You might also like
- Installation of Main Steel Structure/ Platform & Steam SilencerDocument4 pagesInstallation of Main Steel Structure/ Platform & Steam SilencerzhangNo ratings yet
- Saudi Aramco Inspection Checklist: SAIC-W-2032 24-Jul-18 Weld-Upgrade Aramco JNGLFP Propane System BI-21-00087 MacoDocument7 pagesSaudi Aramco Inspection Checklist: SAIC-W-2032 24-Jul-18 Weld-Upgrade Aramco JNGLFP Propane System BI-21-00087 MacojahaanNo ratings yet
- Verify Saudi Aramco Test Equipment SafetyDocument6 pagesVerify Saudi Aramco Test Equipment SafetyEagle SpiritNo ratings yet
- Saudi Aramco Inspection Checklist: Review of Procedure For Weld Repair (Plant Piping) SAIC-W-2002 15-Jul-18 WeldDocument1 pageSaudi Aramco Inspection Checklist: Review of Procedure For Weld Repair (Plant Piping) SAIC-W-2002 15-Jul-18 Weldm4metzNo ratings yet
- Saudi Aramco Inspection Checklist: Welding Overlay Workmanship Assessment SAIC-W-2027 31-Aug-11 MechDocument1 pageSaudi Aramco Inspection Checklist: Welding Overlay Workmanship Assessment SAIC-W-2027 31-Aug-11 MechAnonymous 4e7GNjzGWNo ratings yet
- Saic D 2024Document9 pagesSaic D 2024Md ShariqueNo ratings yet
- Satr Nde 2002Document1 pageSatr Nde 2002nadeem shaikhNo ratings yet
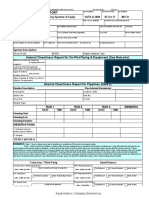
- Saudi Aramco Test Report: Internal Cleanliness Report (Piping Systems & Equip) SATR-A-2008 30-Oct-17 MechDocument2 pagesSaudi Aramco Test Report: Internal Cleanliness Report (Piping Systems & Equip) SATR-A-2008 30-Oct-17 MechJagdishNo ratings yet
- Saudi Aramco Test ReportDocument2 pagesSaudi Aramco Test ReportEswari AnandNo ratings yet
- Saic A 1002Document2 pagesSaic A 1002Sajid ShaikhNo ratings yet
- Saudi Aramco Inspection Checklist: Buttering and / or Weld Build-Up - Offshore Structures SAIC-W-1311 WeldDocument1 pageSaudi Aramco Inspection Checklist: Buttering and / or Weld Build-Up - Offshore Structures SAIC-W-1311 Weldkartik_harwani4387No ratings yet
- Final Cleanliness InspectionDocument2 pagesFinal Cleanliness Inspectionkarthi51289No ratings yet
- Saudi Aramco Inspection Checklist: Inspection of Pneumatic Test (Strength & Service) SAIC-A-2021 30-Apr-17 MechDocument4 pagesSaudi Aramco Inspection Checklist: Inspection of Pneumatic Test (Strength & Service) SAIC-A-2021 30-Apr-17 Mechkarthi51289No ratings yet
- Saudi Aramco Test ReportDocument8 pagesSaudi Aramco Test ReportJagdishNo ratings yet
- Ir 175-010000Document2 pagesIr 175-010000Abu Anas M.SalaheldinNo ratings yet
- Saic-P-3003 Rev 0 PDFDocument4 pagesSaic-P-3003 Rev 0 PDFHesham HelalNo ratings yet
- Saudi Aramco Inspection Checklist: SAIC-L-1003 29-Jun-17Document1 pageSaudi Aramco Inspection Checklist: SAIC-L-1003 29-Jun-17Zia ur RehmanNo ratings yet
- SAIC-L-2136 Rev 0Document3 pagesSAIC-L-2136 Rev 0philipyapNo ratings yet
- Saep 321Document25 pagesSaep 321AbdullahNo ratings yet
- SAES-W-012 - Google Search3Document1 pageSAES-W-012 - Google Search3fayceal0% (1)
- SATR-W-2006 Rev 6Document1 pageSATR-W-2006 Rev 6Manoj KumarNo ratings yet
- Saic L 2007 PDFDocument7 pagesSaic L 2007 PDFHesham HelalNo ratings yet
- SATIP-P-104-01 Rev 8 Final LV Cables PDFDocument2 pagesSATIP-P-104-01 Rev 8 Final LV Cables PDFSabheeh AliNo ratings yet
- SAUDI ARAMCO PRESSURE TESTING PROCEDURE REVIEWDocument27 pagesSAUDI ARAMCO PRESSURE TESTING PROCEDURE REVIEWNaushad AlamNo ratings yet
- Saep 1105 PDFDocument7 pagesSaep 1105 PDFbalajiNo ratings yet
- Saep 324Document13 pagesSaep 324Up WeldNo ratings yet
- SAEP-1106 - Welding Test Supplement S06 For GTAW, Aluminum With BackingDocument5 pagesSAEP-1106 - Welding Test Supplement S06 For GTAW, Aluminum With BackingFiras AlbaweiNo ratings yet
- Saudi Aramco Hardness Testing Procedure ReviewDocument3 pagesSaudi Aramco Hardness Testing Procedure ReviewphilipyapNo ratings yet
- Satip D 001 01Document11 pagesSatip D 001 01Rijwan Mohammad0% (1)
- Saudi Aramco Inspection Checklist: Inspection of Filling & Pressurization (Hydro Test) SAIC-A-2013 31-Dec-14Document10 pagesSaudi Aramco Inspection Checklist: Inspection of Filling & Pressurization (Hydro Test) SAIC-A-2013 31-Dec-14pravinNo ratings yet
- Saudi Aramco Inspection Checklist: Field Hydrostatic Testing of Isolation Valves SAIC-L-2042 25-May-05 MechDocument3 pagesSaudi Aramco Inspection Checklist: Field Hydrostatic Testing of Isolation Valves SAIC-L-2042 25-May-05 MechHamidNo ratings yet
- SATIP-P-104-01 Rev 7 FinalDocument4 pagesSATIP-P-104-01 Rev 7 FinalHatemS.MashaGbehNo ratings yet
- Satr-W-2010Document1 pageSatr-W-2010Joni Carino SuniNo ratings yet
- Saudi Aramco Inspection ChecklistDocument3 pagesSaudi Aramco Inspection ChecklistZia ur RehmanNo ratings yet
- SAIC L 2031 (Comments)Document2 pagesSAIC L 2031 (Comments)Anton Thomas PunzalanNo ratings yet
- Satip P 121 01 Rev 7 MPDocument7 pagesSatip P 121 01 Rev 7 MPmohamedqcNo ratings yet
- Saudi Aramco Inspection ChecklistDocument2 pagesSaudi Aramco Inspection ChecklistJoni Carino SuniNo ratings yet
- Saudi Aramco Air Cooled Heat Exchanger Inspection PlanDocument2 pagesSaudi Aramco Air Cooled Heat Exchanger Inspection PlanAnonymous S9qBDVkyNo ratings yet
- Saudi Aramco Inspection Checklist: Concrete Coatings Pre-Installation Inspection SAIC-H-1003 15-Nov-17Document2 pagesSaudi Aramco Inspection Checklist: Concrete Coatings Pre-Installation Inspection SAIC-H-1003 15-Nov-17Abdul HannanNo ratings yet
- Saic e 2002Document10 pagesSaic e 2002jerinNo ratings yet
- Weekly Welder ReportDocument2 pagesWeekly Welder Reportkarthi51289No ratings yet
- New Floating Pontoon Coast Guard Construction InspectionDocument2 pagesNew Floating Pontoon Coast Guard Construction InspectionSabheeh AliNo ratings yet
- Saudi Aramco Typical Inspection Plan: Pre-Engineered Metal Buildings SATIP-M-100-04 30-Apr-13 CivilDocument2 pagesSaudi Aramco Typical Inspection Plan: Pre-Engineered Metal Buildings SATIP-M-100-04 30-Apr-13 CivilJeffrey Lipata Jr.No ratings yet
- Saudi Aramco welding inspection planDocument12 pagesSaudi Aramco welding inspection planspravin231No ratings yet
- Saic A 1017Document1 pageSaic A 1017jerinNo ratings yet
- Saudi Aramco Inspection Checklist: Pre Welding Inspection - Offshore Structures SAIC-W-1312 WeldDocument1 pageSaudi Aramco Inspection Checklist: Pre Welding Inspection - Offshore Structures SAIC-W-1312 Weldkartik_harwani4387No ratings yet
- Inspection & Testing Requirements Scope:: Test and Inspection PerDocument1 pageInspection & Testing Requirements Scope:: Test and Inspection PerEagle SpiritNo ratings yet
- Saudi Aramco Inspection ChecklistDocument8 pagesSaudi Aramco Inspection Checklistnisha_khan0% (1)
- 01-SAMSS-044 PDF Download - CRA Clad Pipe SpoolsDocument4 pages01-SAMSS-044 PDF Download - CRA Clad Pipe SpoolsZahidRafiqueNo ratings yet
- PIM AgendaDocument1 pagePIM Agendagayas416100% (1)
- SaicDocument8 pagesSaicKhurram Shehzad100% (1)
- Saudi Aramco Inspection ChecklistDocument4 pagesSaudi Aramco Inspection ChecklistSajid ShaikhNo ratings yet
- 175 011100Document2 pages175 011100Abu Anas M.SalaheldinNo ratings yet
- Saudi Aramco Inspection ChecklistDocument13 pagesSaudi Aramco Inspection ChecklistRijwan MohammadNo ratings yet
- SATIP-W-011-01 Note5Document14 pagesSATIP-W-011-01 Note5Deo MNo ratings yet
- Saic M 1031Document1 pageSaic M 1031Hussain Nasser Al- NowiesserNo ratings yet
- Saic H 2082Document8 pagesSaic H 2082jerin100% (1)
- SATIP-P-113-01 Rev 8 Final Induction Motor PDFDocument3 pagesSATIP-P-113-01 Rev 8 Final Induction Motor PDFSabheeh AliNo ratings yet
- Saic LPT 2006Document12 pagesSaic LPT 2006jerinNo ratings yet
- Saudi Aramco Inspection ChecklistDocument5 pagesSaudi Aramco Inspection ChecklistMainuddin AliNo ratings yet
- PassivationDocument7 pagesPassivationDavid D'Agostino100% (2)
- Carbon Steel Metallurgy DiagramDocument17 pagesCarbon Steel Metallurgy Diagramwessamalex100% (1)
- SS-Properties-How To Weld PDFDocument40 pagesSS-Properties-How To Weld PDFjf2587No ratings yet
- VP-12-210-001-ALL-P-004 PackingDocument15 pagesVP-12-210-001-ALL-P-004 PackingNeelam AhmadNo ratings yet
- VP-12-210-001-ALL-P-004 PackingDocument15 pagesVP-12-210-001-ALL-P-004 PackingNeelam AhmadNo ratings yet
- Vp-12-210-001-All-P-001 VpisDocument16 pagesVp-12-210-001-All-P-001 VpisNeelam AhmadNo ratings yet
- KNPC LPG Train-4 Project at MAA Refinery: For ApprovalDocument17 pagesKNPC LPG Train-4 Project at MAA Refinery: For ApprovalNeelam AhmadNo ratings yet
- KNPC LPG Train-4 Project at MAA Refinery: For ApprovalDocument8 pagesKNPC LPG Train-4 Project at MAA Refinery: For ApprovalNeelam AhmadNo ratings yet
- Astm Designation of Materials: SK Corporation H. BaeDocument4 pagesAstm Designation of Materials: SK Corporation H. BaeNeelam AhmadNo ratings yet
- Astm Designation of Materials: SK Corporation H. BaeDocument4 pagesAstm Designation of Materials: SK Corporation H. BaeNeelam AhmadNo ratings yet
- Copper WeldingDocument13 pagesCopper Weldingkatchani123No ratings yet
- Copper WeldingDocument13 pagesCopper Weldingkatchani123No ratings yet
- Copper WeldingDocument13 pagesCopper Weldingkatchani123No ratings yet
- VP-12-210-001-ALL-P-010 Spare Parts ListDocument4 pagesVP-12-210-001-ALL-P-010 Spare Parts ListNeelam AhmadNo ratings yet
- Sample PDFDocument10 pagesSample PDFkumarank12No ratings yet
- This Is A Test PDFDocument1 pageThis Is A Test PDFNeelam AhmadNo ratings yet
- CV for HVAC TechnicianDocument3 pagesCV for HVAC TechnicianNeelam Ahmad100% (6)
- Mte CC A9397 1Document2 pagesMte CC A9397 1Neelam AhmadNo ratings yet
- ASME B31 3 2014 NDT Acceptance PDFDocument9 pagesASME B31 3 2014 NDT Acceptance PDFWisüttisäk Peäröön100% (1)
- SATR-L-2001 Rev. 5Document10 pagesSATR-L-2001 Rev. 5Neelam AhmadNo ratings yet
- PG Mte CC A9286 21Document2 pagesPG Mte CC A9286 21Neelam AhmadNo ratings yet
- Personal Data Protection Bill July 18 DraftDocument25 pagesPersonal Data Protection Bill July 18 DraftNeelam AhmadNo ratings yet
- Iscrimination Between Planner and Volumetric DefectsDocument8 pagesIscrimination Between Planner and Volumetric DefectsJayeshNo ratings yet
- DummyDocument1 pageDummyNeelam AhmadNo ratings yet
- Activation KeyDocument1 pageActivation KeyNeelam AhmadNo ratings yet
- 01 Samss 005Document5 pages01 Samss 005Moustafa BayoumiNo ratings yet
- Metric Units PDFDocument10 pagesMetric Units PDFL'arc WillNo ratings yet
- Design of Normal Concrete Mixes: D C Teychenné, R E Franklin, H C Erntroy, D W Hobbs, B K MarshDocument9 pagesDesign of Normal Concrete Mixes: D C Teychenné, R E Franklin, H C Erntroy, D W Hobbs, B K MarshSamuel SinteiNo ratings yet
- Ubiquiti NanoStation AC DSDocument9 pagesUbiquiti NanoStation AC DSIni HNo ratings yet
- LT 9Document2 pagesLT 9ariwibowoNo ratings yet
- ASTMD-2726 For Bituminous Core DensityDocument3 pagesASTMD-2726 For Bituminous Core Densityrajeshji_000100% (1)
- Resolucion Jefatural #514-2003-Jef-ReniecDocument34 pagesResolucion Jefatural #514-2003-Jef-ReniecSan Ramón TarmaNo ratings yet
- Practical Non-Scientific Field or Bench TestDocument12 pagesPractical Non-Scientific Field or Bench TestPaulNo ratings yet
- EC Certification: Graphic Controls Acquisition CorpDocument1 pageEC Certification: Graphic Controls Acquisition CorpAnonymous VxiggIaVdNo ratings yet
- Astm D6739-20Document3 pagesAstm D6739-20Rajdeep MalNo ratings yet
- 1999 Ford Mustang Owners ManualDocument216 pages1999 Ford Mustang Owners ManualMMoon11100% (1)
- WWW Ajoysingha InfoDocument9 pagesWWW Ajoysingha InfoSorin CristianNo ratings yet
- Eurotherm 92 PDFDocument2 pagesEurotherm 92 PDFDavidNo ratings yet
- PRB MLB Baseline ParameterDocument12 pagesPRB MLB Baseline ParameterAdil Murad100% (1)
- ABAP Debugging TechniquesDocument23 pagesABAP Debugging TechniquesKaruparthi Kuber67% (3)
- MK Series Geared Motor 20-8-2013Document104 pagesMK Series Geared Motor 20-8-2013Zahoor AhmedNo ratings yet
- PRO220 ControllerDocument4 pagesPRO220 ControllerWaldo GonzalesNo ratings yet
- Source CodeDocument24 pagesSource CodeMr. PerfectNo ratings yet
- Moja TV Live StreamsDocument3 pagesMoja TV Live StreamsAmina MujčinovićNo ratings yet
- Tutorial #12 - Expert View, Step Generator and CheckpointsDocument8 pagesTutorial #12 - Expert View, Step Generator and Checkpointsmanu2020No ratings yet
- Dell Inspiron M4040/14-N4050 Owner's Manual: Regulatory Model: P22G Regulatory Type: P22G001 P22G002Document78 pagesDell Inspiron M4040/14-N4050 Owner's Manual: Regulatory Model: P22G Regulatory Type: P22G001 P22G002Kashif AliNo ratings yet
- FM 7910Document18 pagesFM 7910HiTechNo ratings yet
- Tuberia PVC Ced40Document64 pagesTuberia PVC Ced40KoOkz GarciaNo ratings yet
- FM BSS Technical Document PDFDocument55 pagesFM BSS Technical Document PDFGaurav VarshneyNo ratings yet
- Configure DNP3 routingDocument2 pagesConfigure DNP3 routingBabakNo ratings yet
- S SRM 90350 KW BrochureDocument62 pagesS SRM 90350 KW BrochureLAURA VANESA HERREROS QUISPE100% (2)
- Intel RealSense D400 Series Datasheet June 2020 PDFDocument127 pagesIntel RealSense D400 Series Datasheet June 2020 PDFĐạt GrNo ratings yet
- EU - Complete Catalogue Sizes 60-84 GB 201004Document203 pagesEU - Complete Catalogue Sizes 60-84 GB 201004Alexandros RouvasNo ratings yet
- S7 Distributed Safety - Product Information On WinAC RTX F 2009Document26 pagesS7 Distributed Safety - Product Information On WinAC RTX F 2009jurica_2006No ratings yet
- Palo Alto DoS ProtectionDocument21 pagesPalo Alto DoS ProtectionMike Van Kleef100% (1)
- Pig Launcher and ReceiverDocument16 pagesPig Launcher and ReceiverBolarinwa100% (5)