You might also like
- Tabla de Referencia de Materiales: Material Reference ChartDocument2 pagesTabla de Referencia de Materiales: Material Reference Chartsateesh chandNo ratings yet
- GMAWDocument12 pagesGMAWsushant47No ratings yet
- Dissimilar Stainless Steel Welding ConsumableDocument1 pageDissimilar Stainless Steel Welding ConsumablecraccerNo ratings yet
- Purging Brochure PDFDocument19 pagesPurging Brochure PDFjustinctlNo ratings yet
- Submerged Arc Welding: by L D PoyyaraDocument29 pagesSubmerged Arc Welding: by L D PoyyararajeshNo ratings yet
- Weldclad WLDC 3Document1 pageWeldclad WLDC 3furiousgaulNo ratings yet
- Metrode Dissimilar Consumable SelectorDocument7 pagesMetrode Dissimilar Consumable SelectorClaudia MmsNo ratings yet
- Duplex Stainless Steel - Part 2 - TWIDocument6 pagesDuplex Stainless Steel - Part 2 - TWItuanNo ratings yet
- 06 VD Mee-Welding of Super Duplex Stainless SteelsDocument12 pages06 VD Mee-Welding of Super Duplex Stainless SteelsKareem AbdelazizNo ratings yet
- A Study On Transverse Weld Cracks PDFDocument8 pagesA Study On Transverse Weld Cracks PDFRifani ImamNo ratings yet
- Post WeldDocument4 pagesPost WelddanemsalNo ratings yet
- Rail WeldingDocument4 pagesRail WeldingOlga Sandoval RomeroNo ratings yet
- Interpass Temperature WeldingDocument2 pagesInterpass Temperature Weldinghareesh13h100% (1)
- P 91 Piping WeldingDocument81 pagesP 91 Piping Weldingneelapu mahesh reddy100% (1)
- Alloy 6moDocument2 pagesAlloy 6moqshaath100% (1)
- Como Soldar 4140Document4 pagesComo Soldar 4140Luis Jose DuranNo ratings yet
- 904LDocument5 pages904LManish542No ratings yet
- Cracks in WeldsDocument19 pagesCracks in Weldsjesycuban100% (1)
- Heat Treatment of SteelsDocument9 pagesHeat Treatment of SteelsEhsan KhanNo ratings yet
- WPS-2 InchDocument2 pagesWPS-2 InchKarthikeyan MpNo ratings yet
- Quality Oriented and ISO Approved Stainless Steel 904L Buttweld Pipe Fittings Manufacturer in IndiaDocument5 pagesQuality Oriented and ISO Approved Stainless Steel 904L Buttweld Pipe Fittings Manufacturer in IndiaPetromat Oil and Gas Equipment Pvt. Ltd.No ratings yet
- Thermanit MTS 3 - GTAWDocument1 pageThermanit MTS 3 - GTAWdnageshm4n244No ratings yet
- Welding Electrode Classifications WallchartDocument1 pageWelding Electrode Classifications Wallchartask101100% (1)
- AWS List of Welding CodesDocument16 pagesAWS List of Welding CodesLee Chong EeNo ratings yet
- Miller Welding TitaniumDocument20 pagesMiller Welding TitaniumrcpretoriusNo ratings yet
- 21 Weldability of SteelsDocument40 pages21 Weldability of Steelssaeidian100% (2)
- ASME ASTM Difference PDFDocument5 pagesASME ASTM Difference PDFSiddharth PawarNo ratings yet
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 01 DateDocument2 pagesWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 01 DateAmjad PathanNo ratings yet
- 13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202)Document5 pages13 Analysis of TIG Welding Process Parameters For Stainless Steel (SS202)IJAERS JOURNAL100% (1)
- Strip CladingDocument26 pagesStrip Cladingviswamanoj100% (1)
- CV FormateDocument8 pagesCV Formatetariq_hussain_20No ratings yet
- BHEL Welding Procedure for Fillet and Socket Welding 18Cr8Nri Stainless SteelDocument2 pagesBHEL Welding Procedure for Fillet and Socket Welding 18Cr8Nri Stainless SteelpradhankruhsnaNo ratings yet
- Post Weld Heat Treatment ProcedureDocument18 pagesPost Weld Heat Treatment Proceduremohd as shahiddin jafriNo ratings yet
- Gas Purging Optimizes Root WeldsDocument3 pagesGas Purging Optimizes Root Weldsta_binhaaaNo ratings yet
- Garcia Welding: Filler Metal Selection GuideDocument8 pagesGarcia Welding: Filler Metal Selection GuideGustavo MorilloNo ratings yet
- SS - Filler Wire SelectionDocument26 pagesSS - Filler Wire SelectionBaraa AzebNo ratings yet
- Science and Technology of Welding GuideDocument74 pagesScience and Technology of Welding GuideShrikant MojeNo ratings yet
- Welding BisplateDocument12 pagesWelding BisplateLim Senglin100% (1)
- ASTM Welding Tips A410 To A643Document20 pagesASTM Welding Tips A410 To A643MARIO HUAMANNo ratings yet
- Visual Inspection of Weld Joints Welding and NDTDocument7 pagesVisual Inspection of Weld Joints Welding and NDTALFA ENGINEERING100% (2)
- Wel 13 HDocument8 pagesWel 13 HWilly Uio100% (1)
- Welding GuideDocument48 pagesWelding Guideedu_canete100% (2)
- Welding AISI 4130 PDFDocument5 pagesWelding AISI 4130 PDFDarioNo ratings yet
- Welding Electrode SelectionDocument1 pageWelding Electrode SelectionNadeemNo ratings yet
- Stainless steel electrode AWS specifications guideDocument11 pagesStainless steel electrode AWS specifications guideTito FernandezNo ratings yet
- Difference between SS316 and SS316L Stainless Steel GradesDocument1 pageDifference between SS316 and SS316L Stainless Steel GradesSableen SinghNo ratings yet
- Lec24 PDFDocument69 pagesLec24 PDFsskiitbNo ratings yet
- All Materials DocumentsDocument1 pageAll Materials DocumentsHarnish BariaNo ratings yet
- Critére D'acceptation PT API 650 ASME VIIIDocument4 pagesCritére D'acceptation PT API 650 ASME VIIITahar DabbarNo ratings yet
- FCAW Electrode DesignationDocument3 pagesFCAW Electrode DesignationthedreampowerNo ratings yet
- BPQ REV. 0 Interactive FormDocument2 pagesBPQ REV. 0 Interactive FormcosmicbunnyNo ratings yet
- DOC-20230919-WA0000Document10 pagesDOC-20230919-WA0000rahulk508257No ratings yet
- Ddugky Welding Lab ManualDocument15 pagesDdugky Welding Lab ManualprakashNo ratings yet
- Welding Workshop ManualDocument28 pagesWelding Workshop ManualMADHAV GUPTA 10814-07No ratings yet
- Lec 7Document28 pagesLec 7Omar AssalNo ratings yet
- Power Point Essentials of WeldingDocument53 pagesPower Point Essentials of WeldingWilmerNo ratings yet
- Module - IIDocument48 pagesModule - IIsivasaNo ratings yet
- PPAC Module - III Welding-1Document14 pagesPPAC Module - III Welding-1Albin DonyNo ratings yet
- WELDINGDocument8 pagesWELDINGManibhusan MohapatroNo ratings yet
- Welding: Edge PreparationsDocument8 pagesWelding: Edge PreparationsManibhusanNo ratings yet
- Weld Gauges PDFDocument5 pagesWeld Gauges PDFsalman aliNo ratings yet
- Influence of GrooveDocument3 pagesInfluence of Groovesalman aliNo ratings yet
- Effect of Included Angle in V-Groove ButtDocument7 pagesEffect of Included Angle in V-Groove Buttsalman aliNo ratings yet
- Annual Calendar 2018 EnglDocument1 pageAnnual Calendar 2018 EnglSaketNo ratings yet
- ASME V Art 9 VTDocument6 pagesASME V Art 9 VTKarl Eduard von SchnitzlerNo ratings yet
- Processes 01 00030Document19 pagesProcesses 01 00030chris110No ratings yet
- Ultrasonic Testing Useful FormulaeDocument4 pagesUltrasonic Testing Useful FormulaeST-blues0% (1)
- 000-Za-E-09303 - 0 Packing and Marking ProcedureDocument251 pages000-Za-E-09303 - 0 Packing and Marking Procedurealinor_tnNo ratings yet
- Autonomous Driving - On Track For The Railway RevolutionDocument5 pagesAutonomous Driving - On Track For The Railway RevolutionGireesh KayarthodiNo ratings yet
- W.F. Burnett's 1920 Guia Oficial Del Sud America Sección ArgentinaDocument102 pagesW.F. Burnett's 1920 Guia Oficial Del Sud America Sección ArgentinaMariano SpecialNo ratings yet
- Look Inside Cross-Section Trains PDFDocument36 pagesLook Inside Cross-Section Trains PDFvincent216100% (5)
- MMRCL Advt. Phase - IIDocument9 pagesMMRCL Advt. Phase - IIsujithsundarNo ratings yet
- G. Railway BridgeDocument4 pagesG. Railway BridgeNikhil AgrawalNo ratings yet
- Lesson 1 and Lesson 2 Creative WritingDocument24 pagesLesson 1 and Lesson 2 Creative WritingGuttyon100% (1)
- Prife Plan India.v2.2Document16 pagesPrife Plan India.v2.2JTS Maju Jaya Sdn BhdNo ratings yet
- Som CrapDocument2 pagesSom CrapRobert OppenheimerNo ratings yet
- Kenworth vs Mack: Comparing Total Cost of OwnershipDocument92 pagesKenworth vs Mack: Comparing Total Cost of OwnershipyamitalbertoNo ratings yet
- Electric Motor HistoryDocument20 pagesElectric Motor HistoryArman S. PettersenNo ratings yet
- Intelligent Train Engine To Avoid Accidents and Railway Gate ControllingDocument3 pagesIntelligent Train Engine To Avoid Accidents and Railway Gate ControllingInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Garg Construction PresentationDocument12 pagesGarg Construction Presentationgargankit129No ratings yet
- I BD 20130710Document45 pagesI BD 20130710cphanhuyNo ratings yet
- Gen2 OtisDocument6 pagesGen2 OtisCristiano Cardoso67% (3)
- Development & Displacement in Kolkata, IndiaDocument4 pagesDevelopment & Displacement in Kolkata, IndiaAparnaNo ratings yet
- Guide For International Students Studying in Glagow For Mca Masters OralsDocument3 pagesGuide For International Students Studying in Glagow For Mca Masters OralsVinil GuptaNo ratings yet
- As Minas - 2 - História de ValongoDocument7 pagesAs Minas - 2 - História de Valongoesvalongoefab3No ratings yet
- PSC Girder Bridge Construction - Construction of A Bridge-Bridge Construction MethodDocument16 pagesPSC Girder Bridge Construction - Construction of A Bridge-Bridge Construction MethodVinay Raj100% (1)
- Forces that offer resistance to train movementDocument24 pagesForces that offer resistance to train movementMahesh RamtekeNo ratings yet
- Jubilee-Greenway-Route-Section-OneDocument5 pagesJubilee-Greenway-Route-Section-OneAndy ChadwickNo ratings yet
- Plate LiningDocument1 pagePlate LiningNorhazerahYussopNo ratings yet
- Grove TM875 SpecDocument24 pagesGrove TM875 Specleobond7No ratings yet
- Presentation PfaffVerkehrstechnik 2019 PDFDocument18 pagesPresentation PfaffVerkehrstechnik 2019 PDFSahanNo ratings yet
- Galactic CityDocument6 pagesGalactic CityPulinSrivastavaNo ratings yet
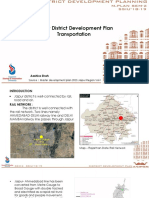
- Jaipur District Development Plan Transportation: Aashka ShahDocument9 pagesJaipur District Development Plan Transportation: Aashka ShahAashka ShahNo ratings yet
- Research 1 Ce121Document37 pagesResearch 1 Ce121Kimberly MasalungaNo ratings yet
- Time+Table of+d.t.c.++Bus+RoutesDocument602 pagesTime+Table of+d.t.c.++Bus+RoutesYeeRui PangNo ratings yet
- 6 Ropeways-in-NepalDocument11 pages6 Ropeways-in-NepalSlesha PantaNo ratings yet
- BRE PilingDocument10 pagesBRE PilingRavi SalimathNo ratings yet