You might also like
- Aqua CatDocument4 pagesAqua Catlonely3No ratings yet
- Ruthenium Catalyst For Treatment of Water Containing Concentrated Organic WasteDocument7 pagesRuthenium Catalyst For Treatment of Water Containing Concentrated Organic WastesunliasNo ratings yet
- Aqueous-Phase Hydrodeoxygenation of Sorbitol With PT SiO2 Al2O3Document12 pagesAqueous-Phase Hydrodeoxygenation of Sorbitol With PT SiO2 Al2O3Paulo CésarNo ratings yet
- Ref 3 Lu2012Document9 pagesRef 3 Lu2012erlan rosyadiNo ratings yet
- Kinetics and Mechanism of Cyclohexanol Dehydration PDFDocument10 pagesKinetics and Mechanism of Cyclohexanol Dehydration PDFAlberto_Varela0014No ratings yet
- Zhang 2014Document5 pagesZhang 2014oviabeautyNo ratings yet
- Continuous Hydrogen Production by SequenDocument10 pagesContinuous Hydrogen Production by SequenwameathNo ratings yet
- Catalytic Wet Air OxidationDocument10 pagesCatalytic Wet Air OxidationAman PrasadNo ratings yet
- Kinetics and Mechanism of Cyclohexanol Dehydration in High-Temperature WaterDocument10 pagesKinetics and Mechanism of Cyclohexanol Dehydration in High-Temperature WaterChuck ÜbermenschNo ratings yet
- Diseño de Reactores 2Document17 pagesDiseño de Reactores 2Luz Idalia Ibarra RodriguezNo ratings yet
- Chemical Engineering Journal: Bholu Ram Yadav, Anurag GargDocument9 pagesChemical Engineering Journal: Bholu Ram Yadav, Anurag GargGaneshbhoiteNo ratings yet
- Sinterizacion Del Cu en WGSRDocument5 pagesSinterizacion Del Cu en WGSRsayonara_3No ratings yet
- Fouling and Scale Control 2009Document31 pagesFouling and Scale Control 2009kikokalazo0% (1)
- Bioreactor Design Studies For A Novel Hydrogen-Producing BacteriumDocument12 pagesBioreactor Design Studies For A Novel Hydrogen-Producing BacteriumDan CretuNo ratings yet
- Oxidation of Cu (II) - EDTA in Supercritical Water-Experimental Results and ModelingDocument10 pagesOxidation of Cu (II) - EDTA in Supercritical Water-Experimental Results and ModelingPeter KozlikhinNo ratings yet
- 1.1 AbstractDocument25 pages1.1 AbstractZati TarhiziNo ratings yet
- Energy: Peiqin Sun, Mingxing Heng, Shaohui Sun, Junwu ChenDocument9 pagesEnergy: Peiqin Sun, Mingxing Heng, Shaohui Sun, Junwu ChenyemresimsekNo ratings yet
- Lin 2001Document8 pagesLin 2001Navid AhadiNo ratings yet
- 42 JMES 486 2013 BerradiDocument6 pages42 JMES 486 2013 BerradiAhmed AliNo ratings yet
- 2021 CH 274Document23 pages2021 CH 274Ali Raza MeharNo ratings yet
- AltacusxewDocument23 pagesAltacusxewГаанби Н'ШиефNo ratings yet
- Non-Catalytic Liquefaction of Microalgae in Sub and Supercritical AcetoneDocument28 pagesNon-Catalytic Liquefaction of Microalgae in Sub and Supercritical Acetonejosè CarhuapomaNo ratings yet
- Mitigation of Heat Exchanger FoulingDocument5 pagesMitigation of Heat Exchanger Foulingbabak mirNo ratings yet
- PDFDocument5 pagesPDFOmar ReyesNo ratings yet
- 1-PbSO4 Leaching in Citric Acid Sodium Citrate Solution and Subsequent ...Document10 pages1-PbSO4 Leaching in Citric Acid Sodium Citrate Solution and Subsequent ...Gregorio Antonio Valero VerdeNo ratings yet
- Ethanol Plant Research2Document5 pagesEthanol Plant Research2Tosin AwonusiNo ratings yet
- A Novel Nickel/carbon Catalyst For CH and H Production From Organic Compounds Dissolved in Wastewater by Catalytic Hydrothermal GasificationDocument6 pagesA Novel Nickel/carbon Catalyst For CH and H Production From Organic Compounds Dissolved in Wastewater by Catalytic Hydrothermal GasificationAnonymous sVheFhq9PNo ratings yet
- C. C. C. C. S S S S.... Okoli Okoli Okoli Okoli and and and and P. C. P. C. P. C. P. C. Okonkwo Okonkwo Okonkwo OkonkwoDocument6 pagesC. C. C. C. S S S S.... Okoli Okoli Okoli Okoli and and and and P. C. P. C. P. C. P. C. Okonkwo Okonkwo Okonkwo OkonkwoHemaNo ratings yet
- Wei Li, Shan Tan, Yun Shi, Sujing Li: SciencedirectDocument8 pagesWei Li, Shan Tan, Yun Shi, Sujing Li: SciencedirectAnindita IndrianaNo ratings yet
- Reforming and IsomerizationDocument17 pagesReforming and Isomerizationhala mrayanNo ratings yet
- Grupo 07B Barner1992Document17 pagesGrupo 07B Barner1992Roberto Eduardo Quispe MamaniNo ratings yet
- Topic: Catalytic Wet Air Oxidation: Dept. of Chemical Engineering IIT DelhiDocument26 pagesTopic: Catalytic Wet Air Oxidation: Dept. of Chemical Engineering IIT DelhiAmit GuptaNo ratings yet
- 10 1016@j Jece 2013 04 0171Document6 pages10 1016@j Jece 2013 04 0171Violeta GarciaNo ratings yet
- Treatment of Poultry Slaughterhouse Wastewaters by ElectrocoagulationDocument5 pagesTreatment of Poultry Slaughterhouse Wastewaters by ElectrocoagulationGrinder Hernan Rojas UrcohuarangaNo ratings yet
- D6721-Standard Test Method For Determination of Chlorine in Coal by Oxidative Hydrolysis MicrocoulometryDocument4 pagesD6721-Standard Test Method For Determination of Chlorine in Coal by Oxidative Hydrolysis MicrocoulometryAyaNo ratings yet
- Effect of Operating Conditions On CSTR Performance: An Experimental StudyDocument5 pagesEffect of Operating Conditions On CSTR Performance: An Experimental Studyahmed nawazNo ratings yet
- Visual Encyclopedia of Chemical Engineering Catalysts: General InformationDocument7 pagesVisual Encyclopedia of Chemical Engineering Catalysts: General InformationVanNo ratings yet
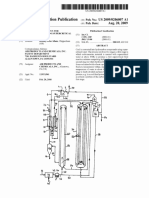
- Patent Application Publication (10) Pub. No.: US 2009/0206007 A1Document13 pagesPatent Application Publication (10) Pub. No.: US 2009/0206007 A1Tree SilviaNo ratings yet
- Acetone ProductionDocument2 pagesAcetone ProductionpehweihaoNo ratings yet
- The Invention: Zadgaonkars' ProcessDocument3 pagesThe Invention: Zadgaonkars' ProcessHimanshu SukhadwalaNo ratings yet
- 1 s2.0 S1876610217314078 MainDocument10 pages1 s2.0 S1876610217314078 Maingen.elang.0505No ratings yet
- HPU/06 - Hydrogen Production from Fossil and Biomass FuelsDocument4 pagesHPU/06 - Hydrogen Production from Fossil and Biomass FuelsMazen OthmanNo ratings yet
- Yan 2010Document4 pagesYan 2010Karen MaryNo ratings yet
- 1 s2.0 S1226086X12001566 MainDocument7 pages1 s2.0 S1226086X12001566 Mainrizanda93No ratings yet
- A New Multifunctional Corrosion and Scale Inhibitor - 2008Document13 pagesA New Multifunctional Corrosion and Scale Inhibitor - 2008Benoit EmoNo ratings yet
- Effects of Different Parameters On Photocatalytic Oxidation of Slaughterhouse Wastewater Using Tio and Silver-Doped Tio NanoparticlesDocument10 pagesEffects of Different Parameters On Photocatalytic Oxidation of Slaughterhouse Wastewater Using Tio and Silver-Doped Tio NanoparticlesNicholas YeohNo ratings yet
- (2019-11p) IOP MSE - Subcritical Water...Document7 pages(2019-11p) IOP MSE - Subcritical Water...ClearyNo ratings yet
- Acrylic Acid ProductionDocument10 pagesAcrylic Acid Productionstavros7No ratings yet
- ) Pergamon: Energy Com, Ers. MGMTDocument6 pages) Pergamon: Energy Com, Ers. MGMTyemresimsekNo ratings yet
- Group 3 - Acetone Production Via The Dehydrogenation of IPADocument7 pagesGroup 3 - Acetone Production Via The Dehydrogenation of IPAQuỳnh Như PhạmNo ratings yet
- Investigation of IsobutaneDocument17 pagesInvestigation of IsobutanedafinaNo ratings yet
- Effect of Operating Conditions On CSTR Performance: An Experimental StudyDocument6 pagesEffect of Operating Conditions On CSTR Performance: An Experimental StudyYu HuiNo ratings yet
- New Treatment of The Black Liquor Produced From Pulping of Rice StrawDocument8 pagesNew Treatment of The Black Liquor Produced From Pulping of Rice StrawDrWael ElheleceNo ratings yet
- Effect of Organic and Inorganic Compounds On Dissolution Kinetics of Chalcopyrite in Hydrogen Peroxide - Hydrochloric Acid SystemDocument9 pagesEffect of Organic and Inorganic Compounds On Dissolution Kinetics of Chalcopyrite in Hydrogen Peroxide - Hydrochloric Acid SystemlolisfrairegNo ratings yet
- Bioprocess Lab Manual GuideDocument27 pagesBioprocess Lab Manual GuideFatih RushdiNo ratings yet
- 1 s2.0 S0255270107000451 MainDocument6 pages1 s2.0 S0255270107000451 Mainttugce29No ratings yet
- Water Gas Shift Reaction: Research Developments and ApplicationsFrom EverandWater Gas Shift Reaction: Research Developments and ApplicationsNo ratings yet
- Transition Metal Catalyzed Furans Synthesis: Transition Metal Catalyzed Heterocycle Synthesis SeriesFrom EverandTransition Metal Catalyzed Furans Synthesis: Transition Metal Catalyzed Heterocycle Synthesis SeriesNo ratings yet
- Production of Clean Hydrogen by Electrochemical Reforming of Oxygenated Organic CompoundsFrom EverandProduction of Clean Hydrogen by Electrochemical Reforming of Oxygenated Organic CompoundsNo ratings yet
- q4 18 PTQ PDFDocument140 pagesq4 18 PTQ PDFnurlianaNo ratings yet
- 2017 Catalysis PDFDocument68 pages2017 Catalysis PDFnurlianaNo ratings yet
- Chemical Cleaning MethodsDocument71 pagesChemical Cleaning MethodsDonatas Bertasius100% (1)
- Astm d445 1965 PDFDocument8 pagesAstm d445 1965 PDFnurlianaNo ratings yet
- 2017 Catalysis PDFDocument68 pages2017 Catalysis PDFnurlianaNo ratings yet
- Control Valve Calculation SpreadsheetDocument3 pagesControl Valve Calculation SpreadsheetnurlianaNo ratings yet
- Control Valve Calculation SpreadsheetDocument3 pagesControl Valve Calculation SpreadsheetnurlianaNo ratings yet
- Testing Methods For Fertilizers 2013Document370 pagesTesting Methods For Fertilizers 2013Azote85No ratings yet
- Control Valve Calculation SpreadsheetDocument3 pagesControl Valve Calculation Spreadsheetweimar solizNo ratings yet
- Fuego y Explosiones de Materiales Quimicos PRMDDocument61 pagesFuego y Explosiones de Materiales Quimicos PRMDPedro Reynaldo Marin DominguezNo ratings yet
- pressureProcedTest PDFDocument7 pagespressureProcedTest PDFfaizal azizNo ratings yet
- Process Simulation in Refineries Sampler 1Document34 pagesProcess Simulation in Refineries Sampler 1surefooted1100% (1)
- Recycling Precious Metal Catalysts for Oil Refining and Petrochemical ProcessesDocument4 pagesRecycling Precious Metal Catalysts for Oil Refining and Petrochemical ProcessesnurlianaNo ratings yet
- JMC PDFDocument4 pagesJMC PDFnurlianaNo ratings yet
- DynaWave SuperClausDocument2 pagesDynaWave SuperClausNKNo ratings yet
- Foam and AntifoamDocument10 pagesFoam and AntifoamGanesh GanyNo ratings yet
- DynaWave SuperClausDocument2 pagesDynaWave SuperClausNKNo ratings yet
- Guide To The London Metal Exchange: Setting The Global StandardDocument11 pagesGuide To The London Metal Exchange: Setting The Global StandardnurlianaNo ratings yet
- Eat That Frog! by Brian Tracy: Presented by Mary T. CastañuelaDocument32 pagesEat That Frog! by Brian Tracy: Presented by Mary T. Castañuelanurliana100% (1)
- Draft Clean Air Regulation NotesDocument34 pagesDraft Clean Air Regulation NotesLean Seey TanNo ratings yet
- HP2 2015Document4 pagesHP2 2015nurlianaNo ratings yet
- pressureProcedTest PDFDocument7 pagespressureProcedTest PDFfaizal azizNo ratings yet
- Readme PDFDocument6 pagesReadme PDFnurlianaNo ratings yet
- InstallfontDocument1 pageInstallfontnurlianaNo ratings yet
- Soft Uni SolutionsDocument8 pagesSoft Uni Solutionsnrobastos1451No ratings yet
- Dramatic Nuclear Winter Concept Art WorkshopDocument5 pagesDramatic Nuclear Winter Concept Art WorkshopArc AngleNo ratings yet
- Theoryt. PR.: of Birth H-GHRDocument1 pageTheoryt. PR.: of Birth H-GHRSanjay TripathiNo ratings yet
- KEY - Unit 12 Test ReviewDocument4 pagesKEY - Unit 12 Test ReviewHayden MulnixNo ratings yet
- Crime Prevention and Security Management in Museums - En+itDocument218 pagesCrime Prevention and Security Management in Museums - En+itPaul Dan OctavianNo ratings yet
- DLL Mtb-Mle3 Q2 W2Document6 pagesDLL Mtb-Mle3 Q2 W2MAUREEN GARCIANo ratings yet
- Lab 4.5.1 Observing TCP and UDP Using Netstat (Instructor Version)Document7 pagesLab 4.5.1 Observing TCP and UDP Using Netstat (Instructor Version)Rifqi Imaduddin IrfanNo ratings yet
- Beer Lambert LawDocument2 pagesBeer Lambert LawMuhammad ZubairNo ratings yet
- Ophthalmology CurriculumDocument71 pagesOphthalmology CurriculumEdoga Chima EmmanuelNo ratings yet
- SAP Inventory Module ProcessDocument37 pagesSAP Inventory Module ProcessRajesh ChalkeNo ratings yet
- TOK Essay - Does Language Play Roles of Equal Importance in Different Areas of KnowledgeDocument3 pagesTOK Essay - Does Language Play Roles of Equal Importance in Different Areas of KnowledgeTenisha Castillo100% (2)
- QC Story TRAINING SLIDEDocument47 pagesQC Story TRAINING SLIDEDIPAK VINAYAK SHIRBHATE83% (6)
- ManualDocument572 pagesManualjoejunkisNo ratings yet
- Elitmus Test: (Register On Site To See Answers)Document4 pagesElitmus Test: (Register On Site To See Answers)SaideepChembuliNo ratings yet
- ISO - 8041.2005 - Human - Response - To - Vibrations - Measuring - Instrumentation PDFDocument98 pagesISO - 8041.2005 - Human - Response - To - Vibrations - Measuring - Instrumentation PDFraffacapNo ratings yet
- Recruitment Needs Are of Three Types: PlannedDocument7 pagesRecruitment Needs Are of Three Types: PlannedShraddha MomayaNo ratings yet
- SAR ADC TutorialDocument48 pagesSAR ADC TutorialPing-Liang Chen100% (1)
- Identifying VariablesDocument25 pagesIdentifying Variablesapi-236248022No ratings yet
- wk8 Activity PresentationDocument13 pageswk8 Activity Presentationapi-280934506No ratings yet
- The Historic 7Th March Speech of Bangabandhu Sheikh Mujibur RahmanDocument31 pagesThe Historic 7Th March Speech of Bangabandhu Sheikh Mujibur RahmanSanzid Ahmed ShaqqibNo ratings yet
- Heritage Theme Resort: Thesis ReportDocument8 pagesHeritage Theme Resort: Thesis ReportNipun ShahiNo ratings yet
- Sem-1 Drama: Do You Consider It As A Tragic Play? Submit Your Review. (Document20 pagesSem-1 Drama: Do You Consider It As A Tragic Play? Submit Your Review. (Debasis ChakrabortyNo ratings yet
- Apsa StyleDocument4 pagesApsa StyleLincoln DerNo ratings yet
- For HARDBOUNDDocument89 pagesFor HARDBOUNDdelcar vidal100% (1)
- Complete Note Books of Leonardo Da VinciDocument510 pagesComplete Note Books of Leonardo Da VinciDanish MerajNo ratings yet
- FreePBX Installation GuideDocument6 pagesFreePBX Installation Guidetinhs2cop0% (1)
- 1 ECI 2015 Final ProgramDocument122 pages1 ECI 2015 Final ProgramDenada Florencia LeonaNo ratings yet
- Bethesda Softworks LLC v. Behaviour Interactive, Inc. and Warner Bros. Entertainment Inc.Document34 pagesBethesda Softworks LLC v. Behaviour Interactive, Inc. and Warner Bros. Entertainment Inc.Polygondotcom100% (1)
- NLP - The Satanic Warlock - NLP and The Science of SeductionDocument18 pagesNLP - The Satanic Warlock - NLP and The Science of SeductionnegreanNo ratings yet
- Cluster Sampling: ProcedureDocument12 pagesCluster Sampling: ProcedureAahil RazaNo ratings yet