical Testing Elevated and Low-Temperature Tests MetallographyumerNo ratings yet
- NDT of helically welded pipesDocument13 pagesNDT of helically welded pipes_ARCUL_No ratings yet
- Accreditation For Inspection Bodies Performing NDT - United Kingdom - RG7Document6 pagesAccreditation For Inspection Bodies Performing NDT - United Kingdom - RG7rotero_pujolNo ratings yet
- NDE of BoilersDocument6 pagesNDE of Boilersshabbir626100% (1)
- Sist en 1976 2014Document11 pagesSist en 1976 2014Ryadh RyadhNo ratings yet
- Drop Weight Tear Testing of High Toughness Pipeline MaterialDocument8 pagesDrop Weight Tear Testing of High Toughness Pipeline MaterialKK SinghNo ratings yet
- Australian Standard®Document10 pagesAustralian Standard®Syed Mahmud Habibur Rahman0% (1)
- Amersham 880 Delta Manual PDFDocument88 pagesAmersham 880 Delta Manual PDFRussell ClarkNo ratings yet
- Astm E1621-21Document9 pagesAstm E1621-21Tamara Silvana CárcamoNo ratings yet
- Iso TTR 18931 2001 (E)Document14 pagesIso TTR 18931 2001 (E)marco9991No ratings yet
- ATTAR Hands On Intro To NDTDocument3 pagesATTAR Hands On Intro To NDTRony Prayitno Simeon0% (1)
- ISO 9606-1 Cor1-2012Document1 pageISO 9606-1 Cor1-2012Flaah92No ratings yet
- Ur w35 PDFDocument5 pagesUr w35 PDFBala MuruganNo ratings yet
- BS en 01173-2008Document10 pagesBS en 01173-2008DJAlIL RonaLDONo ratings yet
- Bds en 12663 2 2010 PDFDocument54 pagesBds en 12663 2 2010 PDFVasko MandilNo ratings yet
- ISO 148 For Pendulum Type Impact TestDocument1 pageISO 148 For Pendulum Type Impact TestPrashant PuriNo ratings yet
- 25 Procedure For Ultrasonic Thickness Surey PDFDocument3 pages25 Procedure For Ultrasonic Thickness Surey PDFS DattaNo ratings yet
- Rules For The Certification of Welders of Polyethylene Pipes and FittingsDocument7 pagesRules For The Certification of Welders of Polyethylene Pipes and FittingsprokulisNo ratings yet
- ISO 9916 1991 Aluminium and Magnesium Alloy Castings - Liquid Penetrant TestingDocument9 pagesISO 9916 1991 Aluminium and Magnesium Alloy Castings - Liquid Penetrant TestingJOSUE RIOSNo ratings yet
- International StandardDocument8 pagesInternational StandardroostercockburnNo ratings yet
- As 60068.2.52-2003 Environmental Testing Tests - Test KB - Salt Mist Cyclic (Sodium Chloride Solution)Document8 pagesAs 60068.2.52-2003 Environmental Testing Tests - Test KB - Salt Mist Cyclic (Sodium Chloride Solution)SAI Global - APACNo ratings yet
- ISO 3755 Cast-Carbon-Steel-General-Engineering-PurposesDocument9 pagesISO 3755 Cast-Carbon-Steel-General-Engineering-PurposesLe Van TamNo ratings yet
- 14 - Iso 17640 2018Document40 pages14 - Iso 17640 2018Md. Main UddinNo ratings yet
- Quick guide to transitioning between BS EN 287-1 and BS EN ISO 9606-1 welder standardsDocument2 pagesQuick guide to transitioning between BS EN 287-1 and BS EN ISO 9606-1 welder standardsravindra_jivaniNo ratings yet
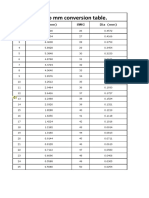
- SWG To MM Chart PDFDocument1 pageSWG To MM Chart PDFSundara Moorthy100% (1)
- Mandatory Appendix Viii - Asme VDocument3 pagesMandatory Appendix Viii - Asme VAngelTinocoNo ratings yet
- BS 328-2-2-1972Document14 pagesBS 328-2-2-1972Andy MartinNo ratings yet
- Iso 3452-5 - 2008Document12 pagesIso 3452-5 - 2008jesonelite100% (1)
- ASTM D 319 - 95 (Reapproved 1999) Amyl Alcohol (Synthetic)Document2 pagesASTM D 319 - 95 (Reapproved 1999) Amyl Alcohol (Synthetic)alin2005No ratings yet
- Jis S2147-1998Document35 pagesJis S2147-1998Xuan KhaiNo ratings yet
- 1071 12Document32 pages1071 12deepdreamx6400No ratings yet
- Comparison of BS and BSEN For Steel Simplified VersionDocument28 pagesComparison of BS and BSEN For Steel Simplified VersiondpkguptNo ratings yet
- As 60068.2.21-2004 Environmental Testing Tests - Test U - Robustness of Terminations and Integral Mounting DevDocument8 pagesAs 60068.2.21-2004 Environmental Testing Tests - Test U - Robustness of Terminations and Integral Mounting DevSAI Global - APACNo ratings yet
- Australian StandardDocument14 pagesAustralian StandardEsme P. W. LauNo ratings yet
- Replica PDFDocument10 pagesReplica PDFssoares1989No ratings yet
- Penetrant Penetrant: Non-Destructive Non-Destructive Testing Testing Testing-TestingDocument12 pagesPenetrant Penetrant: Non-Destructive Non-Destructive Testing Testing Testing-TestingQC HSDNo ratings yet
- BS en 1412-2016Document12 pagesBS en 1412-2016S TNo ratings yet
- RoHS Compliant Test ReportDocument3 pagesRoHS Compliant Test Reportanon_413476106No ratings yet
- Iso 15614-3 2008 PDFDocument24 pagesIso 15614-3 2008 PDFmomoNo ratings yet
- Bs 2842Document16 pagesBs 2842APINo ratings yet
- Tohnichi - Katalog 2020 ENDocument76 pagesTohnichi - Katalog 2020 END.T.No ratings yet
- ISO 15510 - Part 1Document5 pagesISO 15510 - Part 1Zdenko MahacekNo ratings yet
- En 12454 1998 Founding Visual Examination of Surface Discontinuities Steal Sand CastingsDocument8 pagesEn 12454 1998 Founding Visual Examination of Surface Discontinuities Steal Sand CastingsluizNo ratings yet
- BS Iso 10631-2013Document24 pagesBS Iso 10631-2013GT-LUCAS BARCI0% (1)
- Ferrite Testing ProcedureDocument6 pagesFerrite Testing ProcedureReadersmo0% (1)
- En1564-1 2017Document4 pagesEn1564-1 2017Dan PopaNo ratings yet
- Repair Dvs Supplement PDFDocument6 pagesRepair Dvs Supplement PDFGnana MoorthyNo ratings yet
- DIN EN 10002-1-2001 金属材料.拉力试验.第1部分室温下的试验方法 PDFDocument54 pagesDIN EN 10002-1-2001 金属材料.拉力试验.第1部分室温下的试验方法 PDFakifNo ratings yet
- CEN ISO TR 14745 (2015) (E) CodifiedDocument4 pagesCEN ISO TR 14745 (2015) (E) CodifiedacampanellajoaquimamNo ratings yet
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987From EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNo ratings yet
- Is.4333.2.2002 0 PDFDocument13 pagesIs.4333.2.2002 0 PDFfsd gushkaraNo ratings yet
- ISO 3834purchasedocumentDocument8 pagesISO 3834purchasedocumenthector-salomonNo ratings yet
- Iso 16063-1 1998Document30 pagesIso 16063-1 1998Fallo SusiloNo ratings yet
- A Comparison of BS EN 287 Part 1.2011 With BS EN ISO 9606 - Part 1 - TWIDocument8 pagesA Comparison of BS EN 287 Part 1.2011 With BS EN ISO 9606 - Part 1 - TWIMUHAMMAD FAHAD RANANo ratings yet
- A Comparison of BS en 287 Part 1 and ISO 9606Document3 pagesA Comparison of BS en 287 Part 1 and ISO 9606Joe ClarkeNo ratings yet
- Diesel Engines Dimensions and Specs for Fast VesselsDocument2 pagesDiesel Engines Dimensions and Specs for Fast VesselsAmin ThabetNo ratings yet
- John LucasDocument2 pagesJohn LucasAmin ThabetNo ratings yet
- Asme Books RequiredDocument1 pageAsme Books RequiredAmin ThabetNo ratings yet
- rr481 HSE MAGNETIC FLUX LEAKAGE PDFDocument108 pagesrr481 HSE MAGNETIC FLUX LEAKAGE PDFP BNo ratings yet
- PQR Al 6xxxDocument7 pagesPQR Al 6xxxAmin ThabetNo ratings yet
- 68 2097 1 SM PDFDocument14 pages68 2097 1 SM PDFAmin ThabetNo ratings yet
- Aluminum Weld Procedure Qualification Record: (AWS D1.2-2008)Document1 pageAluminum Weld Procedure Qualification Record: (AWS D1.2-2008)Amin ThabetNo ratings yet
- John Lucas PDFDocument30 pagesJohn Lucas PDFAmin ThabetNo ratings yet
- Magnetic Flux Leakage InspectionDocument10 pagesMagnetic Flux Leakage InspectionAmin ThabetNo ratings yet
- Fire DetectionDocument37 pagesFire DetectionAmin ThabetNo ratings yet
- Descriptive Term Beaufort Force (F) Wind SpeedDocument1 pageDescriptive Term Beaufort Force (F) Wind SpeedAmin ThabetNo ratings yet
- Welders Certification Designation Acc. To EN ISO 9606-1Document1 pageWelders Certification Designation Acc. To EN ISO 9606-1vonipko100% (9)
- Series 59 TGIC-free 20101009 175452 PDFDocument6 pagesSeries 59 TGIC-free 20101009 175452 PDFAmin ThabetNo ratings yet
- Paint defects, environmental effects and their remediesDocument86 pagesPaint defects, environmental effects and their remediesSantiago Gacelo100% (1)
- Metallic: TIGER DrylacDocument8 pagesMetallic: TIGER DrylacAmin ThabetNo ratings yet
- Specialties 20101009 175603Document8 pagesSpecialties 20101009 175603Amin ThabetNo ratings yet
- Essentials 20101009 175521Document6 pagesEssentials 20101009 175521Amin ThabetNo ratings yet
- 05-Welder Certification PDFDocument11 pages05-Welder Certification PDFAnonymous bfxeE1zvY100% (1)
- 05-Welder Certification PDFDocument11 pages05-Welder Certification PDFAnonymous bfxeE1zvY100% (1)
- 1.2.2 Surface Contaminants: Introduction To Welding TechnologyDocument1 page1.2.2 Surface Contaminants: Introduction To Welding TechnologyAmin ThabetNo ratings yet
- 1.2.2 Surface Contaminants: Introduction To Welding TechnologyDocument1 page1.2.2 Surface Contaminants: Introduction To Welding TechnologyAmin ThabetNo ratings yet
- Kitz DJ E-234-03 PDFDocument16 pagesKitz DJ E-234-03 PDFYudi KurniawanNo ratings yet
- Installation of Fire Hose ReelsDocument21 pagesInstallation of Fire Hose ReelsKim SanNo ratings yet
- Subsection JDocument81 pagesSubsection Jsafeer ahmadNo ratings yet
- Web TMK Up Ultra FJDocument3 pagesWeb TMK Up Ultra FJCarlos SanchezNo ratings yet
- PIPING Isometric DrawingsDocument27 pagesPIPING Isometric DrawingsAimsKapoor100% (1)
- Opgcl Amc Document PDFDocument260 pagesOpgcl Amc Document PDFmammu_222No ratings yet
- Hydrostatic Test Water Management - 1996 PDFDocument175 pagesHydrostatic Test Water Management - 1996 PDFPaolo FarinelliNo ratings yet
- Us Lisega Catalog 2010Document250 pagesUs Lisega Catalog 2010atisz333No ratings yet
- Masoneilan+ +87+and+88+Series+Spring+and+Diaphragm+Actuator+IOMDocument24 pagesMasoneilan+ +87+and+88+Series+Spring+and+Diaphragm+Actuator+IOMAsterixNo ratings yet
- Research On Strip Deformation in The Cage Roll-Forming Process of ERW Round PipesDocument7 pagesResearch On Strip Deformation in The Cage Roll-Forming Process of ERW Round PipesJames PhillipsNo ratings yet
- Hydroform: Manual and Semi-Automated Corrosion MappingDocument2 pagesHydroform: Manual and Semi-Automated Corrosion MappingLEONARDOUS7No ratings yet
- Farooq CV PipingDocument2 pagesFarooq CV PipingSarang JoshiNo ratings yet
- 05 SSPL SPC U 0001 - 0Document99 pages05 SSPL SPC U 0001 - 0bonnicoNo ratings yet
- Evoscgr Katalogs 2011 en Ispitivanje 82stDocument116 pagesEvoscgr Katalogs 2011 en Ispitivanje 82stvladomilanNo ratings yet
- IOGP S-615 2023 Supplementary Specification to API Standard 610 for Centrifugal PumpsDocument31 pagesIOGP S-615 2023 Supplementary Specification to API Standard 610 for Centrifugal PumpsnickchoNo ratings yet
- D 2661 - 00 - Rdi2njetmda - PDFDocument9 pagesD 2661 - 00 - Rdi2njetmda - PDFAndre CasteloNo ratings yet
- Engineering Declaration Unit # 2 JindalDocument16 pagesEngineering Declaration Unit # 2 JindalVIBHAV100% (1)
- General CatalougeDocument176 pagesGeneral CatalougeAshu PrajapatiNo ratings yet
- Operating Instructions: Dynamic Cone Penetration Test ApparatusDocument6 pagesOperating Instructions: Dynamic Cone Penetration Test Apparatussupendra phuyalNo ratings yet
- BS EN295-7 1991 (Part 7) PDFDocument19 pagesBS EN295-7 1991 (Part 7) PDFFuadChiwa100% (2)
- Main Chemicals Used in PVC Cement - XueyanghuDocument2 pagesMain Chemicals Used in PVC Cement - XueyanghuTychNo ratings yet
- 6765E9 Storm Sewer Hydraulic Design Si UnitsDocument4 pages6765E9 Storm Sewer Hydraulic Design Si UnitsJessAntonioNo ratings yet
- Acoustic Insulation: Armacomfort - The Comfort of Quiet EquipmentDocument12 pagesAcoustic Insulation: Armacomfort - The Comfort of Quiet EquipmentUllas EKNo ratings yet
- CHW Pipe Support SampleDocument19 pagesCHW Pipe Support SamplesyedmuzafferNo ratings yet
- Thrust Block Calculator - 201708230926201609Document1 pageThrust Block Calculator - 201708230926201609Ramachandra SahuNo ratings yet
- Concrete Finishing Tools & Equipment GuideDocument16 pagesConcrete Finishing Tools & Equipment GuideFrancois-No ratings yet
- ZMFR 9com AgentDocument1 pageZMFR 9com AgentenricoNo ratings yet
- MSS SP 83-2006Document12 pagesMSS SP 83-2006OrimabuNo ratings yet
- DECO Catalogue14 ( Õ É)Document16 pagesDECO Catalogue14 ( Õ É)KH Samuel LeeNo ratings yet
- 6lpa Stp2.Parts - ManualDocument77 pages6lpa Stp2.Parts - ManualAnonymous WO9KSfNJ4a80% (5)