You might also like
- Stavanger Tourist SpotDocument96 pagesStavanger Tourist Spotregupathi6413No ratings yet
- Oil&Gas Tech - OffshoreDocument23 pagesOil&Gas Tech - OffshoreEl Ehsan Abinya FatihNo ratings yet
- Revised fire drill performance standardsDocument47 pagesRevised fire drill performance standardsKartikeya GuptaNo ratings yet
- 04 - Sundaramoorthy - LAB - RLADocument56 pages04 - Sundaramoorthy - LAB - RLADSGNo ratings yet
- Viton Data Sheet' PDFDocument8 pagesViton Data Sheet' PDFRajeev ChandelNo ratings yet
- Understanding Preventing Corrosion (Thesis) PDFDocument32 pagesUnderstanding Preventing Corrosion (Thesis) PDFeid elsayedNo ratings yet
- Management of Sour Gas by Underground Injection - Assessment, ChallengesDocument11 pagesManagement of Sour Gas by Underground Injection - Assessment, Challengesmohamadi42No ratings yet
- Good-Wear-Resistant Cobalt-Base AlloysDocument9 pagesGood-Wear-Resistant Cobalt-Base AlloysVedaant ShahNo ratings yet
- SPE26569 Erosional VelcityDocument12 pagesSPE26569 Erosional VelcityOluwatosinImisioluwaAjiboye100% (1)
- Section 2 Design of Process Vessels Panorama PanoramaDocument288 pagesSection 2 Design of Process Vessels Panorama Panoramamohan kumarNo ratings yet
- Truth and Consequences Solvent Entrapment and Osmotic Blistering PDFDocument3 pagesTruth and Consequences Solvent Entrapment and Osmotic Blistering PDFCristian Cisternas100% (1)
- Ref Prop 9Document61 pagesRef Prop 9Luis Rey Martínez Rodríguez100% (1)
- TN0001 007 Equipment Surface Protection Published English - 210710 - 160106Document15 pagesTN0001 007 Equipment Surface Protection Published English - 210710 - 160106RJ ROHITNo ratings yet
- Vapor Phase Corrosion Inhibitors: An OverviewDocument12 pagesVapor Phase Corrosion Inhibitors: An OverviewPrabath Nilan GunasekaraNo ratings yet
- Flare Tip FailureDocument4 pagesFlare Tip FailuremohammadazraiNo ratings yet
- ASTM Casting MaterialsDocument1 pageASTM Casting Materialschy_81No ratings yet
- Crude Tower Simulation-HYSYS v8.6 PDFDocument62 pagesCrude Tower Simulation-HYSYS v8.6 PDFrawadNo ratings yet
- Crude Tower Simulation-HYSYS v8.6 PDFDocument62 pagesCrude Tower Simulation-HYSYS v8.6 PDFrawadNo ratings yet
- Depropanizer Design PDFDocument19 pagesDepropanizer Design PDFAli AlengineerNo ratings yet
- Introduction To Fracture MechanicsDocument22 pagesIntroduction To Fracture Mechanicsrpadhra8803No ratings yet
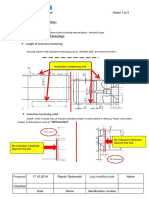
- Induction Hardening - Interpretation of Drawing & Testing PDFDocument4 pagesInduction Hardening - Interpretation of Drawing & Testing PDFrajesh DESHMUKHNo ratings yet
- IridiumDocument6 pagesIridiumCh V S RajuNo ratings yet
- Finals-Insurance Week 5Document19 pagesFinals-Insurance Week 5Ryan ChristianNo ratings yet
- Designing of Air Cooled Heat Exchangers: by Mehaboob Basha N.BDocument28 pagesDesigning of Air Cooled Heat Exchangers: by Mehaboob Basha N.Bgerty1818100% (2)
- Sm13crs 95 enDocument6 pagesSm13crs 95 enhorstiillingNo ratings yet
- Johnston Hydraulic Calculation PDFDocument40 pagesJohnston Hydraulic Calculation PDFMalbec WallaceNo ratings yet
- 3.1 Protective Coatings: TrainingDocument22 pages3.1 Protective Coatings: TrainingTrong AnhNo ratings yet
- Celiac DiseaseDocument14 pagesCeliac Diseaseapi-355698448100% (1)
- Erosional VelocityDocument7 pagesErosional VelocityCHANADASNo ratings yet
- A Review of Hydrogen Embrittlement of Martensitic Advanced High Strength SteelsDocument35 pagesA Review of Hydrogen Embrittlement of Martensitic Advanced High Strength SteelsAndress SsalomonnNo ratings yet
- Pipe Sizing for Optimal Steam FlowDocument6 pagesPipe Sizing for Optimal Steam Flowferdie14No ratings yet
- 12 Types of Hydrogen StorageDocument32 pages12 Types of Hydrogen StoragemohdhasanudinhamadionNo ratings yet
- Manual of Medical Physics PDFDocument48 pagesManual of Medical Physics PDFAli AlengineerNo ratings yet
- Design of Vacuum Systems For Crude Oil Vacuum Tower DistillationDocument5 pagesDesign of Vacuum Systems For Crude Oil Vacuum Tower DistillationnasirmuzaffarNo ratings yet
- SPE 161207 Managing The Corrosion Impact of Dense Phase Co Injection For An EOR PurposeDocument11 pagesSPE 161207 Managing The Corrosion Impact of Dense Phase Co Injection For An EOR PurposeTurqay İsgəndərliNo ratings yet
- (Pollution Technology Review) Jerrold J. Troyan, Sigurd P. Haber - Treatment of Microbial Contaminants in Potable Water Supplies - Technologies and Costs - William Andrew (1991)Document353 pages(Pollution Technology Review) Jerrold J. Troyan, Sigurd P. Haber - Treatment of Microbial Contaminants in Potable Water Supplies - Technologies and Costs - William Andrew (1991)Karlysson JorddanNo ratings yet
- Guidelines For Alloy Selection For Waters and Waste Water Service PDFDocument6 pagesGuidelines For Alloy Selection For Waters and Waste Water Service PDFssgentisNo ratings yet
- Erosion Guidelines Revision 2.0Document31 pagesErosion Guidelines Revision 2.0Asifkhan Hathi mohamedNo ratings yet
- A Guideline To Calculate Erosional Velocity Due To Liquid Droplets For Oil and Gas IndustryDocument13 pagesA Guideline To Calculate Erosional Velocity Due To Liquid Droplets For Oil and Gas IndustryErika Caicedo100% (1)
- Surge VesselsDocument4 pagesSurge VesselsGerardo Cisneros RomeroNo ratings yet
- 107 CNT D 202Document3 pages107 CNT D 202luis m hueto castilloNo ratings yet
- Versant ModifiedDocument57 pagesVersant ModifiedAryan Kharadkar100% (3)
- Petroleum Refining Materials and Equipment PDFDocument754 pagesPetroleum Refining Materials and Equipment PDFAli AlengineerNo ratings yet
- HSE rr769Document42 pagesHSE rr769Richard HollidayNo ratings yet
- Qualification of Seamless X60QOS and X65QOS Linepipe Grades For Extreme Sour Service Conditions With Partial Pressure of H2S Beyond 1 BarDocument13 pagesQualification of Seamless X60QOS and X65QOS Linepipe Grades For Extreme Sour Service Conditions With Partial Pressure of H2S Beyond 1 BarMubeenNo ratings yet
- SD56253 - DCI-S Corrosion Inhibitor (USA)Document10 pagesSD56253 - DCI-S Corrosion Inhibitor (USA)NareshNo ratings yet
- Pipe's Wall Thickness: ASTM A312, A358, A778, A53, A106, API 5L ASME/ANSI B36.19 B36.10Document1 pagePipe's Wall Thickness: ASTM A312, A358, A778, A53, A106, API 5L ASME/ANSI B36.19 B36.10Theodosios StergiouNo ratings yet
- Mist EliminatorDocument7 pagesMist EliminatorPrince ChaudharyNo ratings yet
- 3814 VW SG 000001 IS03 Coating SpecificationsDocument28 pages3814 VW SG 000001 IS03 Coating Specificationsgchaves504No ratings yet
- Fracture propagation models explainedDocument3 pagesFracture propagation models explainedWassef MBNo ratings yet
- Surfacing of 3.25% Nickel Steel With Inconel 625 by The Gas Metal Arc Welding-Pulsed Arc ProcessDocument8 pagesSurfacing of 3.25% Nickel Steel With Inconel 625 by The Gas Metal Arc Welding-Pulsed Arc ProcessMoses_JakkalaNo ratings yet
- Hardfacing For Valves - Materials and ProcessesDocument1 pageHardfacing For Valves - Materials and ProcessesPA PlantNo ratings yet
- Mitigate Corrosion in CondensateDocument27 pagesMitigate Corrosion in CondensateGeorge MarkasNo ratings yet
- The Effects of Mercaptans On Various MetalsDocument4 pagesThe Effects of Mercaptans On Various MetalsWael_Barakat_3179No ratings yet
- Corrosion Probe Monitors Hanford Tank WasteDocument19 pagesCorrosion Probe Monitors Hanford Tank WasteHaslizan HarunNo ratings yet
- GBA's Guide to Selecting Flare Tip MaterialsDocument2 pagesGBA's Guide to Selecting Flare Tip MaterialsDpto SSO SimbioNo ratings yet
- Pump Dimensional Drawing NHE 100Document6 pagesPump Dimensional Drawing NHE 100Patricia J ÁngelesNo ratings yet
- Behavior of Materials at Cold Region TemperaturesDocument72 pagesBehavior of Materials at Cold Region Temperaturesradou99No ratings yet
- SequestrationDocument8 pagesSequestrationSana AhmadNo ratings yet
- Gas Dehydration Process With GlycolDocument6 pagesGas Dehydration Process With GlycolAstrid Carolina Lizcano AriasNo ratings yet
- Challenging The Need For Insulation: Issued May 2021Document9 pagesChallenging The Need For Insulation: Issued May 2021yrdna nawaiteosNo ratings yet
- Introduction To Fe-C Equilibrium Phase Diagram: Chia-Chang ShihDocument42 pagesIntroduction To Fe-C Equilibrium Phase Diagram: Chia-Chang ShihTuấnPhạmNo ratings yet
- ZEOLIT 13X A Gholipour2016Document27 pagesZEOLIT 13X A Gholipour2016Malasari NasutionNo ratings yet
- CFD Modelling of A Jet-Loop ReactorDocument15 pagesCFD Modelling of A Jet-Loop ReactorAditya KashyapNo ratings yet
- Publication - Painting, Coating & Corrosion Protection - Alfsen Og Gunderson - Dehumidifiers For The Oil and Gas ApplicationsDocument4 pagesPublication - Painting, Coating & Corrosion Protection - Alfsen Og Gunderson - Dehumidifiers For The Oil and Gas Applicationszinha_alNo ratings yet
- Corrosion Control SpecificationDocument30 pagesCorrosion Control Specificationno allNo ratings yet
- T12 X01 004 Maintenance Coating ManualDocument70 pagesT12 X01 004 Maintenance Coating ManualImran VarshaniNo ratings yet
- R56 - MSDSDocument9 pagesR56 - MSDSMuhammad100% (1)
- Study of Corrosion Behavior and Mechanism of Carbon Steel in The Presence of Chlorella VulgarisDocument11 pagesStudy of Corrosion Behavior and Mechanism of Carbon Steel in The Presence of Chlorella VulgarisAnh Quang PoNo ratings yet
- Volatile Organic Compounds in The Air Gulf of Mexico OilDocument138 pagesVolatile Organic Compounds in The Air Gulf of Mexico OilVincent J. CataldiNo ratings yet
- Carbon SequestrationDocument21 pagesCarbon SequestrationSana AhmadNo ratings yet
- Optimizacion Del GN Con HHYSYSDocument5 pagesOptimizacion Del GN Con HHYSYSJOSE PINTONo ratings yet
- UCG Mba Ragil IPA12-SG-043Document9 pagesUCG Mba Ragil IPA12-SG-043reza afrizona fauzihNo ratings yet
- CO2 CaptureDocument15 pagesCO2 CapturetapasdoraNo ratings yet
- The Potential For Beneficial Reuse of Coal FlyDocument20 pagesThe Potential For Beneficial Reuse of Coal FlyM.nurkhalis 22No ratings yet
- FulltextDocument6 pagesFulltextAli AlengineerNo ratings yet
- DegassingDocument4 pagesDegassingAli AlengineerNo ratings yet
- MesurmentDocument2 pagesMesurmentAli AlengineerNo ratings yet
- PN VS BarDocument1 pagePN VS BarTon PhichitNo ratings yet
- Lec.9 &10Document6 pagesLec.9 &10Abderrahim HAMDAOUINo ratings yet
- Tajarb PDFDocument67 pagesTajarb PDFbilalNo ratings yet
- How bitumen is blown to gradeDocument1 pageHow bitumen is blown to gradeAli AlengineerNo ratings yet
- Cmit 712 Ele 15.03 5002 - B - Specification For Solar Power UnitDocument14 pagesCmit 712 Ele 15.03 5002 - B - Specification For Solar Power UnitAli AlengineerNo ratings yet
- PF-2303 RevCDocument6 pagesPF-2303 RevCAli AlengineerNo ratings yet
- Crude Tower Simulation (HYSYS V8.6)Document2 pagesCrude Tower Simulation (HYSYS V8.6)Ali AlengineerNo ratings yet
- Industrial Water Treatment ProceduresDocument153 pagesIndustrial Water Treatment ProceduresDonatas BertasiusNo ratings yet
- Cmit 712 Ele 15.03 5002 - B - Specification For Solar Power UnitDocument14 pagesCmit 712 Ele 15.03 5002 - B - Specification For Solar Power UnitAli AlengineerNo ratings yet
- Two-Stage Compression and Separation of Natural Gas StreamDocument23 pagesTwo-Stage Compression and Separation of Natural Gas StreamAli AlengineerNo ratings yet
- Crude Tower Deisgn Very OokDocument22 pagesCrude Tower Deisgn Very OokAli AlengineerNo ratings yet
- All Crude Oil ProcessDocument7 pagesAll Crude Oil ProcessAli AlengineerNo ratings yet
- 015 Tray Efficiencies PDFDocument1 page015 Tray Efficiencies PDFAli AlengineerNo ratings yet
- Crude Distillation Technologies and ProcessesDocument19 pagesCrude Distillation Technologies and ProcessesAli AlengineerNo ratings yet
- Plate Type Wet ScrubberDocument6 pagesPlate Type Wet ScrubberRoger IsidoreNo ratings yet
- Astm DistillationDocument244 pagesAstm DistillationprocesspipingdesignNo ratings yet
- Asphalt Eia Neshap Final 02-2003 PDFDocument95 pagesAsphalt Eia Neshap Final 02-2003 PDFAli AlengineerNo ratings yet
- Industrial Water Treatment ProceduresDocument153 pagesIndustrial Water Treatment ProceduresDonatas BertasiusNo ratings yet
- PPS120 Rev10 0309 PDFDocument2 pagesPPS120 Rev10 0309 PDFArfanAliNo ratings yet
- Biomechanics of The Knee During Closed Kinetic Chain and Open KineticDocument17 pagesBiomechanics of The Knee During Closed Kinetic Chain and Open KineticArmando NetoNo ratings yet
- CLIC Catalogue PDFDocument28 pagesCLIC Catalogue PDFsangram patilNo ratings yet
- Heradesign Brochure 2008Document72 pagesHeradesign Brochure 2008Surinder SinghNo ratings yet
- P&id BoilerDocument1 pageP&id BoilerBagus AryowibowoNo ratings yet
- Medium Strength High Conductivity MaterialsDocument37 pagesMedium Strength High Conductivity MaterialsNut AssanaiNo ratings yet
- Contact GRRSB Team for InquiriesDocument2 pagesContact GRRSB Team for Inquiriesmsis81No ratings yet
- Poultry DiseasesDocument5 pagesPoultry DiseasesAnjum IslamNo ratings yet
- Design of PID controllersDocument4 pagesDesign of PID controllersFseha GetahunNo ratings yet
- 18 Butterfly Valves A Disc BrayDocument10 pages18 Butterfly Valves A Disc BrayAli FananiNo ratings yet
- Technote Torsional VibrationDocument2 pagesTechnote Torsional Vibrationrob mooijNo ratings yet
- Pump Course Material Chapter 2Document16 pagesPump Course Material Chapter 2engr victorNo ratings yet
- Sony HCD-GTX999 PDFDocument86 pagesSony HCD-GTX999 PDFMarcosAlves100% (1)
- r05320202 Microprocessors and Micro ControllersDocument7 pagesr05320202 Microprocessors and Micro ControllersSri LalithaNo ratings yet
- Standardization Parameters For Production of Tofu Using WSD-Y-1 MachineDocument6 pagesStandardization Parameters For Production of Tofu Using WSD-Y-1 MachineAdjengIkaWulandariNo ratings yet
- Orientation Report PDFDocument13 pagesOrientation Report PDFRiaz RasoolNo ratings yet
- Hot Tub BrochureDocument124 pagesHot Tub BrochureMai Tuan AnhNo ratings yet
- IotDocument88 pagesIotLalithyaNo ratings yet
- Chemistry 12: Provincial ExaminationDocument25 pagesChemistry 12: Provincial ExaminationCát TriệuNo ratings yet
- Print Date:: Container No NO Size Seal No Seal Party Supplier Status Movement TypeDocument3 pagesPrint Date:: Container No NO Size Seal No Seal Party Supplier Status Movement TypeYudha PermanaNo ratings yet
- EM-CABLE Product CatalogDocument96 pagesEM-CABLE Product Catalogm00h00No ratings yet
- Guidelines On Dissolution Profile Comparison: Udrun ReitagDocument10 pagesGuidelines On Dissolution Profile Comparison: Udrun ReitagRaju GawadeNo ratings yet
- Khasi Community of MeghalayaDocument3 pagesKhasi Community of MeghalayaMidhat FatimaNo ratings yet
- The Creators College of Science & Commerce: 1 TermDocument2 pagesThe Creators College of Science & Commerce: 1 TermJhangir Awan33% (3)