You might also like
- Reed EN 112530Document36 pagesReed EN 112530Humberto MenaldoNo ratings yet
- Thread RollingDocument18 pagesThread RollingShubham Sarkar100% (3)
- Z28-250 THREDA ROLLING MACHINE SpecificationsDocument15 pagesZ28-250 THREDA ROLLING MACHINE SpecificationsFarihatus SholehahNo ratings yet
- Thread Rolling: 3 Types of ProcessDocument2 pagesThread Rolling: 3 Types of ProcessManoj MathewNo ratings yet
- Thread Check Catalog 2021Document186 pagesThread Check Catalog 2021Rajiv GandhiNo ratings yet
- Mil S 13165Document20 pagesMil S 13165Francisco Ribeiro FernandesNo ratings yet
- AISI 440 Martensit PDFDocument4 pagesAISI 440 Martensit PDFJimmyVargasNo ratings yet
- ISO 1302 DIN 4768 Comparison of Surface Roughness Values Stainless Steel T PDFDocument2 pagesISO 1302 DIN 4768 Comparison of Surface Roughness Values Stainless Steel T PDFYohanes Wahyu TdNo ratings yet
- Vallorbs Guide Cut Vs Rolled ThreadsDocument3 pagesVallorbs Guide Cut Vs Rolled ThreadsOrlando AriasNo ratings yet
- Interlloy 440C MartensiticDocument4 pagesInterlloy 440C MartensiticGuillaume BoyerNo ratings yet
- How It Works Thread Rolling TMW 2006 AugustDocument5 pagesHow It Works Thread Rolling TMW 2006 AugustDipo SanjoyoNo ratings yet
- Vol69 Num620 Super Abrasive Grinding Process Improvements Via Power MonitoringDocument5 pagesVol69 Num620 Super Abrasive Grinding Process Improvements Via Power MonitoringSaravana kumarNo ratings yet
- TB Grinding EnglishDocument20 pagesTB Grinding EnglishVk PrabakranNo ratings yet
- Article - Experimental Characterization of Bending Fatigue Strength in GearDocument8 pagesArticle - Experimental Characterization of Bending Fatigue Strength in Gearjavo0128No ratings yet
- 4-Machining Fundamentals Ams May01 13Document87 pages4-Machining Fundamentals Ams May01 13mjdaleneziNo ratings yet
- Slotted Pins ISO 8752-St: Standard Delivery ProgramDocument1 pageSlotted Pins ISO 8752-St: Standard Delivery ProgramDave DthrNo ratings yet
- 19830024895Document15 pages19830024895SunnyNo ratings yet
- T E F A: HE Uropean Oundry SsociationDocument0 pagesT E F A: HE Uropean Oundry SsociationpkjenaleoNo ratings yet
- Nas 1329Document4 pagesNas 1329randoll jamesNo ratings yet
- Catalogue: Grippers & AccessoriesDocument32 pagesCatalogue: Grippers & AccessoriesVladimirAgeevNo ratings yet
- Astm B733 97 PDFDocument12 pagesAstm B733 97 PDFJesus VelizNo ratings yet
- GRINDING BASICS: CYLINDRICAL PROCESSES AND MACHINE REQUIREMENTSDocument62 pagesGRINDING BASICS: CYLINDRICAL PROCESSES AND MACHINE REQUIREMENTSKarthik NerellaNo ratings yet
- A PresentationDocument57 pagesA Presentationmadan023No ratings yet
- Almen Strip Holders: Meets SAE J442Document2 pagesAlmen Strip Holders: Meets SAE J442donhan91No ratings yet
- Thread Rolling Machine GuideDocument2 pagesThread Rolling Machine GuideBaldev SinghNo ratings yet
- Astm B 328Document4 pagesAstm B 328martin andolini100% (1)
- MMPDS 11 PreviewDocument24 pagesMMPDS 11 Previewmfregeau3654No ratings yet
- Aluminium Alloy 6061-T651 WeldedDocument9 pagesAluminium Alloy 6061-T651 WeldedBagandi ManurungNo ratings yet
- SHAES311Document3 pagesSHAES311Long Life Industria e Comercio LtdaNo ratings yet
- JIS B 1534-2013 Roller Bearing.Document23 pagesJIS B 1534-2013 Roller Bearing.cecdNo ratings yet
- Diamond and CBN English 07Document26 pagesDiamond and CBN English 07Vk PrabakranNo ratings yet
- Diseños de EngranajesDocument26 pagesDiseños de EngranajesTarja Turunen MexicoNo ratings yet
- F2 Phenolic Cotton Medium Weave TdsDocument2 pagesF2 Phenolic Cotton Medium Weave TdsKULDEEP THAKURNo ratings yet
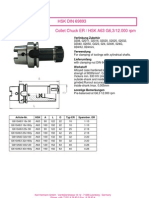
- HSK DIN 69893 enDocument29 pagesHSK DIN 69893 enalphatoolsNo ratings yet
- Nitriding 4340 ADocument8 pagesNitriding 4340 AyanuarNo ratings yet
- Bolts 354 BDDocument2 pagesBolts 354 BDfernandoarias100% (1)
- Spline Program Ver 1.1Document7 pagesSpline Program Ver 1.1Ozeias CardosoNo ratings yet
- Ge45 FW 2RS A PDFDocument1 pageGe45 FW 2RS A PDFshashibagewadiNo ratings yet
- Keenserts Tridair FastenersDocument58 pagesKeenserts Tridair FastenersThor InternationalNo ratings yet
- Calc Bend Radii Tensile Elong DataDocument7 pagesCalc Bend Radii Tensile Elong Dataritesh_4luv7679No ratings yet
- Source: Https://assist - Dla.mil - Downloaded: 2017-12-05T21:08Z Check The Source To Verify That This Is The Current Version Before UseDocument6 pagesSource: Https://assist - Dla.mil - Downloaded: 2017-12-05T21:08Z Check The Source To Verify That This Is The Current Version Before UseJoey ThomannNo ratings yet
- Xingtai City JUDU Commercial Co thread rolling machines profileDocument14 pagesXingtai City JUDU Commercial Co thread rolling machines profilelusakeNo ratings yet
- Gears HoningDocument7 pagesGears Honingsav33No ratings yet
- A147430 PDFDocument146 pagesA147430 PDFRoman GrantNo ratings yet
- Ams 2449 - 2004Document12 pagesAms 2449 - 2004Ehab HarbNo ratings yet
- Simmerrings PDFDocument152 pagesSimmerrings PDFGogyNo ratings yet
- Products GuideDocument12 pagesProducts GuideWK SinnNo ratings yet
- Din 8140 AmecoilDocument1 pageDin 8140 Amecoiljuanpalomo74No ratings yet
- Ott-Jakob HSK-B Pe 2017-04Document33 pagesOtt-Jakob HSK-B Pe 2017-04VladimirAgeevNo ratings yet
- Wiring: Lock, Shear and Seal: Section 2Document6 pagesWiring: Lock, Shear and Seal: Section 2sancakemreNo ratings yet
- TCE Babbitt 18391-2Document2 pagesTCE Babbitt 18391-2paulo cesar hernandez mijangosNo ratings yet
- Mil C 26074eDocument11 pagesMil C 26074edharlanuctcomNo ratings yet
- Iso Inch Thread With A Standard Unc-2A Tolerance: Relationship Between The TolerancesDocument1 pageIso Inch Thread With A Standard Unc-2A Tolerance: Relationship Between The TolerancesMiguelito MaxNo ratings yet
- Din 5480-2 - 2006-05Document40 pagesDin 5480-2 - 2006-05Luiz Munari100% (2)
- Moment of Inertia of Stepped ShaftsDocument11 pagesMoment of Inertia of Stepped ShaftsRakesh Nair A100% (2)
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987From EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNo ratings yet
- Consider in Razor Slitting: Four Factors ToDocument2 pagesConsider in Razor Slitting: Four Factors ToAli AliNo ratings yet
- 7 StraighteningDocument5 pages7 StraighteningChirag SuleNo ratings yet
- Designing For Flexibility and ReliabilityDocument5 pagesDesigning For Flexibility and Reliabilityluat1983No ratings yet
- Rope Inc. Rope Inspection and RetirementDocument4 pagesRope Inc. Rope Inspection and RetirementMr-SmithNo ratings yet
- Austube Mills - Generic Processing Fact Sheet - 2015 - 1Document2 pagesAustube Mills - Generic Processing Fact Sheet - 2015 - 1Andrew PeterNo ratings yet
- Comparison of A Hoisting System and Vertical Conveyor For Shallow ShaftsDocument8 pagesComparison of A Hoisting System and Vertical Conveyor For Shallow ShaftsAndrew PeterNo ratings yet
- The Power of Steel and Synthetics in Hard Rock HaulageDocument14 pagesThe Power of Steel and Synthetics in Hard Rock HaulageAndrew PeterNo ratings yet
- Investigation On Conveyance Motion Using CFD and Structural AnalysisDocument14 pagesInvestigation On Conveyance Motion Using CFD and Structural AnalysisAndrew PeterNo ratings yet
- KUJ 1365-A New Main Haulage Level in The LKAB Kiruna Mine: Hans EngbergDocument10 pagesKUJ 1365-A New Main Haulage Level in The LKAB Kiruna Mine: Hans EngbergAndrew PeterNo ratings yet
- Guidelines For: Ordering Stainless Steel TubingDocument2 pagesGuidelines For: Ordering Stainless Steel TubingAndrew PeterNo ratings yet
- Bullivants WireRope - SpecificationsDocument20 pagesBullivants WireRope - SpecificationsAndrew PeterNo ratings yet
- Functional Safety For Mine Hoist-From Lilly To SIL3 Hoist ProtectorDocument20 pagesFunctional Safety For Mine Hoist-From Lilly To SIL3 Hoist ProtectorAndrew PeterNo ratings yet
- ProfileDCT Mar15 Web PDFDocument245 pagesProfileDCT Mar15 Web PDFshazanNo ratings yet
- Atlas Product Reference Manual 2010 PDFDocument158 pagesAtlas Product Reference Manual 2010 PDFwaynectwNo ratings yet
- Casar Multi LayerDocument30 pagesCasar Multi LayermarketakisioannisNo ratings yet
- Casar Steel Wire Ropes LetterDocument34 pagesCasar Steel Wire Ropes LetterAnonymous t0r2yT4No ratings yet
- Compacting: Page 1 of 2Document2 pagesCompacting: Page 1 of 2Andrew PeterNo ratings yet
- Rotation Tech RefDocument41 pagesRotation Tech RefAndrew PeterNo ratings yet
- Timoshenko. Strength of Materials. Parts I - II (2nd Ed, 1947) - Print - ScannedDocument7 pagesTimoshenko. Strength of Materials. Parts I - II (2nd Ed, 1947) - Print - ScannedRavinder SinghNo ratings yet
- Tiger RopeDocument82 pagesTiger RopeAndrew PeterNo ratings yet
- Xler Entire Brochure PDFDocument33 pagesXler Entire Brochure PDFmobogdan_1No ratings yet
- Atkinson-Taylor Method PDFDocument55 pagesAtkinson-Taylor Method PDFAndrew PeterNo ratings yet
- 20130828-HSC-Deep Mined Coal Industry Advisory Committee-2004Document139 pages20130828-HSC-Deep Mined Coal Industry Advisory Committee-2004Andrew PeterNo ratings yet
- RopemansHdbk3rdEd UKDocument90 pagesRopemansHdbk3rdEd UKAndrew Peter100% (4)
- RopemansHdbk3rdEd UKDocument90 pagesRopemansHdbk3rdEd UKAndrew Peter100% (4)
- RopemansHdbk3rdEd UKDocument90 pagesRopemansHdbk3rdEd UKAndrew Peter100% (4)
- How To Budget Your Money - The 50-20-30 GuidelineDocument7 pagesHow To Budget Your Money - The 50-20-30 GuidelineAndrew Peter100% (1)
- Technical Information On Wire Ropes BridonDocument14 pagesTechnical Information On Wire Ropes BridonAndrew PeterNo ratings yet
- 7 Secrets To Creating A Successful Budget PDFDocument6 pages7 Secrets To Creating A Successful Budget PDFAndrew PeterNo ratings yet
- Bridon Crane Rope CatalogueDocument80 pagesBridon Crane Rope CataloguePete Swift100% (1)
- 7 Secrets To Creating A Successful BudgetDocument6 pages7 Secrets To Creating A Successful BudgetAndrew PeterNo ratings yet
- Sprockets Selection - Martins PDFDocument41 pagesSprockets Selection - Martins PDFTúlio Barata FrançaNo ratings yet
- Mathcad User GuideDocument347 pagesMathcad User Guidenoname999xxx100% (1)
- HYDRAZINEDocument19 pagesHYDRAZINEDamla Taykoz100% (2)
- Taller de GasesDocument20 pagesTaller de GasesAle Cruz DNo ratings yet
- Pre-Load: Bolt Assemblies HR BS EN 14399-3:2015Document5 pagesPre-Load: Bolt Assemblies HR BS EN 14399-3:2015erharsinghNo ratings yet
- LNG Light Hydrocarbon Separation with Cryogenic Energy UtilizationDocument4 pagesLNG Light Hydrocarbon Separation with Cryogenic Energy UtilizationphantanthanhNo ratings yet
- Tut 9 - PH 102 - 30052023Document1 pageTut 9 - PH 102 - 30052023PS SuryaNo ratings yet
- Patent Review On "Biodiesel Production Process": April 2011Document16 pagesPatent Review On "Biodiesel Production Process": April 2011Anton AlgrinovNo ratings yet
- PUR Color ZS PUR Color ZS: Intermediate or Wearing LayerDocument5 pagesPUR Color ZS PUR Color ZS: Intermediate or Wearing LayerUrsulet SilviuNo ratings yet
- Mechanical SealDocument64 pagesMechanical SealKhoh Kai ShengNo ratings yet
- Adilabad ROB SCHDocument17 pagesAdilabad ROB SCHKota RavichandNo ratings yet
- Acasestudyon Process Condensate Stripperin Ammonia PlantDocument8 pagesAcasestudyon Process Condensate Stripperin Ammonia Plantdeepak ojhaNo ratings yet
- GTS-80 MQAP Rev 1.04Document6 pagesGTS-80 MQAP Rev 1.04Tyler CurryNo ratings yet
- Brosur Globond Alumunium Composite PanelDocument8 pagesBrosur Globond Alumunium Composite PanelDede SubhanNo ratings yet
- X17CrNi16 2Document2 pagesX17CrNi16 2madodandembeNo ratings yet
- Strut and Tie Model Analysis of Prestressed Deep BeamsDocument24 pagesStrut and Tie Model Analysis of Prestressed Deep BeamsKannan Chandrabhanu100% (1)
- The Particle Nature of MatterDocument25 pagesThe Particle Nature of MatterMaria bonny aquinoNo ratings yet
- DIY Homemade HHO Hydrogen Generator - RMCyberneticsDocument6 pagesDIY Homemade HHO Hydrogen Generator - RMCyberneticsharisaryono100% (1)
- VMC-Haj House - Final Estimate 09.01.19Document787 pagesVMC-Haj House - Final Estimate 09.01.19Patan Abdul Mehmood Khan100% (1)
- 27 PsychrometryDocument16 pages27 PsychrometryPRASAD326100% (1)
- Virtual Lab Bending Test AnalysisDocument12 pagesVirtual Lab Bending Test AnalysisDKM3C-F1056-PRAVINESHNo ratings yet
- PCC Technova Series CPL Cylindrical ValvesDocument5 pagesPCC Technova Series CPL Cylindrical ValvesAnju VijayanNo ratings yet
- Mechanical Design-Material PropertiesDocument61 pagesMechanical Design-Material Propertiesgaza001No ratings yet
- In-Situ Rock StressesDocument16 pagesIn-Situ Rock StressesAslam KhanNo ratings yet
- Road Project Steps and Interview QuestionsDocument54 pagesRoad Project Steps and Interview QuestionsaamirNo ratings yet
- Repair and RehabilitationDocument115 pagesRepair and RehabilitationBala Subramanian0% (1)
- Equilibrium and Elasticity: Powerpoint Lectures ForDocument16 pagesEquilibrium and Elasticity: Powerpoint Lectures FordeeparNo ratings yet
- Pet Bottles Flakes - RoughDocument19 pagesPet Bottles Flakes - RoughSivaraman P. S.100% (1)
- Materials 13 04965Document14 pagesMaterials 13 04965paulo passeiosNo ratings yet
- Design of Biogas DigestersDocument22 pagesDesign of Biogas DigestersSharath Chandra100% (5)
- BCA Booklet Content Drywall Internal Partition Sept 2013Document72 pagesBCA Booklet Content Drywall Internal Partition Sept 2013Carl XhingNo ratings yet
- Closures Technical Manual 14nov2008Document37 pagesClosures Technical Manual 14nov2008jjescudero100% (1)