You might also like
- European Electronics Directory 1994: Systems and ApplicationsFrom EverandEuropean Electronics Directory 1994: Systems and ApplicationsC.G. WedgwoodNo ratings yet
- TechnicalDescription P 110 Velocis 08-18 enDocument33 pagesTechnicalDescription P 110 Velocis 08-18 enVasile RotaruNo ratings yet
- Android Studio Hedgehog Essentials - Kotlin Edition: Developing Android Apps Using Android Studio 2023.1.1 and KotlinFrom EverandAndroid Studio Hedgehog Essentials - Kotlin Edition: Developing Android Apps Using Android Studio 2023.1.1 and KotlinNo ratings yet
- Commercial and Industrial Internet of Things Applications with the Raspberry Pi: Prototyping IoT SolutionsFrom EverandCommercial and Industrial Internet of Things Applications with the Raspberry Pi: Prototyping IoT SolutionsNo ratings yet
- Embedded Mechatronic Systems, Volume 1: Analysis of Failures, Predictive ReliabilityFrom EverandEmbedded Mechatronic Systems, Volume 1: Analysis of Failures, Predictive ReliabilityNo ratings yet
- MOSFET Gate Capacitance & Driver RequirementsDocument5 pagesMOSFET Gate Capacitance & Driver RequirementsDeja Dress N BlouseNo ratings yet
- Endveco - 2010 Measurement Product ResourceDocument33 pagesEndveco - 2010 Measurement Product ResourcebnjeevesNo ratings yet
- Labview&GPIBDocument32 pagesLabview&GPIBuploaditnow29No ratings yet
- 809PET Silicon Carbide MOSFETs IGBT PDFDocument5 pages809PET Silicon Carbide MOSFETs IGBT PDFkbdkishoreNo ratings yet
- Use of NX For Stator WindingDocument9 pagesUse of NX For Stator WindingIjabiNo ratings yet
- DRAM Packaging Formats and TechnologiesDocument4 pagesDRAM Packaging Formats and Technologiesrakista yec100% (1)
- EMI Suppression Filters Data SheetDocument2 pagesEMI Suppression Filters Data SheetSergio OteizaNo ratings yet
- BC1.2 Final PDFDocument71 pagesBC1.2 Final PDFaveh olandresNo ratings yet
- 15 Panel FabricationDocument36 pages15 Panel FabricationhkshahNo ratings yet
- HP ProBook 450 G4 Quanta X63 DA0X83MB6H1 REV H SchematicsDocument67 pagesHP ProBook 450 G4 Quanta X63 DA0X83MB6H1 REV H Schematicsedwar cardenasNo ratings yet
- COMSOL ApplicationLibraryManualDocument390 pagesCOMSOL ApplicationLibraryManualJessicaTorresRedondoNo ratings yet
- An960 Rev-21Document3 pagesAn960 Rev-21Leandro SimõesNo ratings yet
- ANSYS TurboGrid IntroductionDocument24 pagesANSYS TurboGrid IntroductionTech MitNo ratings yet
- 965 Mohdhafizbinadenan2014Document96 pages965 Mohdhafizbinadenan2014pawanceeri1965No ratings yet
- Mil S 8516FDocument33 pagesMil S 8516FgugacafNo ratings yet
- Onis Viewer 3.0 User Guide PDFDocument268 pagesOnis Viewer 3.0 User Guide PDFpaijo paijanNo ratings yet
- LatexC++ Proposed Exercises (Chapter 7: The C++ Programing Language, Fourth Edition) - SolutionDocument7 pagesLatexC++ Proposed Exercises (Chapter 7: The C++ Programing Language, Fourth Edition) - SolutionMauricio BedoyaNo ratings yet
- Predicted Aero ModelDocument19 pagesPredicted Aero ModelAdel AliNo ratings yet
- NTU FYP PresentationDocument46 pagesNTU FYP PresentationchingkeatNo ratings yet
- WPF Windows Based ControlsDocument76 pagesWPF Windows Based ControlsMKNo ratings yet
- LoRa Module Catalogue OverviewDocument11 pagesLoRa Module Catalogue OverviewHgkdb S9plusNo ratings yet
- Design of Smart Car Using LabviewDocument6 pagesDesign of Smart Car Using LabviewSrinivas VeeruNo ratings yet
- ACC System Case StudyDocument68 pagesACC System Case StudyiiitsainiNo ratings yet
- Electronics Digest 1987 Summer PDFDocument89 pagesElectronics Digest 1987 Summer PDFAmado ZambranoNo ratings yet
- Operating Instructions: Prominent Chlorine Dioxide Generating Systems Bello Zon Type CdvaDocument49 pagesOperating Instructions: Prominent Chlorine Dioxide Generating Systems Bello Zon Type CdvaRafa RabarozaNo ratings yet
- C++ Proposed Exercises (Chapter 8: The C++ Programing Language, Fourth Edition)Document3 pagesC++ Proposed Exercises (Chapter 8: The C++ Programing Language, Fourth Edition)Mauricio BedoyaNo ratings yet
- Product Data: Hexply M21Document8 pagesProduct Data: Hexply M21Antonis AlexiadisNo ratings yet
- Virtual WireDocument13 pagesVirtual WirePedro Nuno Sabugueiro OliveiraNo ratings yet
- Protect Motors from Single Phasing with Current and Voltage Sensing SPPDocument4 pagesProtect Motors from Single Phasing with Current and Voltage Sensing SPPArumugam RajendranNo ratings yet
- 0160Document8 pages0160Thanhquy NguyenNo ratings yet
- Know Connectors - AmphenolDocument24 pagesKnow Connectors - AmphenolJohn Glowacki100% (3)
- Calculating Moments of InertiaDocument3 pagesCalculating Moments of InertiaKovačević DarkoNo ratings yet
- Web Services TutorialDocument7 pagesWeb Services TutorialSitdhi SarpsukalaNo ratings yet
- Solid Edge Machinery LibraryDocument1 pageSolid Edge Machinery LibraryZvezdan DjurdjevicNo ratings yet
- Wave Relay OverviewDocument14 pagesWave Relay OverviewebinVettuchirayilNo ratings yet
- Growatt ManualDocument35 pagesGrowatt ManualhernelandNo ratings yet
- Fibre Lasers and Related Technologies PDFDocument31 pagesFibre Lasers and Related Technologies PDFvishnuNo ratings yet
- PG42CB00E Rev 001Document191 pagesPG42CB00E Rev 001al100% (1)
- Analysis of The Yokeless and Segmented Armature MachineDocument7 pagesAnalysis of The Yokeless and Segmented Armature MachineSeksan KhamkaewNo ratings yet
- Vacon NX OPTC2 C8 Modbus N2 Board User Manual DPD0Document42 pagesVacon NX OPTC2 C8 Modbus N2 Board User Manual DPD0TanuTiganuNo ratings yet
- Sensor Less BLDC Motor Control Based On Cy8c24x33 An47936 12Document10 pagesSensor Less BLDC Motor Control Based On Cy8c24x33 An47936 12reemaroy08100% (14)
- BESS BMU Specification XNBMU-3200-V1.0Document9 pagesBESS BMU Specification XNBMU-3200-V1.0Serg MarushkoNo ratings yet
- Direct Drive DC Torque Motors Catalog 2005Document12 pagesDirect Drive DC Torque Motors Catalog 2005Itoitz Biain ArakistainNo ratings yet
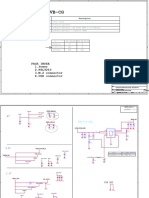
- RTL9210-VB-CG Demo V203 PDFDocument5 pagesRTL9210-VB-CG Demo V203 PDFCenusa MihaiNo ratings yet
- Catia Electrical Brochure-V2Document8 pagesCatia Electrical Brochure-V2el_koptan00857693No ratings yet
- Stock ManagementDocument28 pagesStock ManagementMohammodNo ratings yet
- Bts Siemens 241Document28 pagesBts Siemens 241darrylcarvalhoNo ratings yet
- MIL STD 810G Transportation VibrationDocument15 pagesMIL STD 810G Transportation Vibrationcen1510353No ratings yet
- The Role of Tip DressingDocument3 pagesThe Role of Tip Dressingsarath_srkNo ratings yet
- WeldingDocument16 pagesWeldinghadeNo ratings yet
- Role of Tip Dressing PDFDocument4 pagesRole of Tip Dressing PDFsarath_srkNo ratings yet
- 4500 Resistance WeldingDocument22 pages4500 Resistance Weldingsarath_srkNo ratings yet
- Cost Benefit AnalysisDocument35 pagesCost Benefit Analysissarath_srkNo ratings yet
- Resistanc Ewelding HandbookDocument9 pagesResistanc Ewelding Handbooksarath_srkNo ratings yet
- WeldingDocument16 pagesWeldinghadeNo ratings yet
- Cost Benefit AnalysisDocument35 pagesCost Benefit Analysissarath_srkNo ratings yet
- Mother Theressa PDFDocument2 pagesMother Theressa PDFsarath_srkNo ratings yet
- CKC Guidance Manual Jan 10 2008 PDFDocument34 pagesCKC Guidance Manual Jan 10 2008 PDFamk2009No ratings yet
- Gold AlloysDocument16 pagesGold AlloyscoldmailhotmailNo ratings yet
- Tute ProblemsDocument5 pagesTute Problemsralston204No ratings yet
- Ie 12 Lec Act IiiDocument2 pagesIe 12 Lec Act IiiLance JayomaNo ratings yet
- Toc Analyzer PDFDocument2 pagesToc Analyzer PDFPower PetroleumNo ratings yet
- Teflon Research PaperDocument11 pagesTeflon Research PaperluluazulNo ratings yet
- Lubrizol 219Document2 pagesLubrizol 219BobNo ratings yet
- Ah 9315Document1 pageAh 9315scanmidiaNo ratings yet
- Concrete Coating of Line Pipe PDFDocument19 pagesConcrete Coating of Line Pipe PDFZadeh Norman100% (1)
- Why Using MCCB Instead of FusesDocument4 pagesWhy Using MCCB Instead of Fuses123peniscolaNo ratings yet
- Cat 12MDocument28 pagesCat 12MLeandro Sal100% (1)
- H1 SteeringDocument225 pagesH1 SteeringVinay Kumar NeelamNo ratings yet
- Disclosure To Promote The Right To InformationDocument18 pagesDisclosure To Promote The Right To InformationVedachalam ManiNo ratings yet
- CT00022379 28288Document48 pagesCT00022379 28288Salim AshorNo ratings yet
- Electrochemistry Cell Potentials and Half-ReactionsDocument40 pagesElectrochemistry Cell Potentials and Half-ReactionsJithesh Parambath0% (1)
- Palm Kernel Oil Mill ProjectDocument8 pagesPalm Kernel Oil Mill Projectsjr141071100% (2)
- MIG Welding Guide - Processes, Principles & Applications of GMAWDocument23 pagesMIG Welding Guide - Processes, Principles & Applications of GMAWAsad Bin Ala Qatari50% (2)
- Properties of Fluids ExplainedDocument13 pagesProperties of Fluids ExplainedGie Andal0% (3)
- Soil Stabilization ASSIGNMENTDocument31 pagesSoil Stabilization ASSIGNMENTvishnu_2008No ratings yet
- Aesthetic FinishesDocument5 pagesAesthetic FinishesAnonymous dOdHWHg4No ratings yet
- Vulcan LIBS Analyser For QA QC - 2Document6 pagesVulcan LIBS Analyser For QA QC - 2Trần Văn LộcNo ratings yet
- Membrane LG CW 4040 SFDocument1 pageMembrane LG CW 4040 SFPT Deltapuro IndonesiaNo ratings yet
- Liberty Galati S.A. - Romania: Inspection Certificate 20614009 ACCORDING TO: EN 10204/2004/3.1 DATE: 20.01.2020Document1 pageLiberty Galati S.A. - Romania: Inspection Certificate 20614009 ACCORDING TO: EN 10204/2004/3.1 DATE: 20.01.2020Felicia CioabaNo ratings yet
- Defogging rear window with thin heating elementDocument3 pagesDefogging rear window with thin heating elementMuhammad MoollaNo ratings yet
- Impact of Covid-19 On The Automotive Industry: By: Raman ATUL (19109029) RohitDocument14 pagesImpact of Covid-19 On The Automotive Industry: By: Raman ATUL (19109029) RohitRaman BansalNo ratings yet
- Underground Storage in Rock Caverns: Rajan K PillaiDocument37 pagesUnderground Storage in Rock Caverns: Rajan K PillaiBhaskar ReddyNo ratings yet
- 17-03 Overpressure Blowdown PDFDocument9 pages17-03 Overpressure Blowdown PDFJoyNo ratings yet
- Emulsifying MachineDocument2 pagesEmulsifying MachineSebas PerNo ratings yet
- Guided Wave APIDocument37 pagesGuided Wave APIAshfaq Anwer100% (3)
- Saint-Gobain - EPD Double Glazed Unit - CLIMALIT - 2022Document28 pagesSaint-Gobain - EPD Double Glazed Unit - CLIMALIT - 2022carlosmmmrodriguesNo ratings yet