You might also like
- Corrosion Performance of The Plasma Nitrided 316L Stainless SteelDocument6 pagesCorrosion Performance of The Plasma Nitrided 316L Stainless Steelo_l_0No ratings yet
- Corrosion Resistance Properties of Glow-Discharge Nitrided Aisi 316L Austenitic Stainless Steel in Nacl SolutionsDocument15 pagesCorrosion Resistance Properties of Glow-Discharge Nitrided Aisi 316L Austenitic Stainless Steel in Nacl Solutionso_l_0No ratings yet
- On The Formation of Expanded Austenite During Plasma Nitriding of An AISI 316L Austenitic Stainless SteelDocument4 pagesOn The Formation of Expanded Austenite During Plasma Nitriding of An AISI 316L Austenitic Stainless Steelo_l_0No ratings yet
- Material Preparation Diamond Polishing Suspensions and PastesDocument8 pagesMaterial Preparation Diamond Polishing Suspensions and Pasteso_l_0No ratings yet
- Standard Hardness Conversion Tables For Metals Relationship Among Brinell Hardness, Vickers Hardness, Rockwell Hardness, Superficial Hardness, Knoop Hardness, and Scleroscope HardnessDocument21 pagesStandard Hardness Conversion Tables For Metals Relationship Among Brinell Hardness, Vickers Hardness, Rockwell Hardness, Superficial Hardness, Knoop Hardness, and Scleroscope Hardnesso_l_0No ratings yet
- Astm E2014Document7 pagesAstm E2014o_l_0No ratings yet
- Production and Evaluation of Field Metallographic Replicas: Standard Practice ForDocument6 pagesProduction and Evaluation of Field Metallographic Replicas: Standard Practice ForGonzalo TelleríaNo ratings yet
- Precidur HLB 17 / 17Mnb3: Boron-Alloyed Case Hardening SteelDocument3 pagesPrecidur HLB 17 / 17Mnb3: Boron-Alloyed Case Hardening Steelo_l_0No ratings yet
- BS EN 12536-2000 Gas Welding Creep Resistant, Non-Alloy and Fine Grain PDFDocument11 pagesBS EN 12536-2000 Gas Welding Creep Resistant, Non-Alloy and Fine Grain PDFo_l_0No ratings yet
- Marshall's Reagent: Origins, Modifications, and New ApplicationsDocument2 pagesMarshall's Reagent: Origins, Modifications, and New Applicationso_l_0No ratings yet
- Tapping Screw Performance Specifications: Greenslade & Company, IncDocument22 pagesTapping Screw Performance Specifications: Greenslade & Company, Inco_l_0No ratings yet
- (British Standards Institution) Fire Detection andDocument42 pages(British Standards Institution) Fire Detection andMauro MLRNo ratings yet
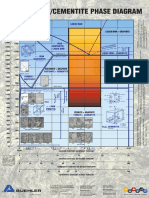
- Fe-C Buehler PDFDocument1 pageFe-C Buehler PDFo_l_0No ratings yet
- Marshall's Reagent: Origins, Modifications, and New ApplicationsDocument2 pagesMarshall's Reagent: Origins, Modifications, and New Applicationso_l_0No ratings yet
- Screw Point TypesDocument2 pagesScrew Point TypesAndres Byke SepulvedaNo ratings yet
- Data Sheet RWL34 PDFDocument4 pagesData Sheet RWL34 PDFo_l_0No ratings yet
- Astm D 2988 - 96Document3 pagesAstm D 2988 - 96o_l_0No ratings yet
- Astm D 4313 - 03Document2 pagesAstm D 4313 - 03o_l_050% (2)
- Astm F 584 - 87 R99Document7 pagesAstm F 584 - 87 R99o_l_0No ratings yet
- Astm F 528 - 99Document7 pagesAstm F 528 - 99o_l_0No ratings yet
- Astm D 2110 - 00Document2 pagesAstm D 2110 - 00o_l_0100% (1)
- Astm e 1346 - 90 R00Document3 pagesAstm e 1346 - 90 R00o_l_0No ratings yet
- Astm D 828 - 97 R02 PDFDocument7 pagesAstm D 828 - 97 R02 PDFo_l_0No ratings yet
- Astm E2014Document7 pagesAstm E2014o_l_0No ratings yet
- Astm D 2336 - 99Document4 pagesAstm D 2336 - 99o_l_0No ratings yet
- Astm D 3301 - 00 PDFDocument5 pagesAstm D 3301 - 00 PDFo_l_0No ratings yet
- D 1583 - 01Document2 pagesD 1583 - 01o_l_0No ratings yet
- Astm C 363 - 00Document2 pagesAstm C 363 - 00o_l_0No ratings yet
- Astm D 2570 - 96 R02Document7 pagesAstm D 2570 - 96 R02o_l_0No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- 9f Word SheetsDocument2 pages9f Word SheetsbanaliaNo ratings yet
- London Examinations GCE: ChemistryDocument24 pagesLondon Examinations GCE: ChemistryShahRukh WaniNo ratings yet
- Chemical Technology Subject Code: CH2001 Module II-Lecture 3 Nitric AcidDocument12 pagesChemical Technology Subject Code: CH2001 Module II-Lecture 3 Nitric AcidU SANKAR TEJONo ratings yet
- Extractive Metallurgy First PDFDocument22 pagesExtractive Metallurgy First PDFDerek Jensen100% (8)
- Periodic Table & PeriodicityDocument22 pagesPeriodic Table & PeriodicityMike hunkNo ratings yet
- Question Bank Nitric Acid and NitratesDocument19 pagesQuestion Bank Nitric Acid and NitratesGanesh sargarNo ratings yet
- Chemical Reactions ExplainedDocument7 pagesChemical Reactions ExplainedchristalNo ratings yet
- Sponge Iron List 2001Document11 pagesSponge Iron List 2001bijayaceNo ratings yet
- 1 Periodic TableDocument50 pages1 Periodic TableHimanshu GoyalNo ratings yet
- Rec ZN 4Document22 pagesRec ZN 4edwin quintanillaNo ratings yet
- NOAA Technical Memorandum NOS ORCA 71 - Vol III - Technical Methods For MusselsDocument235 pagesNOAA Technical Memorandum NOS ORCA 71 - Vol III - Technical Methods For MusselsbuarcosNo ratings yet
- Allotropes of CarbonDocument3 pagesAllotropes of CarbonHemant Kumar100% (1)
- Topic 5 PP 4 QPDocument22 pagesTopic 5 PP 4 QPKineticbtwNo ratings yet
- Chemisttry CH 2Document80 pagesChemisttry CH 2Aaron PhilippeNo ratings yet
- Exp LoopDocument37 pagesExp Loopreach_arindomNo ratings yet
- Tech Drilling General MDocument2 pagesTech Drilling General MandyNo ratings yet
- ChargesDocument1 pageChargesshenNo ratings yet
- Atomic WeightsDocument8 pagesAtomic WeightsSeamus AlaricNo ratings yet
- Handbook for Plating Made EasyDocument30 pagesHandbook for Plating Made EasyljubimirNo ratings yet
- HO 5 Limreact PracticeDocument7 pagesHO 5 Limreact PracticeOmSilence2651No ratings yet
- Practical Organic Chem by Acme Study PointDocument34 pagesPractical Organic Chem by Acme Study PointIshikaGuptaNo ratings yet
- Chem Exp PD Transition MetalDocument2 pagesChem Exp PD Transition MetalJevaughn SmallNo ratings yet
- Chem 10X Data Sheet: 1. Periodic Table of The ElementsDocument2 pagesChem 10X Data Sheet: 1. Periodic Table of The ElementsLola LolaNo ratings yet
- Kineski Limovi Q PDFDocument10 pagesKineski Limovi Q PDFssteticNo ratings yet
- Bioleaching PDFDocument3 pagesBioleaching PDFbioenvironNo ratings yet
- ULO2 BDocument4 pagesULO2 BKaris DemetriaNo ratings yet
- JISM8853 - 2018 Chemical Analysis Method For Aluminosilicate Raw Materials For CeramicsDocument21 pagesJISM8853 - 2018 Chemical Analysis Method For Aluminosilicate Raw Materials For CeramicsRodney SalazarNo ratings yet
- Report of Analysis: Test RequiredDocument1 pageReport of Analysis: Test RequiredAndiNo ratings yet
- Science Unit Test Grade: 8 Unit 1: Matter: Do Not Turn The Page Until Instructed To Do SoDocument13 pagesScience Unit Test Grade: 8 Unit 1: Matter: Do Not Turn The Page Until Instructed To Do Soapi-238949685No ratings yet
- Physical Properties: Zinc Is ADocument2 pagesPhysical Properties: Zinc Is AVinod NairNo ratings yet