You might also like
- Teleste Datasheet Niu-Wo 190215 v01Document2 pagesTeleste Datasheet Niu-Wo 190215 v01sorintvrNo ratings yet
- Oferta Barete Backlight 7 Mai 2021Document34 pagesOferta Barete Backlight 7 Mai 2021sorintvr100% (1)
- DSO5000P Series Digital Storage Oscilloscope User Manual (V1.1)Document71 pagesDSO5000P Series Digital Storage Oscilloscope User Manual (V1.1)Santiago DiosdadoNo ratings yet
- Aktualizuar : Gusht 2014 modull Grundig BEKO shitet shtohetDocument21 pagesAktualizuar : Gusht 2014 modull Grundig BEKO shitet shtohetsorintvrNo ratings yet
- Tehnium SuplimentechivalenteDocument4 pagesTehnium SuplimentechivalentesorintvrNo ratings yet
- Philips 32PFT4132 60 TPN17.1E PDFDocument118 pagesPhilips 32PFT4132 60 TPN17.1E PDFsorintvr100% (3)
- Teleste Datasheet Niu-Wo 190215 v01Document2 pagesTeleste Datasheet Niu-Wo 190215 v01sorintvrNo ratings yet
- Revista Service TV 01-48Document5 pagesRevista Service TV 01-48sorintvrNo ratings yet
- Bd9397efv eDocument30 pagesBd9397efv eGiovanni Carrillo VillegasNo ratings yet
- SamsungDocument55 pagesSamsungsorintvr50% (2)
- TL-WN722N User GuideDocument38 pagesTL-WN722N User GuideBonar SianiparNo ratings yet
- VestelDocument1 pageVestelsorintvr0% (1)
- SPI Layout Guide AnDocument24 pagesSPI Layout Guide AnsorintvrNo ratings yet
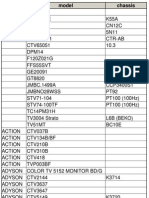
- Modelos e Chassis de TVsDocument532 pagesModelos e Chassis de TVsJerônimo92% (24)
- LCD TV: Service ManualDocument32 pagesLCD TV: Service ManualsorintvrNo ratings yet
- DG41TY TechProdSpecDocument88 pagesDG41TY TechProdSpecMichael Edinson RodriguezNo ratings yet
- Philips 26pf3320Document6 pagesPhilips 26pf3320sorintvrNo ratings yet
- Instruction Manual for SMVG-608 Karaoke CenterDocument55 pagesInstruction Manual for SMVG-608 Karaoke CentersorintvrNo ratings yet
- Panel Training Manual: CCFL, LED, TFT-LCD Principles and ComponentsDocument59 pagesPanel Training Manual: CCFL, LED, TFT-LCD Principles and ComponentsAvr Electronica Chile100% (1)
- SONY T CON Training ManualDocument12 pagesSONY T CON Training ManualКрасимир Костадинов96% (26)
- Inverter Hiu 812 SDocument1 pageInverter Hiu 812 SsatdieriNo ratings yet
- TFT-LCD Modules " Improving Video Performance/ Reducing CostDocument7 pagesTFT-LCD Modules " Improving Video Performance/ Reducing CostAnonymous O5WK6kiLiV100% (1)
- 3.3V VERY CRITICAL LCD PINOUTDocument4 pages3.3V VERY CRITICAL LCD PINOUTsorintvr0% (1)
- Modelos e Chassis de TVsDocument532 pagesModelos e Chassis de TVsJerônimo92% (24)
- Hot Bar ReflowDocument27 pagesHot Bar ReflownandanagaraNo ratings yet
- Chi Mei v260b1-l04 LCD Panel Repair InfoDocument19 pagesChi Mei v260b1-l04 LCD Panel Repair InfopedroscorpionNo ratings yet
- BenQ TFT-LCD Color Monitor FP51G (Q5T4) Power BoardDocument3 pagesBenQ TFT-LCD Color Monitor FP51G (Q5T4) Power BoardvideosonNo ratings yet
- Philips UpdateDocument3 pagesPhilips UpdatesorintvrNo ratings yet
- Samsung Panel Repair V1.7Document35 pagesSamsung Panel Repair V1.7Anonymous HAVOQ8996% (130)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- ACUSOL™ 820 Rheology Modifier/Stabilizer: Description ApplicationsDocument9 pagesACUSOL™ 820 Rheology Modifier/Stabilizer: Description Applicationsbob bobkaNo ratings yet
- Importance of biochemistry for nursing studentsDocument2 pagesImportance of biochemistry for nursing studentsKathrina CraveNo ratings yet
- Labreport 4 Biophysical Chem LowryDocument15 pagesLabreport 4 Biophysical Chem LowryJerry CaldwellNo ratings yet
- Himalaya Health CareDocument38 pagesHimalaya Health Careactive1cafeNo ratings yet
- Antimicrobial TherapyDocument18 pagesAntimicrobial TherapyekasukmawatyNo ratings yet
- ProBlue 15, 30 and 50 Liter MeltersDocument2 pagesProBlue 15, 30 and 50 Liter MeltersNordson Adhesive Dispensing SystemsNo ratings yet
- Neutralization Titrations in A Aqueous SolutionsDocument4 pagesNeutralization Titrations in A Aqueous SolutionsUgur ASİT100% (2)
- Microwave, IR, NMR spectroscopy techniquesDocument1 pageMicrowave, IR, NMR spectroscopy techniquesSaikiranNo ratings yet
- Cambridge Lower Secondary Progression Test: Science Paper 2Document16 pagesCambridge Lower Secondary Progression Test: Science Paper 2mahdi hassanNo ratings yet
- Heat TreatmentDocument53 pagesHeat TreatmentIqbal Muhammad HusainiNo ratings yet
- Dust Collection ChecklistDocument4 pagesDust Collection ChecklistbroedenNo ratings yet
- Phase I document covers states of matter basicsDocument41 pagesPhase I document covers states of matter basicsdivakarsNo ratings yet
- Polyclar For Wine - ASI v2Document47 pagesPolyclar For Wine - ASI v2Giorgi GhambashidzeNo ratings yet
- Origins and Transformations of Dissolved Organic Matter in Large Arctic RiversScientific ReportsDocument11 pagesOrigins and Transformations of Dissolved Organic Matter in Large Arctic RiversScientific ReportsEstefania GrisalesNo ratings yet
- Objectives Identify The Two Main Classes of Vitamins. List Seven Minerals Your Body Needs inDocument28 pagesObjectives Identify The Two Main Classes of Vitamins. List Seven Minerals Your Body Needs inyosysilalahiNo ratings yet
- Report Gas Adsorption Refrigeration Unit - 2020452596 - Eh2436Document7 pagesReport Gas Adsorption Refrigeration Unit - 2020452596 - Eh2436Nurul Syahida SyafikaNo ratings yet
- Coaxial Cables: Section VDocument6 pagesCoaxial Cables: Section VFrancisco CamposNo ratings yet
- Ultra Jet Dle-Lv 489 BK Bot 1 L - World - en - 3 - Rep820020Document26 pagesUltra Jet Dle-Lv 489 BK Bot 1 L - World - en - 3 - Rep820020Fazlul HoqueNo ratings yet
- Topic 5 - Microbial HabitatDocument87 pagesTopic 5 - Microbial Habitatayu80% (5)
- Main Pump PDFDocument36 pagesMain Pump PDFElia MekdadNo ratings yet
- Angelo BanaresDocument11 pagesAngelo BanaresNathan Russel PangilinanNo ratings yet
- LubKlear Brochure LubLineDocument2 pagesLubKlear Brochure LubLineMarcela FariasNo ratings yet
- Safety Data Sheet: Pt. Musim MasDocument6 pagesSafety Data Sheet: Pt. Musim MasAydilover AydinousNo ratings yet
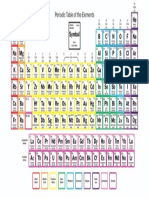
- Periodic Table Labeled GroupsDocument1 pagePeriodic Table Labeled GroupsNikFenningÂûNo ratings yet
- SATIP-A-114-01 Earthworks: Site Preparation, Excavation and Backfilling During ConstructionDocument2 pagesSATIP-A-114-01 Earthworks: Site Preparation, Excavation and Backfilling During ConstructionNino Celso AstilleroNo ratings yet
- Disassembly & Assembly Instructions Multistage Centrifugal PumpsDocument28 pagesDisassembly & Assembly Instructions Multistage Centrifugal Pumpsjalw88100% (1)
- Air Pollution Control Technology Fact Sheet: EPA-452/F-03-017Document0 pagesAir Pollution Control Technology Fact Sheet: EPA-452/F-03-017widhisaputrawijayaNo ratings yet
- Determination of Flash and Fire Point Using Cleveland ApparatusDocument10 pagesDetermination of Flash and Fire Point Using Cleveland ApparatusJawaria AhmedNo ratings yet
- Antibacterial Surfaces For Biomedical DevicesDocument15 pagesAntibacterial Surfaces For Biomedical DevicesClever Ricardo ChinagliaNo ratings yet
- How to Set Up a New Aquarium in 7 Easy StepsDocument40 pagesHow to Set Up a New Aquarium in 7 Easy StepsAndrew HardcastleNo ratings yet