You might also like
- GFRG (Glass Fiber Reinforced Gypsum) : An Eco-Friendly Alternative Construction Technology byDocument19 pagesGFRG (Glass Fiber Reinforced Gypsum) : An Eco-Friendly Alternative Construction Technology byabuzarNo ratings yet
- 001 - Key Problems Associated With Complex Geometry GFRCDocument26 pages001 - Key Problems Associated With Complex Geometry GFRCBruno TerassovichNo ratings yet
- Monarch Engineered Panel Mounting Systems Catalog PDFDocument106 pagesMonarch Engineered Panel Mounting Systems Catalog PDFcornelius matibiniNo ratings yet
- The Little Book of Concrete PDFDocument64 pagesThe Little Book of Concrete PDFJay ArmanNo ratings yet
- Cracks in Public Buildings and Their RemediesDocument6 pagesCracks in Public Buildings and Their RemediesScholah NgeiNo ratings yet
- URBAN DESIGN unit-IVDocument16 pagesURBAN DESIGN unit-IVmrunalini KolaNo ratings yet
- Customizing GRC DesignsDocument24 pagesCustomizing GRC DesignsSynaxis ReadymixNo ratings yet
- Material Unit WeightDocument2 pagesMaterial Unit WeightVishnu PriyaNo ratings yet
- Unit - V Approach To Repairs, Part - 1Document29 pagesUnit - V Approach To Repairs, Part - 1Imaad UddinNo ratings yet
- Rsumners PDFDocument12 pagesRsumners PDFSaloni guptaNo ratings yet
- GFRCDocument4 pagesGFRCrahulchandokNo ratings yet
- Finishing & Curing of Concrete: MethodsDocument28 pagesFinishing & Curing of Concrete: MethodsNishith SinghNo ratings yet
- Reckli Concrete FinishDocument16 pagesReckli Concrete Finishanthonyquinn500No ratings yet
- BPD Master Catalogue-2Document18 pagesBPD Master Catalogue-2Dr. Manamohan R KalgalNo ratings yet
- 2.2 Concrete FailureDocument64 pages2.2 Concrete Failuremuhammad harrisNo ratings yet
- Building Defects Ali 03Document26 pagesBuilding Defects Ali 03Ali Azhar RajputNo ratings yet
- GRC ManufacturerDocument8 pagesGRC ManufacturerIqbal F AwaluddinNo ratings yet
- Fibre Reinforced ConcreteDocument53 pagesFibre Reinforced ConcreteAnsari AkbarNo ratings yet
- Curing Cement PlasterDocument3 pagesCuring Cement PlasterChristian LlagasNo ratings yet
- GRCA Specification PDFDocument15 pagesGRCA Specification PDFrencydNo ratings yet
- DARIV Polished Concrete SpecificationDocument9 pagesDARIV Polished Concrete SpecificationSSS BLUEHARBORNo ratings yet
- Concrete Institute of Australia - Recomended Practice - Z40 Super Workable ConcreteDocument30 pagesConcrete Institute of Australia - Recomended Practice - Z40 Super Workable Concretetim100% (1)
- Technical Data BookletDocument53 pagesTechnical Data Booklettracy8763No ratings yet
- General Design AssumptionsDocument2 pagesGeneral Design AssumptionsRiadh TrabelsiNo ratings yet
- Concrete Institute of Australia - Recomended Practice - Z39 Render FinishesDocument40 pagesConcrete Institute of Australia - Recomended Practice - Z39 Render FinishestimNo ratings yet
- Construction Technology Glass Fibre Reinforced Concrete (GFRC)Document7 pagesConstruction Technology Glass Fibre Reinforced Concrete (GFRC)arunkumarNo ratings yet
- AWI - Section1300 Architactural Flush DoorsDocument48 pagesAWI - Section1300 Architactural Flush DoorsJose Antonio FigueroaNo ratings yet
- A1-50 Architectural Precast Concrete CladdingDocument28 pagesA1-50 Architectural Precast Concrete CladdingJacky TiongNo ratings yet
- Grout CatalogDocument36 pagesGrout CatalogJohneey DeepNo ratings yet
- ACA Code of Practice for Precast Cladding ErectionDocument82 pagesACA Code of Practice for Precast Cladding ErectionprsscribdNo ratings yet
- Xypex Crystalline Repair System: Repair of Concrete Spalling and HoneycombingDocument3 pagesXypex Crystalline Repair System: Repair of Concrete Spalling and HoneycombingUcok DedyNo ratings yet
- Precast Concrete DetailsDocument5 pagesPrecast Concrete Detailstwinkle4545No ratings yet
- 14 Masonry ConstructionMethodsDocument78 pages14 Masonry ConstructionMethodsMaverick LastimosaNo ratings yet
- Sika Tilling SystemsDocument32 pagesSika Tilling SystemsEduardo Rojas100% (1)
- Saveto Concrete Repair Guide - Concrete Repair Guide 2017 - en - 53 PDFDocument2 pagesSaveto Concrete Repair Guide - Concrete Repair Guide 2017 - en - 53 PDFBadhur ZamanNo ratings yet
- Sto Design Considerations BrochureDocument60 pagesSto Design Considerations BrochureSam UriarteNo ratings yet
- Using GRC for Architectural ProjectsDocument2 pagesUsing GRC for Architectural ProjectsTaurai ChiwanzaNo ratings yet
- Developing Together. Building With Each Other.: We Create Chemistry For Advanced ConstructionDocument5 pagesDeveloping Together. Building With Each Other.: We Create Chemistry For Advanced ConstructionAlex Paye AncoNo ratings yet
- SikaSwell - Hydrophilic Profiles and SealantsDocument12 pagesSikaSwell - Hydrophilic Profiles and Sealantskhx2No ratings yet
- GFRC vs. Green Wall Systems: Which Works More Efficiently?Document26 pagesGFRC vs. Green Wall Systems: Which Works More Efficiently?Elanur MayaNo ratings yet
- Masterblock: Concrete Blocks - Technical ManualDocument38 pagesMasterblock: Concrete Blocks - Technical ManualdamindaNo ratings yet
- Building Construction & RepairDocument13 pagesBuilding Construction & RepairYasin ShahNo ratings yet
- Cemfil Sprayguide WW 12 2008 Rev1Document32 pagesCemfil Sprayguide WW 12 2008 Rev1freidorNo ratings yet
- BASF MasterProtect 8000 CIDocument4 pagesBASF MasterProtect 8000 CIHJNo ratings yet
- Pages From Concrete Repair and Maintenance Illustrated, PH Emmons PDFDocument3 pagesPages From Concrete Repair and Maintenance Illustrated, PH Emmons PDFCurtis DookieNo ratings yet
- Acoustical Glass: Specs & TechDocument12 pagesAcoustical Glass: Specs & TechChen Yaohui VictorNo ratings yet
- Group3 CE4101 SummaryDocument10 pagesGroup3 CE4101 SummaryJin KookNo ratings yet
- Building MaintenanceDocument13 pagesBuilding MaintenanceChinmoy DasNo ratings yet
- Floor Surface Regularity FlatworxDocument35 pagesFloor Surface Regularity FlatworxSamit SinghaiNo ratings yet
- Qcs 2010 Section 5 Part 8 Transportation and Placing of ConcreteDocument7 pagesQcs 2010 Section 5 Part 8 Transportation and Placing of Concretebryanpastor106No ratings yet
- Izolacija Tunela Sa Detaljima 05-04-04Document29 pagesIzolacija Tunela Sa Detaljima 05-04-04IzetNo ratings yet
- Brief Ytong Advertising Jan 2011Document46 pagesBrief Ytong Advertising Jan 2011Alexandra PascuNo ratings yet
- Vegetated Roof Systems Provide Environmental BenefitsDocument6 pagesVegetated Roof Systems Provide Environmental BenefitsMark GoducoNo ratings yet
- Travertine: An Excerpt From The Dimension Stone Design Manual, Version VIII (May 2016)Document15 pagesTravertine: An Excerpt From The Dimension Stone Design Manual, Version VIII (May 2016)Nabila Ilmi HakimahNo ratings yet
- YTONG - Perfect SolutionDocument16 pagesYTONG - Perfect SolutionJoseph ChenNo ratings yet
- Polycarbonate Sheet BenefitsDocument12 pagesPolycarbonate Sheet Benefitsirfan_haider_2No ratings yet
- CONCRETE: PROPERTIES AND USESDocument5 pagesCONCRETE: PROPERTIES AND USESDARK KnightNo ratings yet
- Fundamentals of PrecastingDocument4 pagesFundamentals of Precastingsankar_rao333No ratings yet
- Amazing ArchitectureDocument12 pagesAmazing ArchitectureariNo ratings yet
- v5 7746JAP FacadeDocument4 pagesv5 7746JAP FacadefirefoxextslurperNo ratings yet
- PVL Connecting Loop 11-2012 PDFDocument12 pagesPVL Connecting Loop 11-2012 PDFdpdqh0No ratings yet
- Peiko Wall Shoe PDFDocument20 pagesPeiko Wall Shoe PDFjoyson232542No ratings yet
- EuroDocument21 pagesEurodpdqh0No ratings yet
- Masonry ManualDocument114 pagesMasonry Manualdpdqh0No ratings yet
- Aceite MR520Document4 pagesAceite MR520capc.asesoriasNo ratings yet
- Jain International School 2020 - 2021: A Project For Chemistry On "Study of Constituents & Analysis of An Alloy"Document15 pagesJain International School 2020 - 2021: A Project For Chemistry On "Study of Constituents & Analysis of An Alloy"anmolshubhamNo ratings yet
- Chapter IIDocument5 pagesChapter IIMica BisaresNo ratings yet
- Construction ChecklistDocument1 pageConstruction ChecklistHeather TatNo ratings yet
- T-STORM™ 3% AFFF, F-783A, Foam Concentrate: Data/SpecificationsDocument2 pagesT-STORM™ 3% AFFF, F-783A, Foam Concentrate: Data/SpecificationsjuandagarciamNo ratings yet
- Sodium Chlorate - Properties and Reactions PDFDocument5 pagesSodium Chlorate - Properties and Reactions PDFangelofglory100% (1)
- Construction Formwork and FalseworkDocument25 pagesConstruction Formwork and FalseworkLoke Kok Foong85% (13)
- Engineering Estimate and Specification TypesDocument56 pagesEngineering Estimate and Specification TypesEmelyn DecenillaNo ratings yet
- Welding HandbookDocument368 pagesWelding Handbookcahya303No ratings yet
- Ceilcote 282 Flakeline+ds+engDocument4 pagesCeilcote 282 Flakeline+ds+engMohamed NouzerNo ratings yet
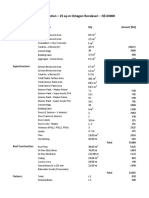
- 25 SQM Octagon RondavelDocument2 pages25 SQM Octagon RondavelRicco RikashNo ratings yet
- Study of Stress Strain Curve and Moment of Resisitance For Lightweight ConcreteDocument19 pagesStudy of Stress Strain Curve and Moment of Resisitance For Lightweight ConcreteJitendra YadavNo ratings yet
- SO2Document2 pagesSO2Courage ChigerweNo ratings yet
- Dung Moi Trong Keo EpoxyDocument9 pagesDung Moi Trong Keo EpoxyLê TiếnNo ratings yet
- THI Chemicals CatalogueDocument3 pagesTHI Chemicals CatalogueAngelus129No ratings yet
- Hypromellose PHARMACOAT guideDocument12 pagesHypromellose PHARMACOAT guideD056Evi Febriyani Banjarnahor34No ratings yet
- Module 6 2014-15Document351 pagesModule 6 2014-15sisay assefaNo ratings yet
- Etabs - Column Calculation ReportDocument1 pageEtabs - Column Calculation Reportkhlee.mitraNo ratings yet
- Astm A 694Document3 pagesAstm A 694Kelly BatesNo ratings yet
- Final Corrected ProjectDocument30 pagesFinal Corrected Projectramachandra reddyNo ratings yet
- Modern Surface Engineerin PDFDocument237 pagesModern Surface Engineerin PDFĐức Tùng NgôNo ratings yet
- Work Shoes "Kickflip Low": Red BlueDocument1 pageWork Shoes "Kickflip Low": Red BlueIzhoneRdrNo ratings yet
- Bitoner Resin C5 BT-1200H TDSDocument2 pagesBitoner Resin C5 BT-1200H TDSdamiendamNo ratings yet
- Polyurea Vs Polyurethane & Polyurethane Polyurea What's The DifferenceDocument20 pagesPolyurea Vs Polyurethane & Polyurethane Polyurea What's The Differencemiguel100% (1)
- Astma 313Document8 pagesAstma 313akamalapuriNo ratings yet
- Case Study Heat Transfer Enhancement by Nano FluidsDocument18 pagesCase Study Heat Transfer Enhancement by Nano FluidsNARAYANAN SNo ratings yet
- Refrigerated Gas PlantDocument12 pagesRefrigerated Gas PlantHiba GhandourNo ratings yet
- 0210 Ibd - MSDS Reg - Europe en V4 ZPDS Eur 48808 10038429Document3 pages0210 Ibd - MSDS Reg - Europe en V4 ZPDS Eur 48808 10038429Mehdi SaouriNo ratings yet
- Oxalic Acid TitrationDocument4 pagesOxalic Acid TitrationAkshat GuptaNo ratings yet