You might also like
- Heat Treatment of Steel TTT CurveDocument59 pagesHeat Treatment of Steel TTT CurveINSTECH Consulting100% (1)
- Heat Treatment Objectives and ProcessesDocument6 pagesHeat Treatment Objectives and ProcessesAdaitaChowdhury100% (1)
- Induction Hardening PDFDocument9 pagesInduction Hardening PDFkapilparyaniNo ratings yet
- Chapter 9 (Cleaning and Fettling of Castings), 2003Document32 pagesChapter 9 (Cleaning and Fettling of Castings), 2003Desalegn DgaNo ratings yet
- Induction Hardening (Bayu-Bowo)Document22 pagesInduction Hardening (Bayu-Bowo)zaid sulaimanNo ratings yet
- Preheat Calculation 1 PDFDocument3 pagesPreheat Calculation 1 PDFravi00098No ratings yet
- Induction HardeningDocument2 pagesInduction HardeningJassi SandhuNo ratings yet
- The Iron-Iron Carbide Equilibrium DiagramDocument15 pagesThe Iron-Iron Carbide Equilibrium DiagramjhangeerNo ratings yet
- Gating Ratio: Choke EffectDocument9 pagesGating Ratio: Choke EffectSiddhant SharmaNo ratings yet
- Copper Nickel AlloysDocument5 pagesCopper Nickel AlloysAditya Agarwal100% (2)
- 2.1 Solidification, Imperfection (Defect) in Solids, and DiffusionDocument54 pages2.1 Solidification, Imperfection (Defect) in Solids, and Diffusionjun005No ratings yet
- Flame HardeningDocument29 pagesFlame Hardeningzaid sulaimanNo ratings yet
- Heat Treatment Properties and ProcessesDocument70 pagesHeat Treatment Properties and ProcessesAbdulmhsen ALjreedan100% (1)
- Tolerances As Per en 12493Document5 pagesTolerances As Per en 12493prasad raikarNo ratings yet
- Dry Sand Molding & Shell Molding ProcessDocument3 pagesDry Sand Molding & Shell Molding Processরিপন মন্ডলNo ratings yet
- Izod Impact Test: MOS Assignment - IIIDocument10 pagesIzod Impact Test: MOS Assignment - IIIL13 Krushna NemadeNo ratings yet
- Sheet No. 1 Design of GearsDocument3 pagesSheet No. 1 Design of GearssallyNo ratings yet
- Welding ProcessDocument42 pagesWelding ProcessPankaj KumbhareNo ratings yet
- The Oolitization Rate Determination of Bentonite Moulding Mixture PDFDocument4 pagesThe Oolitization Rate Determination of Bentonite Moulding Mixture PDFj33689 mvrht comNo ratings yet
- Medium Carbon Steel Properties & UsesDocument2 pagesMedium Carbon Steel Properties & UsesDaniel Dowding100% (1)
- Heat Treatment ProcessesDocument44 pagesHeat Treatment Processesmesa142No ratings yet
- Microstructure of Low Carbon Steel and AluminiumDocument14 pagesMicrostructure of Low Carbon Steel and AluminiumFara NajwaNo ratings yet
- RollingDocument9 pagesRollingFiq IskandarNo ratings yet
- Grinding and Grinding MachineDocument67 pagesGrinding and Grinding MachineTHEOPHILUS ATO FLETCHER100% (1)
- Centrifugal Casting (8-20)Document20 pagesCentrifugal Casting (8-20)Rabindra DashNo ratings yet
- On Plasma Arc WeldingDocument13 pagesOn Plasma Arc WeldingDUKENo ratings yet
- 13-8 MoDocument2 pages13-8 MofedaquiNo ratings yet
- Aluminium Alloys GuideDocument74 pagesAluminium Alloys GuideAladdin AdelNo ratings yet
- Phosphorus Segregation in CR - Mo - V Cast Steel After Regenerative Heat TreatmentDocument6 pagesPhosphorus Segregation in CR - Mo - V Cast Steel After Regenerative Heat Treatmentsanketpavi21No ratings yet
- Sand Casting GuideDocument71 pagesSand Casting Guidevenkat4No ratings yet
- Coefficient of FrictionDocument4 pagesCoefficient of Frictionjsmargate100% (1)
- Alloys and Types of SteelDocument16 pagesAlloys and Types of SteelRajatNo ratings yet
- 07 - Rolling of MetalsDocument26 pages07 - Rolling of MetalsReinelle Gail SantosNo ratings yet
- Electroplating Handbook GuideDocument13 pagesElectroplating Handbook GuideAbeerNo ratings yet
- ISE 311 Rolling LabDocument35 pagesISE 311 Rolling LabNareshNo ratings yet
- Solidification of MetalsDocument13 pagesSolidification of MetalsDalitso TemboNo ratings yet
- 6 Effect of Backup Roll Length and Roll Neck Length On Profile ForDocument7 pages6 Effect of Backup Roll Length and Roll Neck Length On Profile Foromid hamidishadNo ratings yet
- Introduction of Heat and Surface Treatment PDFDocument45 pagesIntroduction of Heat and Surface Treatment PDFScott BakerNo ratings yet
- Galvanic and Corrosion Compatibility Dissimilar Metal Corrosion GuideDocument21 pagesGalvanic and Corrosion Compatibility Dissimilar Metal Corrosion Guidehitesh_tilalaNo ratings yet
- SN1 ReactionDocument17 pagesSN1 Reactionsp_putulNo ratings yet
- Heat Treatment Definition and ObjectivesDocument56 pagesHeat Treatment Definition and ObjectivesAakarsh RastogiNo ratings yet
- Wire Rod Surface DefectsDocument11 pagesWire Rod Surface DefectsNicolas ValleNo ratings yet
- Steel Making Processes Post-Solidification Treatment: - ESR (Electro-Slag Refining) - VAR (Vacuum-Arc Remelting)Document27 pagesSteel Making Processes Post-Solidification Treatment: - ESR (Electro-Slag Refining) - VAR (Vacuum-Arc Remelting)Asher Ahmed100% (1)
- Everything You Need to Know About Rolling of MetalsDocument28 pagesEverything You Need to Know About Rolling of MetalsSaiful Islam100% (1)
- Research and Design of Hydraulic AGC System Model of Cold Rolling MillDocument8 pagesResearch and Design of Hydraulic AGC System Model of Cold Rolling MillOmid Behniya100% (1)
- Feeding Steel and Ductile Iron CastingDocument22 pagesFeeding Steel and Ductile Iron Castingjosemiguelzu100% (1)
- Calculating Critical Temperatures in Steels Using Empirical FormulasDocument6 pagesCalculating Critical Temperatures in Steels Using Empirical FormulasAndress SsalomonnNo ratings yet
- CH 4-Gating System and RiseringDocument63 pagesCH 4-Gating System and RiseringGosaye Desalegn100% (1)
- Heat Treatment Lecture NotesDocument24 pagesHeat Treatment Lecture Notestbmari100% (5)
- MSI DC 01 FosecoDocument4 pagesMSI DC 01 FosecoVivek Shrivastava100% (1)
- Cold WorkingDocument7 pagesCold WorkingShahir Afif IslamNo ratings yet
- Welding Electrode Complete Guide (Includes Charts)Document15 pagesWelding Electrode Complete Guide (Includes Charts)Robert DelafosseNo ratings yet
- The Complete Guide to Hot Rolling of SteelDocument13 pagesThe Complete Guide to Hot Rolling of SteelAndréNo ratings yet
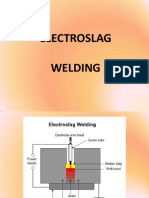
- Electroslag WeldingDocument9 pagesElectroslag WeldingGopal Jetani100% (1)
- Engineering MaterialsDocument25 pagesEngineering MaterialsNichan CanilloNo ratings yet
- Advance Welding TechnologyDocument52 pagesAdvance Welding Technologypankaj3753No ratings yet
- Failure Analysis of Sheared Shaft of A Brine Recycle Pump...Document12 pagesFailure Analysis of Sheared Shaft of A Brine Recycle Pump...Pd RarNo ratings yet
- Solidification Analysis in Continuous Casting Process - Barman TambunanDocument11 pagesSolidification Analysis in Continuous Casting Process - Barman TambunanBarman TambunanNo ratings yet
- 1.4313 enDocument2 pages1.4313 envesselNo ratings yet
- Anton Paar TriTec Software EULA 1.0Document4 pagesAnton Paar TriTec Software EULA 1.0Siva PrasadNo ratings yet
- Effects of Scan Rate On The Potentiodyn... L Slopes and Corrosion Current DensityDocument7 pagesEffects of Scan Rate On The Potentiodyn... L Slopes and Corrosion Current DensitySiva PrasadNo ratings yet
- Chitosan Carbonated Hydroxyapatite Composite Coatings FabricationDocument7 pagesChitosan Carbonated Hydroxyapatite Composite Coatings FabricationSiva PrasadNo ratings yet
- Arihant Gate Metallurgical Engineering Solved Mock Papers 2016. V277215404Document12 pagesArihant Gate Metallurgical Engineering Solved Mock Papers 2016. V277215404Siva Prasad100% (1)
- Manual Chucks DURO-T: Wedge Bar Principle, With Jaw SafeguardDocument12 pagesManual Chucks DURO-T: Wedge Bar Principle, With Jaw SafeguardIlya FuksmanNo ratings yet
- Tool and Die MakerDocument24 pagesTool and Die MakerArun ManoharNo ratings yet
- Chapter 7 - Casting ProcessDocument34 pagesChapter 7 - Casting ProcessIjal HaizalNo ratings yet
- En 10051-2010Document16 pagesEn 10051-2010yousab creator2No ratings yet
- Welding Report Sem3Document11 pagesWelding Report Sem3hakimNo ratings yet
- AMT115 HardwareDocument182 pagesAMT115 HardwareBanot GasanNo ratings yet
- Ok10 81LDocument1 pageOk10 81LRavi GuptaNo ratings yet
- VW 60564 enDocument5 pagesVW 60564 enRicardo VitorianoNo ratings yet
- Bom LadderDocument2 pagesBom LadderAnonymous At01QbNo ratings yet
- Carpentry Workshop ManualDocument56 pagesCarpentry Workshop Manualarun50% (2)
- Cooling CurvesDocument7 pagesCooling CurvesAvinash RampariyaNo ratings yet
- Design of Single Point Cutting ToolDocument13 pagesDesign of Single Point Cutting ToolChinmay Das82% (11)
- CI-500 Cast Iron Repair ElectrodeDocument1 pageCI-500 Cast Iron Repair ElectrodeLasandu WanniarachchiNo ratings yet
- Es - 11152 Fitting Shop (w1)Document27 pagesEs - 11152 Fitting Shop (w1)coolinkenanatamNo ratings yet
- Grinding Machine & Engine Lathe ProcessesDocument71 pagesGrinding Machine & Engine Lathe ProcessesChester Evangelista Iman IINo ratings yet
- SPCCDocument10 pagesSPCCDeepak JainNo ratings yet
- Asme Section II A Sa 307 PDFDocument8 pagesAsme Section II A Sa 307 PDFboyzesNo ratings yet
- Trens LathesDocument8 pagesTrens LathesGunay ChelikNo ratings yet
- Tapping Feed and Speed Viking Drill and ToolDocument1 pageTapping Feed and Speed Viking Drill and ToolDaniele TropepeNo ratings yet
- TurningDocument312 pagesTurningnesojloNo ratings yet
- Material & StdsDocument2 pagesMaterial & Stdssajjan sutharNo ratings yet
- Juk LH-3128-7 3128Document48 pagesJuk LH-3128-7 3128RHoska100% (1)
- Metric Nut-Bolt GuideDocument1 pageMetric Nut-Bolt GuideMahesh Manjula DasanayakaNo ratings yet
- PRO E LibraryDocument11 pagesPRO E LibrarygokulahbNo ratings yet
- ASME-Sec-IX, WPS, Quick Guide To Fix-Essential & Non-Essential VariablesDocument9 pagesASME-Sec-IX, WPS, Quick Guide To Fix-Essential & Non-Essential VariablesAnnamalai Ram JGC100% (2)
- WeldingDocument73 pagesWeldingTeodor EzaruNo ratings yet
- MILLING CATALOG 38 - 2021 p187 318Document132 pagesMILLING CATALOG 38 - 2021 p187 318MeuMundoMinecraftNo ratings yet
- Atmospheric Corrosion Resisting SteelDocument10 pagesAtmospheric Corrosion Resisting SteelCarlos PadillaNo ratings yet
- PFERD Tool Manual Catalogue 1 Int enDocument60 pagesPFERD Tool Manual Catalogue 1 Int enAndakara Edo WardhanaNo ratings yet
- Gold Plating Guide - Types, Thickness & StandardsDocument7 pagesGold Plating Guide - Types, Thickness & StandardsbirgulNo ratings yet