You might also like
- StudentDocument7 pagesStudentKartik AryanNo ratings yet
- WPS MCC 001 PDFDocument1 pageWPS MCC 001 PDFNuwan RanaweeraNo ratings yet
- QW-451 Welding THK - June5Document17 pagesQW-451 Welding THK - June5Raj SNo ratings yet
- Handbook MetrodeDocument371 pagesHandbook Metrodejf2587No ratings yet
- The Feasibility of Eliminating Flood Problems in The Philippines Through Pervious ConcreteDocument24 pagesThe Feasibility of Eliminating Flood Problems in The Philippines Through Pervious ConcreteClarisse DuenasNo ratings yet
- Mivan Shuttering - QuotationDocument5 pagesMivan Shuttering - Quotationmahesh pandeyNo ratings yet
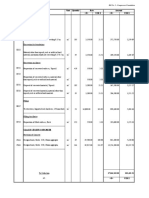
- Jetty BOQDocument5 pagesJetty BOQLawal Abdul-Rasheed Ayinde100% (1)
- Cswip 3.1Document2 pagesCswip 3.1Anna PariniNo ratings yet
- PWPS Eksperimen Super DuplexDocument33 pagesPWPS Eksperimen Super Duplexryan.sNo ratings yet
- Colour Coding As Per BHELDocument7 pagesColour Coding As Per BHELKedar Choksi0% (1)
- Sa 672Document7 pagesSa 672lalitaliNo ratings yet
- 175 019900Document2 pages175 019900Abu Anas M.SalaheldinNo ratings yet
- Test Pack ProcedureDocument10 pagesTest Pack ProcedureDaengkulle Firmansyah PuteraNo ratings yet
- SAIC-W-2078 Review PWHT Proc For TankDocument5 pagesSAIC-W-2078 Review PWHT Proc For Tankkarioke mohaNo ratings yet
- Wps GT 9b Cvn90 Rev 1 PDFDocument6 pagesWps GT 9b Cvn90 Rev 1 PDFM. Zaki RahmaniNo ratings yet
- WPS, PQR, WPQDocument2 pagesWPS, PQR, WPQESL100% (1)
- NCR AG I 055 With Vendors ReplyDocument12 pagesNCR AG I 055 With Vendors ReplymuhammedemraanNo ratings yet
- PWHT TableDocument1 pagePWHT TableSumner TingNo ratings yet
- Asset Integrity Daily ReportDocument1 pageAsset Integrity Daily Reportعصمت ضيف اللهNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document1 pageWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed LepdaNo ratings yet
- GMCo - WPSDocument8 pagesGMCo - WPSMohamed AtefNo ratings yet
- 9.19 - P-101 - Positive Material IdentificationDocument13 pages9.19 - P-101 - Positive Material IdentificationRays TioNo ratings yet
- TDC QapDocument69 pagesTDC QapKuppuraj ParamsivamNo ratings yet
- WPS, PQR, WQT, WPQ: BBW30103 Teknologi Kimpalan BerautomasiDocument12 pagesWPS, PQR, WQT, WPQ: BBW30103 Teknologi Kimpalan BerautomasiNazrin GLNo ratings yet
- Office: Printout Sample - ASME WPSDocument2 pagesOffice: Printout Sample - ASME WPSDanem HalasNo ratings yet
- Asm Products & Education Catalog: Celebrating Our First 100 Years of Materials InnovationDocument52 pagesAsm Products & Education Catalog: Celebrating Our First 100 Years of Materials InnovationVinit AhluwaliaNo ratings yet
- Oxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupsDocument6 pagesOxygen Level in Purging Gas During Welding of Duplex Stainless Steel - Google GroupssanketNo ratings yet
- Astm 890Document3 pagesAstm 890bsnegi111No ratings yet
- Welder Qualification Record: CODE: AS/NZS 1554.5-2014 WMS-WPS-30Document2 pagesWelder Qualification Record: CODE: AS/NZS 1554.5-2014 WMS-WPS-30Ali TalebiNo ratings yet
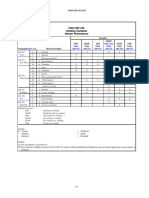
- Table - Qw-416 Welding Variables For Welder PerformanceDocument1 pageTable - Qw-416 Welding Variables For Welder PerformanceAnonymous VohpMtUSN100% (1)
- Part2 Notice 1Document21 pagesPart2 Notice 1Danem Halas100% (1)
- GS 30-1-7 - MainbodyDocument16 pagesGS 30-1-7 - MainbodySubash ChandraboseNo ratings yet
- Wps No Ltbf/Capfims/Sswps-11: - Contractor Revision No: - Welding Process (Es)Document4 pagesWps No Ltbf/Capfims/Sswps-11: - Contractor Revision No: - Welding Process (Es)Nilotpal Kumar RaiNo ratings yet
- QW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)Document1 pageQW 484-Record of Welder Qualification Tests: (See Asme BPV Code Section Ix)rohitbhat2345No ratings yet
- Steel Properties Material Grade Comparison ChartDocument1 pageSteel Properties Material Grade Comparison Chartgk80823No ratings yet
- Pressure Vessel Plate InspectionDocument5 pagesPressure Vessel Plate InspectionSadashiw PatilNo ratings yet
- Cathodic Protection BOMDocument4 pagesCathodic Protection BOManonymous542No ratings yet
- Severin FinalDocument26 pagesSeverin Finalcristasocum_trans1758No ratings yet
- FDA and 1935 2004 DoC General Food Contact Regulations BU HFH Rev 008Document15 pagesFDA and 1935 2004 DoC General Food Contact Regulations BU HFH Rev 008Gisela ViskaNo ratings yet
- Barcol ProcedureDocument1 pageBarcol ProcedureseetharamannNo ratings yet
- TDC 003 - SS Pipes - r0Document1 pageTDC 003 - SS Pipes - r0samkarthik47No ratings yet
- API 653 Above Ground Storage Tank InspectorDocument2 pagesAPI 653 Above Ground Storage Tank InspectorMohamed Hichem Guesmi0% (1)
- 57 PQRDocument13 pages57 PQRAbdul Tri Hamdani HamdaniNo ratings yet
- Seamless Steel Line Pipe Seamless Steel Line Pipe: Pipes & Tubes Pipes & TubesDocument8 pagesSeamless Steel Line Pipe Seamless Steel Line Pipe: Pipes & Tubes Pipes & TubesMoh'd MansourNo ratings yet
- WTIA TN 11 Commentary On The Standard ASNZS 1554 Structural Steel WeldingDocument99 pagesWTIA TN 11 Commentary On The Standard ASNZS 1554 Structural Steel WeldingZac NastNo ratings yet
- PWHTDocument1 pagePWHTMohdBadruddinKarimNo ratings yet
- SAW Presentation - SSDocument62 pagesSAW Presentation - SSRishabh KumarNo ratings yet
- WPS-PQR ListDocument1 pageWPS-PQR ListSandra SandersNo ratings yet
- Grade Point Average CalculatorDocument1 pageGrade Point Average CalculatorRaquelNo ratings yet
- Procedure Demonstration RecordDocument5 pagesProcedure Demonstration RecordSantanu SahaNo ratings yet
- Nozzle Fit-Up Inspection Report: Inspected & Prepared byDocument9 pagesNozzle Fit-Up Inspection Report: Inspected & Prepared byDaison PaulNo ratings yet
- Sample Forms WPS PQRDocument22 pagesSample Forms WPS PQRGMNo ratings yet
- Ucs 56Document1 pageUcs 56enemesio_85100% (1)
- ISO - TR - 20173 - 2009 - EN - PDF For Material GroupingDocument11 pagesISO - TR - 20173 - 2009 - EN - PDF For Material GroupingS.K.AGRAWALNo ratings yet
- Acceptance Criteria Asme B31.3 PDFDocument1 pageAcceptance Criteria Asme B31.3 PDFAhmad Rizki100% (1)
- Din 54109-2-89 PDFDocument2 pagesDin 54109-2-89 PDFAndres Afanador MuñozNo ratings yet
- 202 1sp 0 Saw Cs CsDocument8 pages202 1sp 0 Saw Cs CskrishimaNo ratings yet
- Astm A516 Grade 70Document1 pageAstm A516 Grade 70Javier Caamaño VillafañeNo ratings yet
- Schematic Diagram For Hydrotest.Document1 pageSchematic Diagram For Hydrotest.vsNo ratings yet
- Rererence - PIM-SC-2505-N - CS PIPING FABRICATIONDocument14 pagesRererence - PIM-SC-2505-N - CS PIPING FABRICATIONaslam.ambNo ratings yet
- Api 1104 VT TestDocument2 pagesApi 1104 VT TestKali AbdennourNo ratings yet
- Rapid p0030 CPP U0030 Qac Mom 0024 Quality MeetingDocument13 pagesRapid p0030 CPP U0030 Qac Mom 0024 Quality MeetingAtuk Safiz100% (1)
- The Complete Guide to Telephone Interview Questions and AnswersFrom EverandThe Complete Guide to Telephone Interview Questions and AnswersNo ratings yet
- IqamaDocument1 pageIqamaMohamed Reda HusseinNo ratings yet
- Copy of PassportDocument2 pagesCopy of PassportMohamed Reda HusseinNo ratings yet
- Privacy Notice and ConsentDocument2 pagesPrivacy Notice and ConsentMohamed Reda HusseinNo ratings yet
- SAP Number DataDocument5 pagesSAP Number DataMohamed Reda HusseinNo ratings yet
- Satip-Log Satip Title Nesma Transmittal Sa Aramco TransmittalDocument2 pagesSatip-Log Satip Title Nesma Transmittal Sa Aramco TransmittalMohamed Reda HusseinNo ratings yet
- Non-Conformance Details:: Dept./Discipline: Issue Date: Raised by LocationDocument1 pageNon-Conformance Details:: Dept./Discipline: Issue Date: Raised by LocationMohamed Reda HusseinNo ratings yet
- Project-Mip-14: Procedure For Material Equipments Receiving, Handling, Storage & PreservationDocument34 pagesProject-Mip-14: Procedure For Material Equipments Receiving, Handling, Storage & PreservationMohamed Reda HusseinNo ratings yet
- Installation Manual FPIDocument60 pagesInstallation Manual FPIMohamed Reda HusseinNo ratings yet
- Internal NCR LogDocument7 pagesInternal NCR LogMohamed Reda HusseinNo ratings yet
- Test Procedure NFPA 705Document3 pagesTest Procedure NFPA 705Mohamed Reda HusseinNo ratings yet
- 157-RD-12-17 Saudi Perlite CompanyDocument4 pages157-RD-12-17 Saudi Perlite CompanyMohamed Reda HusseinNo ratings yet
- 09-SAMSS-097 - Ready-Mixed Concrete PDFDocument9 pages09-SAMSS-097 - Ready-Mixed Concrete PDFMohamed Reda HusseinNo ratings yet
- Agap WPSDocument181 pagesAgap WPSMohamed Reda Hussein100% (1)
- As-Built Drawing Process GuidelineDocument1 pageAs-Built Drawing Process GuidelineMohamed Reda Hussein100% (1)
- SR. # Client Name Insp Cash/Credit AmountDocument15 pagesSR. # Client Name Insp Cash/Credit AmountMohamed Reda HusseinNo ratings yet
- WP056P Rev0Document12 pagesWP056P Rev0Mohamed Reda HusseinNo ratings yet
- ASME U StampingDocument1 pageASME U StampingMohamed Reda HusseinNo ratings yet
- Hardness: Minimum Thickness Requirements For Various Testing MethodsDocument1 pageHardness: Minimum Thickness Requirements For Various Testing MethodsMohamed Reda HusseinNo ratings yet
- WPQR SMAW EN-2 - 30mm (Under Modification)Document2 pagesWPQR SMAW EN-2 - 30mm (Under Modification)Mohamed Reda HusseinNo ratings yet
- RNCS 039 Allegato1 FG 1 & 2Document2 pagesRNCS 039 Allegato1 FG 1 & 2Mohamed Reda HusseinNo ratings yet
- Surface PreparationDocument3 pagesSurface PreparationMohamed Reda Hussein80% (5)
- Pictures Related To NCR NO.100: Picture 1 (B667) Picture 2 (B642)Document2 pagesPictures Related To NCR NO.100: Picture 1 (B667) Picture 2 (B642)Mohamed Reda HusseinNo ratings yet
- RCC Curtainwall QuantityDocument2 pagesRCC Curtainwall QuantityHeerendra SharmaNo ratings yet
- ICE Check Certificate RegisterDocument10 pagesICE Check Certificate RegisterKam LauNo ratings yet
- Weldablity of MetalsDocument15 pagesWeldablity of MetalspchakrNo ratings yet
- REFRACTICA - The Refractory Maintenance NewsletterDocument8 pagesREFRACTICA - The Refractory Maintenance Newslettersumay banerjeeNo ratings yet
- Seismic Base Coe. NBC 105-2016Document11 pagesSeismic Base Coe. NBC 105-2016Aditya JoshiNo ratings yet
- API-510 QuestionsDocument21 pagesAPI-510 Questionssjois_hs100% (1)
- Basics of GrindingDocument15 pagesBasics of Grindingmaulikgadara100% (1)
- Bolt A Band - 2Document6 pagesBolt A Band - 2Oscar YudistiraNo ratings yet
- ASTM Standards: Range of Products & Material GradeDocument1 pageASTM Standards: Range of Products & Material Gradeeko kusumoNo ratings yet
- Inspection Checklist For Installation of Interlocking Precast Concrete Pavers and KerbstonesDocument1 pageInspection Checklist For Installation of Interlocking Precast Concrete Pavers and KerbstonesDipin Nediya Parambath100% (3)
- AVR 1500 Audio/Video Receiver: Service ManualDocument74 pagesAVR 1500 Audio/Video Receiver: Service ManualMartel QuirozNo ratings yet
- Setting of CementDocument18 pagesSetting of CementRajat GuptaNo ratings yet
- Ses KP2 Sleeve Expander ToolDocument2 pagesSes KP2 Sleeve Expander ToolSpqdNo ratings yet
- Composite Steel Formwork System: Outline of Live-End Anchorage PocketDocument30 pagesComposite Steel Formwork System: Outline of Live-End Anchorage PocketJames MizziNo ratings yet
- Revision of IS 456 & IS 1343 - SummaryDocument3 pagesRevision of IS 456 & IS 1343 - Summaryshiv paa0% (1)
- CG-2016284-02 CHEMGUARD Pre-Piped Vertical Bladder TanksDocument6 pagesCG-2016284-02 CHEMGUARD Pre-Piped Vertical Bladder TanksAnonymous S9qBDVkyNo ratings yet
- Aquapel PDFDocument1 pageAquapel PDFKS LeeNo ratings yet
- Grey Iron CastingsDocument7 pagesGrey Iron Castingssivakumar990No ratings yet
- Haldia Petrochemicals LTD LLDPEDocument6 pagesHaldia Petrochemicals LTD LLDPEsenthilkumar santhanamNo ratings yet
- Precast SectionsDocument16 pagesPrecast SectionsRigid JointNo ratings yet
- LSI Cypress LPS Low Pressure Sodium Series Brochure 1987Document6 pagesLSI Cypress LPS Low Pressure Sodium Series Brochure 1987Alan MastersNo ratings yet
- LIGMANDocument1 pageLIGMANDessouki SamakNo ratings yet
- Assab Steels 705M Machinery Steel: Metal, Ferrous Metal, Alloy SteelDocument2 pagesAssab Steels 705M Machinery Steel: Metal, Ferrous Metal, Alloy SteelMuhammad FikriNo ratings yet
- B466 PDFDocument6 pagesB466 PDFKikin K. Permata100% (1)
- Metal Panels CatalogueDocument30 pagesMetal Panels Cataloguefacade vietnamNo ratings yet
- D B B D: General NotesDocument1 pageD B B D: General NotessamiabdulwahabNo ratings yet