You might also like
- NX 9 for Beginners - Part 1 (Getting Started with NX and Sketch Techniques)From EverandNX 9 for Beginners - Part 1 (Getting Started with NX and Sketch Techniques)Rating: 3.5 out of 5 stars3.5/5 (8)
- 990TDBDocument106 pages990TDBRodrigo Torneiro MecânicoNo ratings yet
- SMC4-4-16A16B Four-Axis Motion Controller Instruction ManualDocument14 pagesSMC4-4-16A16B Four-Axis Motion Controller Instruction ManuallucaNo ratings yet
- Advanced C++ Interview Questions You'll Most Likely Be Asked: Job Interview Questions SeriesFrom EverandAdvanced C++ Interview Questions You'll Most Likely Be Asked: Job Interview Questions SeriesNo ratings yet
- V22LatheInstalling-Editing Post ProcessorsDocument36 pagesV22LatheInstalling-Editing Post ProcessorsCreo ParametricNo ratings yet
- Catia V5-Questions & AnswersDocument72 pagesCatia V5-Questions & AnswersPAn Di YAnNo ratings yet
- Manual de Ayuda CNC SimulatorDocument21 pagesManual de Ayuda CNC SimulatorJavier SaenzNo ratings yet
- Laser Marker User ManualDocument26 pagesLaser Marker User ManualnithinNo ratings yet
- Intro Proe WF 2.0 EvalDocument30 pagesIntro Proe WF 2.0 EvalseventhhemanthNo ratings yet
- CATIA V5 Interview Question and AnswersDocument67 pagesCATIA V5 Interview Question and Answerssuresh051No ratings yet
- Roboremo User Manual V1.9Document23 pagesRoboremo User Manual V1.9DhaniNo ratings yet
- Galaxy Dx5 X 1 Printhead Update 1.39 HeadboardDocument22 pagesGalaxy Dx5 X 1 Printhead Update 1.39 HeadboardSoro FoxNo ratings yet
- Catia V5-Questions & AnswersDocument80 pagesCatia V5-Questions & AnswersNeha VaidyaNo ratings yet
- Limiter6 Manual enDocument22 pagesLimiter6 Manual enMike LeavittNo ratings yet
- Catia Important Interview QuestionsDocument40 pagesCatia Important Interview QuestionsHarshwardhan Singh0% (1)
- E21S Operation Manual V1.06Document21 pagesE21S Operation Manual V1.06Adalberto De LeonNo ratings yet
- E21 Operation Manual: (Version: V1.04)Document27 pagesE21 Operation Manual: (Version: V1.04)Тимур АлиевNo ratings yet
- Ung Dung Graph de Ve CamDocument42 pagesUng Dung Graph de Ve CamkrongdakNo ratings yet
- Pspice TUTORIALDocument7 pagesPspice TUTORIALcorreotabletdzNo ratings yet
- Datasheet ModEva RAP V5.2Document8 pagesDatasheet ModEva RAP V5.2Fathi FathiNo ratings yet
- Instructions of Laser Welding SoftwareDocument17 pagesInstructions of Laser Welding SoftwareBob FazrilNo ratings yet
- Tutorial G Code BasicsDocument12 pagesTutorial G Code BasicstestNo ratings yet
- E82ZBCDocument7 pagesE82ZBCpontus.leonfrostNo ratings yet
- 3.2.2.6 Frame For Rotor Temperature Alarm Value SetupDocument51 pages3.2.2.6 Frame For Rotor Temperature Alarm Value SetupClip nhungcaunoihayNo ratings yet
- CATIA V5 - QuestionsDocument67 pagesCATIA V5 - QuestionsYuuvraj SinghNo ratings yet
- HelpAndManual Unregistered EvaluationDocument68 pagesHelpAndManual Unregistered Evaluationthanhhai7622No ratings yet
- NW 990MDc PDFDocument111 pagesNW 990MDc PDFAstrumosNo ratings yet
- Datasheet ModEvaPac en V2.3Document6 pagesDatasheet ModEvaPac en V2.3eki miftakhul firdausNo ratings yet
- CMS Active Saw User ManualDocument34 pagesCMS Active Saw User ManualGOST TECH GOST-технологияNo ratings yet
- CATIA QuestionDocument58 pagesCATIA QuestionYuuvraj SinghNo ratings yet
- HF 3001 Auto ProcessDocument11 pagesHF 3001 Auto ProcessJayesh ChopadeNo ratings yet
- Actuated Signal Control 10132011Document8 pagesActuated Signal Control 10132011Sreenivas SungadiNo ratings yet
- Use of Construction Elements?Document5 pagesUse of Construction Elements?Dwarakesh JcNo ratings yet
- GT Designer3 Version1 Screen Design Manual (Functions)Document1,304 pagesGT Designer3 Version1 Screen Design Manual (Functions)antonioNo ratings yet
- Workbench IO Configuration ManualDocument37 pagesWorkbench IO Configuration ManualIlaiyaa RajaNo ratings yet
- Lewansoul-LX-16A Bus Servo User ManualDocument15 pagesLewansoul-LX-16A Bus Servo User Manualdinamik2tNo ratings yet
- Catia Interview Question and AnwersDocument64 pagesCatia Interview Question and AnwersajaykrishnaaNo ratings yet
- X-Ray Generator Communication User's Manual - V1.80 L-IE-4211Document66 pagesX-Ray Generator Communication User's Manual - V1.80 L-IE-4211Marcos Peñaranda TintayaNo ratings yet
- Datasheet ModEvaPac EN V2.3Document6 pagesDatasheet ModEvaPac EN V2.3IMOCAIMA ldaNo ratings yet
- ELECTRONIC CIRCUIT ANALYSIS (ECA) Lab ManualDocument24 pagesELECTRONIC CIRCUIT ANALYSIS (ECA) Lab Manualjeravi8475% (4)
- 828D Basic T+User+ManualDocument44 pages828D Basic T+User+ManualAZMI YAHAYANo ratings yet
- Manuale - SINUMERIK 802DDocument32 pagesManuale - SINUMERIK 802DCARMELONo ratings yet
- The Maintenance Commissioning of FANUC M-1iA 05A TDocument6 pagesThe Maintenance Commissioning of FANUC M-1iA 05A TYoan RodriguezNo ratings yet
- NclatheDocument16 pagesNclatheapi-356462562No ratings yet
- CatiaDocument74 pagesCatiaMohan ShanmugamNo ratings yet
- MDP Cnvecad enDocument76 pagesMDP Cnvecad enbetodias30No ratings yet
- Wf5 TutorialDocument91 pagesWf5 Tutorialwierd101100% (1)
- LR-02 Manual EnglishDocument24 pagesLR-02 Manual EnglishCharliie RooseveltNo ratings yet
- CutViewer Mill Assignment by Sumit Singal and Parkash RaghavDocument16 pagesCutViewer Mill Assignment by Sumit Singal and Parkash RaghavandljnnjdsNo ratings yet
- REGI - 07 ManualDocument16 pagesREGI - 07 ManualAngel ContrerasNo ratings yet
- CATIA V5 Interview QuestionsDocument23 pagesCATIA V5 Interview QuestionsAshok Kumar Dasari100% (3)
- WWW Edsim51 Com Siminstructions HTMLDocument36 pagesWWW Edsim51 Com Siminstructions HTMLJanet WaldeNo ratings yet
- Epson DX5 X 2 PrintheadsDocument25 pagesEpson DX5 X 2 PrintheadsDarwin Elvis Giron HurtadoNo ratings yet
- ReleaseNote en V4.71 20220922Document188 pagesReleaseNote en V4.71 20220922DAYMA INSTALAÇOESNo ratings yet
- CST TutorialDocument10 pagesCST TutorialNaveen MadanNo ratings yet
- Cad Cam - 22.12.15-1 PDFDocument87 pagesCad Cam - 22.12.15-1 PDFGuru MaheshNo ratings yet
- Opentower - Mount Analysis: Connect EditionDocument26 pagesOpentower - Mount Analysis: Connect EditionPankaj_Taneja_9684No ratings yet
- Co2 Optics CatalogDocument69 pagesCo2 Optics CatalogZeljko KrivokucaNo ratings yet
- Usblmc Cuh Digit v1 (2) enDocument27 pagesUsblmc Cuh Digit v1 (2) enZeljko KrivokucaNo ratings yet
- LMCDYN User's ManualDocument20 pagesLMCDYN User's ManualZeljko KrivokucaNo ratings yet
- USB-FBLMCB User's ManualDocument19 pagesUSB-FBLMCB User's ManualZeljko Krivokuca100% (1)
- United States: (12) Patent Application Publication (10) Pub. No.: US 2009/0133520 A1Document10 pagesUnited States: (12) Patent Application Publication (10) Pub. No.: US 2009/0133520 A1Zeljko KrivokucaNo ratings yet
- Dynamic Link Library For Developing Software PDFDocument23 pagesDynamic Link Library For Developing Software PDFMiguel BrunoNo ratings yet
- Diamond Integrators Guide RevAADocument56 pagesDiamond Integrators Guide RevAAZeljko KrivokucaNo ratings yet
- CorelDRAW Graphics Suite X6Document1 pageCorelDRAW Graphics Suite X6Zeljko KrivokucaNo ratings yet
- 7512v1.1 (G52-75121X2) (P45 Neo2) PDFDocument143 pages7512v1.1 (G52-75121X2) (P45 Neo2) PDFZeljko Krivokuca100% (1)
- Matthew Groves: Curriculum VitaeDocument4 pagesMatthew Groves: Curriculum VitaeZeljko KrivokucaNo ratings yet
- Higher Algebra - Hall & KnightDocument593 pagesHigher Algebra - Hall & KnightRam Gollamudi100% (2)
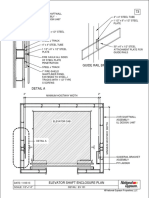
- Guide Rail Bracket AssemblyDocument1 pageGuide Rail Bracket AssemblyPrasanth VarrierNo ratings yet
- Samudra-Pasai at The Dawn of The European AgeDocument39 pagesSamudra-Pasai at The Dawn of The European AgemalaystudiesNo ratings yet
- 0apageo Catalogue Uk 2022Document144 pages0apageo Catalogue Uk 2022Kouassi JaurèsNo ratings yet
- GRADE 1 MUSIC Week 1 Learning PacketsDocument16 pagesGRADE 1 MUSIC Week 1 Learning PacketsQuennie Rose EderNo ratings yet
- WP05 - ACT 01 - Development 1909Document53 pagesWP05 - ACT 01 - Development 1909ramesh9966No ratings yet
- Faithful Love: Guitar SoloDocument3 pagesFaithful Love: Guitar SoloCarol Goldburg33% (3)
- I. Ifugao and Its TribeDocument8 pagesI. Ifugao and Its TribeGerard EscandaNo ratings yet
- Lab 08: SR Flip Flop FundamentalsDocument6 pagesLab 08: SR Flip Flop Fundamentalsjitu123456789No ratings yet
- Finite Element Method For Eigenvalue Problems in ElectromagneticsDocument38 pagesFinite Element Method For Eigenvalue Problems in ElectromagneticsBhargav BikkaniNo ratings yet
- PTEG Spoken OfficialSampleTest L5 17mar11Document8 pagesPTEG Spoken OfficialSampleTest L5 17mar11Katia LeliakhNo ratings yet
- Preparation of Kevlar-49 Fabric/E-Glass Fabric/Epoxy Composite Materials and Characterization of Their Mechanical PropertiesDocument10 pagesPreparation of Kevlar-49 Fabric/E-Glass Fabric/Epoxy Composite Materials and Characterization of Their Mechanical PropertiesIndhu ElangoNo ratings yet
- Applications of Remote Sensing and Gis For UrbanDocument47 pagesApplications of Remote Sensing and Gis For UrbanKashan Ali KhanNo ratings yet
- PCI Secure Software Standard v1 - 0Document67 pagesPCI Secure Software Standard v1 - 0Antonio ClimaNo ratings yet
- Corporate Governance Guidelines GMDocument15 pagesCorporate Governance Guidelines GMWaqas MahmoodNo ratings yet
- 1.2.2.5 Packet Tracer - Connecting Devices To Build IoTDocument4 pages1.2.2.5 Packet Tracer - Connecting Devices To Build IoTyayasan dharamabharataNo ratings yet
- Week 1 Lab #2 - Microscopy & Microscopic Examination of Living MicroorganismsDocument53 pagesWeek 1 Lab #2 - Microscopy & Microscopic Examination of Living MicroorganismsNgoc PhamNo ratings yet
- Strategi Meningkatkan Kapasitas Penangkar Benih Padi Sawah (Oriza Sativa L) Dengan Optimalisasi Peran Kelompok TaniDocument24 pagesStrategi Meningkatkan Kapasitas Penangkar Benih Padi Sawah (Oriza Sativa L) Dengan Optimalisasi Peran Kelompok TaniHilmyTafantoNo ratings yet
- MPH EocDocument8 pagesMPH EocGalaleldin AliNo ratings yet
- Sip TrunkDocument288 pagesSip TrunkSayaOtanashiNo ratings yet
- Practice Problems For Modulus and Logarithm Section-I: FiitjeeDocument8 pagesPractice Problems For Modulus and Logarithm Section-I: FiitjeePratham SharmaNo ratings yet
- 2018 International Swimming Pool and Spa CodeDocument104 pages2018 International Swimming Pool and Spa CodeEngFaisal Alrai100% (3)
- IFE Level 4 Certificate in Fire InvestigationDocument16 pagesIFE Level 4 Certificate in Fire InvestigationMarlon FordeNo ratings yet
- Study of Bond Properties of Concrete Utilizing Fly Ash, Marble and Granite PowderDocument3 pagesStudy of Bond Properties of Concrete Utilizing Fly Ash, Marble and Granite PowderLegaldevil LlabsNo ratings yet
- Antonov 225 - The Largest - Airliner in The WorldDocument63 pagesAntonov 225 - The Largest - Airliner in The WorldFridayFunStuffNo ratings yet
- Antibiotic I and II HWDocument4 pagesAntibiotic I and II HWAsma AhmedNo ratings yet
- Surge Protection Devices GuidesDocument167 pagesSurge Protection Devices GuidessultanprinceNo ratings yet
- Final Sent Technical Specification 14.03.2019Document16 pagesFinal Sent Technical Specification 14.03.2019harishNo ratings yet
- Topic 3 - Analyzing The Marketing EnvironmentDocument28 pagesTopic 3 - Analyzing The Marketing Environmentmelissa chlNo ratings yet
- Check Out The Buyers Guide On FacebookDocument28 pagesCheck Out The Buyers Guide On FacebookCoolerAdsNo ratings yet
- Fallas Compresor Copeland-DesbloqueadoDocument16 pagesFallas Compresor Copeland-DesbloqueadoMabo MabotecnicaNo ratings yet
- ChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveFrom EverandChatGPT Side Hustles 2024 - Unlock the Digital Goldmine and Get AI Working for You Fast with More Than 85 Side Hustle Ideas to Boost Passive Income, Create New Cash Flow, and Get Ahead of the CurveNo ratings yet
- Cyber War: The Next Threat to National Security and What to Do About ItFrom EverandCyber War: The Next Threat to National Security and What to Do About ItRating: 3.5 out of 5 stars3.5/5 (66)
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindFrom EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindNo ratings yet
- Algorithms to Live By: The Computer Science of Human DecisionsFrom EverandAlgorithms to Live By: The Computer Science of Human DecisionsRating: 4.5 out of 5 stars4.5/5 (722)
- Defensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityFrom EverandDefensive Cyber Mastery: Expert Strategies for Unbeatable Personal and Business SecurityRating: 5 out of 5 stars5/5 (1)
- Scary Smart: The Future of Artificial Intelligence and How You Can Save Our WorldFrom EverandScary Smart: The Future of Artificial Intelligence and How You Can Save Our WorldRating: 4.5 out of 5 stars4.5/5 (55)
- Digital Gold: Bitcoin and the Inside Story of the Misfits and Millionaires Trying to Reinvent MoneyFrom EverandDigital Gold: Bitcoin and the Inside Story of the Misfits and Millionaires Trying to Reinvent MoneyRating: 4 out of 5 stars4/5 (51)
- The Infinite Machine: How an Army of Crypto-Hackers Is Building the Next Internet with EthereumFrom EverandThe Infinite Machine: How an Army of Crypto-Hackers Is Building the Next Internet with EthereumRating: 3 out of 5 stars3/5 (12)
- Chaos Monkeys: Obscene Fortune and Random Failure in Silicon ValleyFrom EverandChaos Monkeys: Obscene Fortune and Random Failure in Silicon ValleyRating: 3.5 out of 5 stars3.5/5 (111)
- Reality+: Virtual Worlds and the Problems of PhilosophyFrom EverandReality+: Virtual Worlds and the Problems of PhilosophyRating: 4 out of 5 stars4/5 (24)
- Generative AI: The Insights You Need from Harvard Business ReviewFrom EverandGenerative AI: The Insights You Need from Harvard Business ReviewRating: 4.5 out of 5 stars4.5/5 (2)
- AI Superpowers: China, Silicon Valley, and the New World OrderFrom EverandAI Superpowers: China, Silicon Valley, and the New World OrderRating: 4.5 out of 5 stars4.5/5 (398)
- CompTIA Security+ Get Certified Get Ahead: SY0-701 Study GuideFrom EverandCompTIA Security+ Get Certified Get Ahead: SY0-701 Study GuideRating: 5 out of 5 stars5/5 (2)
- ChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessFrom EverandChatGPT Millionaire 2024 - Bot-Driven Side Hustles, Prompt Engineering Shortcut Secrets, and Automated Income Streams that Print Money While You Sleep. The Ultimate Beginner’s Guide for AI BusinessNo ratings yet
- The Things We Make: The Unknown History of Invention from Cathedrals to Soda CansFrom EverandThe Things We Make: The Unknown History of Invention from Cathedrals to Soda CansNo ratings yet
- Chip War: The Quest to Dominate the World's Most Critical TechnologyFrom EverandChip War: The Quest to Dominate the World's Most Critical TechnologyRating: 4.5 out of 5 stars4.5/5 (227)
- The Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyFrom EverandThe Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyNo ratings yet
- The Future of Geography: How the Competition in Space Will Change Our WorldFrom EverandThe Future of Geography: How the Competition in Space Will Change Our WorldRating: 4 out of 5 stars4/5 (5)
- Who's Afraid of AI?: Fear and Promise in the Age of Thinking MachinesFrom EverandWho's Afraid of AI?: Fear and Promise in the Age of Thinking MachinesRating: 4.5 out of 5 stars4.5/5 (13)
- Mini Farming: Self-Sufficiency on 1/4 AcreFrom EverandMini Farming: Self-Sufficiency on 1/4 AcreRating: 4 out of 5 stars4/5 (76)
- Demystifying Prompt Engineering: AI Prompts at Your Fingertips (A Step-By-Step Guide)From EverandDemystifying Prompt Engineering: AI Prompts at Your Fingertips (A Step-By-Step Guide)Rating: 4 out of 5 stars4/5 (1)