You might also like
- How to Find Out About Patents: The Commonwealth and International Library: Libraries and Technical Information DivisionFrom EverandHow to Find Out About Patents: The Commonwealth and International Library: Libraries and Technical Information DivisionNo ratings yet
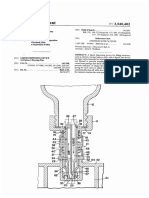
- United States Patent (10) Patent No.: US 6,367,365 B1: Weickert Et Al. (45) Date of Patent: Apr. 9, 2002Document10 pagesUnited States Patent (10) Patent No.: US 6,367,365 B1: Weickert Et Al. (45) Date of Patent: Apr. 9, 2002back1949No ratings yet
- Us6230368 PDFDocument9 pagesUs6230368 PDFSantoshNo ratings yet
- United States Patent (19) : Helderle Et AlDocument14 pagesUnited States Patent (19) : Helderle Et AlabodolkuhaaNo ratings yet
- US7156267Document7 pagesUS7156267Efabind OtNo ratings yet
- Double Stack Mag 22LR US8776419Document21 pagesDouble Stack Mag 22LR US8776419sjdarkman19300% (1)
- Us8128008 - B2 LVMHDocument8 pagesUs8128008 - B2 LVMHsakthivel ArumugamNo ratings yet
- Sistema para El Control Motores UnipolaresDocument6 pagesSistema para El Control Motores UnipolaresEmernelsonNo ratings yet
- United States Patent: Fiigel US 6,840,540 B2Document12 pagesUnited States Patent: Fiigel US 6,840,540 B2jemanuelvNo ratings yet
- USOO8678192B1 - Gold Cube Mineral Separating ConcentratorDocument11 pagesUSOO8678192B1 - Gold Cube Mineral Separating ConcentratorMarcelo Daniel Terrazas PintoNo ratings yet
- 59 0f1-,-,,é - 1,, M 13,553 $525113ei Iiii?if III Fifit 21811101511121.1118Document22 pages59 0f1-,-,,é - 1,, M 13,553 $525113ei Iiii?if III Fifit 21811101511121.1118Qwerty UiopNo ratings yet
- Sensor Device Forming Method PatentDocument9 pagesSensor Device Forming Method Patentmcx_123No ratings yet
- Segmented Bearing BushingDocument12 pagesSegmented Bearing BushingAnonymous 2k25WMLY0No ratings yet
- US9360082Document11 pagesUS9360082kippcamNo ratings yet
- Cutting and transfer drum in a continuous-film labeling machineDocument6 pagesCutting and transfer drum in a continuous-film labeling machineErin GokNo ratings yet
- United States Patent (19) 11 Patent Number: 6,064,708: Sakamaki (45) Date of Patent: May 16, 2000Document16 pagesUnited States Patent (19) 11 Patent Number: 6,064,708: Sakamaki (45) Date of Patent: May 16, 2000Rumi Kai RekaNo ratings yet
- Us5627992 PDFDocument34 pagesUs5627992 PDFvandersantiagoNo ratings yet
- Will O: (12) United States Patent (10) Patent No.: US 6,752,138 B2Document7 pagesWill O: (12) United States Patent (10) Patent No.: US 6,752,138 B2Khant Wai YanNo ratings yet
- United States Patent: Lapauw Et Al. (45) Date of Patent: May 21, 2013Document15 pagesUnited States Patent: Lapauw Et Al. (45) Date of Patent: May 21, 2013Mary HullNo ratings yet
- United States Patent (10) Patent N6 US 8,029,424 B2: Thulin 45 Date of Patent: Oct. 4 2011Document15 pagesUnited States Patent (10) Patent N6 US 8,029,424 B2: Thulin 45 Date of Patent: Oct. 4 2011ebrahimpanNo ratings yet
- Centri Cobra TattooDocument9 pagesCentri Cobra TattooJeremy BloodNo ratings yet
- US7963479Document10 pagesUS7963479雷黎明No ratings yet
- US8075772 失效Document35 pagesUS8075772 失效Steven CHENNo ratings yet
- Heated CouplingDocument10 pagesHeated CouplingTUNCAY GUMUSNo ratings yet
- Lung Ventilator Device Provides Proportional Assistance to Patient Breathing EffortDocument23 pagesLung Ventilator Device Provides Proportional Assistance to Patient Breathing EffortDimitrija AngelkovNo ratings yet
- (12 Ulllted States Patent (10) Patent N0.: US 6,360,830 B1Document53 pages(12 Ulllted States Patent (10) Patent N0.: US 6,360,830 B1Cường Nguyễn QuốcNo ratings yet
- Monitoring device adapted for use with electronic article surveillance systemDocument12 pagesMonitoring device adapted for use with electronic article surveillance systemNajmul Puda PappadamNo ratings yet
- United States Patent: (10) Patent No.: US 9,393,739 B2Document31 pagesUnited States Patent: (10) Patent No.: US 9,393,739 B2Yu YangNo ratings yet
- Aircraft Windshield Defogging System Uses Square Wave AC PowerDocument8 pagesAircraft Windshield Defogging System Uses Square Wave AC Poweralfarisyi27No ratings yet
- EP07752630NWB1Document21 pagesEP07752630NWB1Sy Nguyen VietNo ratings yet
- United States Patent: Al-HawajDocument23 pagesUnited States Patent: Al-Hawaj임학진No ratings yet
- WWWWWWWWWWWWWWWWWWWWWWWWWWW: (12) United States PatentDocument13 pagesWWWWWWWWWWWWWWWWWWWWWWWWWWW: (12) United States PatentMasquito JFcNo ratings yet
- United States Patent (10) Patent No.: Us 6,197,264 B1: Korhonen Et Al. (45) Date of Patent: Mar. 6, 2001Document13 pagesUnited States Patent (10) Patent No.: Us 6,197,264 B1: Korhonen Et Al. (45) Date of Patent: Mar. 6, 2001yamakunNo ratings yet
- Centrifuga Sharples AE 16 PDFDocument35 pagesCentrifuga Sharples AE 16 PDFMARCO VERAMENDINo ratings yet
- Patent Summary for Automatic Vehicle Brake ActuatorDocument12 pagesPatent Summary for Automatic Vehicle Brake ActuatormarcglebNo ratings yet
- United States Patent (10) Patent No.: US 7,520,989 B2: Ostergaard (45) Date of Patent: Apr. 21, 2009Document35 pagesUnited States Patent (10) Patent No.: US 7,520,989 B2: Ostergaard (45) Date of Patent: Apr. 21, 2009Cristian GomezNo ratings yet
- United States Patent (10) Patent No.: US 6,327,954 B1: Medlin (45) Date of Patent: Dec. 11, 2001Document29 pagesUnited States Patent (10) Patent No.: US 6,327,954 B1: Medlin (45) Date of Patent: Dec. 11, 2001Mary HullNo ratings yet
- Anti-Resonance Pipe ClipDocument6 pagesAnti-Resonance Pipe ClipTUNCAY GUMUSNo ratings yet
- Us 7642455Document6 pagesUs 7642455patelajayNo ratings yet
- United States Patent (10) Patent No.: US 6,712,734 B1: Loeffler (45) Date of Patent: Mar. 30, 2004Document7 pagesUnited States Patent (10) Patent No.: US 6,712,734 B1: Loeffler (45) Date of Patent: Mar. 30, 2004pmurphNo ratings yet
- United States Patent: Steigerwalt Et Al. (10) Patent No.: US 7.562.454 B2Document25 pagesUnited States Patent: Steigerwalt Et Al. (10) Patent No.: US 7.562.454 B2Слэйтер Строительная компанияNo ratings yet
- US8851163B2 patent for multiple offset slim wellhead connectorDocument15 pagesUS8851163B2 patent for multiple offset slim wellhead connectorDiseno VATNo ratings yet
- United States Patent (19) 11 Patent Number: 6,006,924: Sandford (45) Date of Patent: Dec. 28, 1999Document8 pagesUnited States Patent (19) 11 Patent Number: 6,006,924: Sandford (45) Date of Patent: Dec. 28, 1999NadineNo ratings yet
- United States Patent (10) Patent No.: US 6,234,058 B1: Morgado (45) Date of Patent: May 22, 2001Document18 pagesUnited States Patent (10) Patent No.: US 6,234,058 B1: Morgado (45) Date of Patent: May 22, 2001Teo ListNo ratings yet
- US6804943Document6 pagesUS6804943Abdullah KhanNo ratings yet
- Mte CutawayDocument14 pagesMte CutawayMujeres Virglius PabliusNo ratings yet
- Ta Co Chceme - US7134255Document5 pagesTa Co Chceme - US7134255hana.hovorkovaNo ratings yet
- Dual-Mode CCL Tool Circuit Enables Passive and Active OperationsDocument15 pagesDual-Mode CCL Tool Circuit Enables Passive and Active OperationsArellys LizamaNo ratings yet
- United States Patent (10) Patent No.: US 6,725,039 B1: Parmar Et Al. (45) Date of Patent: Apr. 20, 2004Document7 pagesUnited States Patent (10) Patent No.: US 6,725,039 B1: Parmar Et Al. (45) Date of Patent: Apr. 20, 2004aduh haiNo ratings yet
- United States Patent (19) : 11 Patent Number: 4,828,024 45) Date of Patent: May 9, 1989Document18 pagesUnited States Patent (19) : 11 Patent Number: 4,828,024 45) Date of Patent: May 9, 1989iswantmachooNo ratings yet
- US6960987Document71 pagesUS6960987Carlos OrtegaNo ratings yet
- United States Patent (19) 11 Patent Number: 5,852,331: Giorgini (45) Date of Patent: Dec. 22, 1998Document6 pagesUnited States Patent (19) 11 Patent Number: 5,852,331: Giorgini (45) Date of Patent: Dec. 22, 1998Fawad AhmadNo ratings yet
- Labyrinth Seal for Disc TurbineDocument9 pagesLabyrinth Seal for Disc TurbineRonan RojasNo ratings yet
- Ess Hitachi 2001 Us6183210 PDFDocument21 pagesEss Hitachi 2001 Us6183210 PDFnguyenteoNo ratings yet
- 2010 Apparatus For Driving ConductorDocument8 pages2010 Apparatus For Driving ConductorScience & EngineeringNo ratings yet
- Us9217329 PDFDocument14 pagesUs9217329 PDFAzafranNo ratings yet
- Kick Scooter Steering Mechanism PatentDocument10 pagesKick Scooter Steering Mechanism PatentEric Manuel Mercedes AbreuNo ratings yet
- United States Patent (10) Patent N0.: US 8,899,217 B2Document7 pagesUnited States Patent (10) Patent N0.: US 8,899,217 B2Teleson MarquesNo ratings yet
- United States Patent (10) Patent No.: US 7,188.478 B2: Bourgeois (45) Date of Patent: Mar. 13, 2007Document10 pagesUnited States Patent (10) Patent No.: US 7,188.478 B2: Bourgeois (45) Date of Patent: Mar. 13, 2007Mateus GaygerNo ratings yet
- US8426779Document10 pagesUS8426779Alex de Lima e SilvaNo ratings yet
- 7500ceICP MShardwaremanualenDocument334 pages7500ceICP MShardwaremanualenbahram adimiNo ratings yet
- Apparatus For Widening and Slowing Down A Stream of Upright BottlesDocument6 pagesApparatus For Widening and Slowing Down A Stream of Upright Bottlesalguna54No ratings yet
- Aiset N 5000Document2 pagesAiset N 5000alguna54100% (1)
- Abb Nema Explosion Proof Ac & DCDocument56 pagesAbb Nema Explosion Proof Ac & DCCarlos Alvarez L.No ratings yet
- Vehicle fuse and relay guideDocument17 pagesVehicle fuse and relay guidealguna54No ratings yet
- Weight Measuring Type Filling MachineDocument19 pagesWeight Measuring Type Filling Machinealguna54No ratings yet
- Liquid Dispensing DeviceDocument4 pagesLiquid Dispensing Devicealguna54No ratings yet
- Agilent - ICP MS 7500Document659 pagesAgilent - ICP MS 7500alguna54No ratings yet
- Filling ValveDocument4 pagesFilling Valvealguna54No ratings yet
- Weight Control Filling ApparatusDocument11 pagesWeight Control Filling Apparatusalguna54No ratings yet
- Bottle Filling Machine + US 4 967 813 ADocument15 pagesBottle Filling Machine + US 4 967 813 Aalguna54No ratings yet
- Aquence LG 75-EnDocument1 pageAquence LG 75-Enalguna54No ratings yet
- Clamp Gripper For Container Transport SystemDocument16 pagesClamp Gripper For Container Transport Systemalguna54No ratings yet
- Filling Valve + US 4 794 959 ADocument4 pagesFilling Valve + US 4 794 959 Aalguna54No ratings yet
- Bottle Filling DevicesDocument5 pagesBottle Filling Devicesalguna54No ratings yet
- 2SC2655 Y (F) ToshibaDocument2 pages2SC2655 Y (F) Toshibaalguna54No ratings yet
- 00 05manual PDFDocument129 pages00 05manual PDFNevsaint MartinezNo ratings yet
- Sell Sheet Optal XP en FinalDocument2 pagesSell Sheet Optal XP en Finalalguna54No ratings yet
- Accumax Va Fa Instruction ManualDocument2 pagesAccumax Va Fa Instruction Manualalguna54No ratings yet
- 00 05manual PDFDocument129 pages00 05manual PDFNevsaint MartinezNo ratings yet
- Aquence LG 75S-EnDocument1 pageAquence LG 75S-Enalguna54No ratings yet
- MRM Elgin SMPP135v2 Filler ManualDocument90 pagesMRM Elgin SMPP135v2 Filler Manualalguna54No ratings yet
- 5BH TiDocument16 pages5BH Tialguna54No ratings yet
- HYPRO, Pocket Guide 2010 Nozzle TablesDocument8 pagesHYPRO, Pocket Guide 2010 Nozzle Tablesalguna54No ratings yet
- AlloyingElements enDocument24 pagesAlloyingElements enhsemargNo ratings yet
- Science Direct + Biochemical System A Tics and Ecology - A Comparative Study of Flavonoids in Some Members of The PapaveraceaeDocument3 pagesScience Direct + Biochemical System A Tics and Ecology - A Comparative Study of Flavonoids in Some Members of The Papaveraceaealguna54No ratings yet
- Product Description c372nDocument3 pagesProduct Description c372nMorched TounsiNo ratings yet
- Final Project - PPT On MIMO SystemDocument27 pagesFinal Project - PPT On MIMO SystemDebayan Sen100% (2)
- Lecture - 1 AutomaticsDocument24 pagesLecture - 1 AutomaticsaliNo ratings yet
- User Manual: HGM6400 Automatic Genset Controller (With J1939 Interface)Document37 pagesUser Manual: HGM6400 Automatic Genset Controller (With J1939 Interface)nhocti007No ratings yet
- Ch1 Introduction To Control SystemsDocument10 pagesCh1 Introduction To Control SystemsNasiha MokhtaruddinNo ratings yet
- Experion CEE-based Controllers and I/O: Doc EP03-290-400Document43 pagesExperion CEE-based Controllers and I/O: Doc EP03-290-400MesratNo ratings yet
- Ee-474 Feedback Control System - 2012Document69 pagesEe-474 Feedback Control System - 2012Ali RazaNo ratings yet
- EE-418 Course 1Document34 pagesEE-418 Course 1ayaNo ratings yet
- Electrical TitleDocument16 pagesElectrical TitleShaaruk Shk0% (1)
- K Krishnaswami PDFDocument81 pagesK Krishnaswami PDFarpit gargNo ratings yet
- Water Level Sensing Using PLCDocument11 pagesWater Level Sensing Using PLCvinothnrvNo ratings yet
- Mmi 810-1 811-1Document4 pagesMmi 810-1 811-1SinišaNo ratings yet
- Control Systems Engineer at FluorDocument36 pagesControl Systems Engineer at FluorMarvin Garcia Oliva100% (2)
- PDF Planta ControlDocument28 pagesPDF Planta ControlhugoivNo ratings yet
- Multilizer PDF Translator Free version limits translations to 3 pagesDocument23 pagesMultilizer PDF Translator Free version limits translations to 3 pagesmarcosluna6857% (7)
- Ecodrive Dkc01.1 - dkc11.1 Version Notes Ase 04vrs - Ase04 - fvn1Document24 pagesEcodrive Dkc01.1 - dkc11.1 Version Notes Ase 04vrs - Ase04 - fvn1KrassiNo ratings yet
- Building Automation 2014 eDocument80 pagesBuilding Automation 2014 etichtruong77No ratings yet
- Manual Termostato Honey Well TH 6000Document80 pagesManual Termostato Honey Well TH 6000Alejandro CastilloNo ratings yet
- Introduction To Control SystemDocument32 pagesIntroduction To Control SystemSaurabh Chandra MishraNo ratings yet
- Electric Drives - Motor Controllers and Control SystemsDocument11 pagesElectric Drives - Motor Controllers and Control SystemsRam KumarNo ratings yet
- Honeywell Mmi 813.1 Mod 23Document5 pagesHoneywell Mmi 813.1 Mod 23nestor_moNo ratings yet
- Fayoum University Automatic Control ReportDocument4 pagesFayoum University Automatic Control ReportahmedelebyaryNo ratings yet
- Eja Hart Im 08Document31 pagesEja Hart Im 08vishnunair27No ratings yet
- VT6 AirDocument17 pagesVT6 Airviorel5376No ratings yet
- User Manual Module HGM400 SeriesDocument30 pagesUser Manual Module HGM400 SeriesRahmat Nur IlhamNo ratings yet
- FANUC System PMC Introduction: Origin: Input Time: 07-06-05 02:32:28Document8 pagesFANUC System PMC Introduction: Origin: Input Time: 07-06-05 02:32:28occhityaNo ratings yet
- Process Control FundamentalsDocument22 pagesProcess Control FundamentalsJude HarrisonNo ratings yet
- Process Dynamics & Control: BSC, Chemical Engineering 8 SemesterDocument72 pagesProcess Dynamics & Control: BSC, Chemical Engineering 8 SemesterNajeeb Mohammad SubhaniNo ratings yet
- Clas 01Document22 pagesClas 01testmobica13No ratings yet
- EMC322 Assignment 1 Group M24Document4 pagesEMC322 Assignment 1 Group M24kinchoonNo ratings yet