You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Drill ChartDocument1 pageDrill Chartprasad_kcpNo ratings yet
- Screw Flat Head, TorxDocument1 pageScrew Flat Head, TorxDerekNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Fastener HandbookDocument34 pagesFastener HandbookAnonymous 9owuocQP7M100% (1)
- Screw, Thread Forming Plastics, Metric, TorxDocument1 pageScrew, Thread Forming Plastics, Metric, TorxDerekNo ratings yet
- ANSI-AGMA 2004-B89-1995 Gear Materials and Heat Treatment ManualDocument79 pagesANSI-AGMA 2004-B89-1995 Gear Materials and Heat Treatment ManualSantosh Shankarappa100% (4)
- TTH 6203D Horizontal Screen Parts ManualDocument23 pagesTTH 6203D Horizontal Screen Parts ManualJoanMontillaNo ratings yet
- FastenersDocument28 pagesFastenersthulasi_krishnaNo ratings yet
- UntitledDocument34 pagesUntitledLucas VeronaNo ratings yet
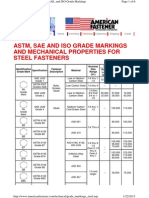
- ASTM, SAE AND ISO GRADE MARKINGS FOR STEEL FASTENERSDocument6 pagesASTM, SAE AND ISO GRADE MARKINGS FOR STEEL FASTENERShoannhuNo ratings yet
- AGMA6011-I03 - Specification For High Speed Helical Gear UnitsDocument58 pagesAGMA6011-I03 - Specification For High Speed Helical Gear UnitsConradodaMatta67% (3)
- Part Book Cylinder Hydraulic CraneDocument52 pagesPart Book Cylinder Hydraulic Craneandywahyudi99No ratings yet
- Document Guide - 21-Tips To Clear Requirements DocumentationDocument13 pagesDocument Guide - 21-Tips To Clear Requirements DocumentationDerekNo ratings yet
- S02 Rock DrillDocument24 pagesS02 Rock Drillroland100% (1)
- 6935 2011Document13 pages6935 2011Tufan Ünal100% (4)
- ASME Y14.6-2001 (R2007), Screw Thread RepresentationDocument27 pagesASME Y14.6-2001 (R2007), Screw Thread RepresentationDerekNo ratings yet
- DIN 7500 - Trilobular Thread Rolling ScrewsDocument3 pagesDIN 7500 - Trilobular Thread Rolling ScrewsDerek100% (1)
- DIN 7500 - Trilobular Thread Rolling ScrewsDocument3 pagesDIN 7500 - Trilobular Thread Rolling ScrewsDerek100% (1)
- Watson-Marlow Fittings-Gb-04 PDFDocument35 pagesWatson-Marlow Fittings-Gb-04 PDFcalejandrotgNo ratings yet
- Technical Standards Board Standard: Rev. MAY1999Document39 pagesTechnical Standards Board Standard: Rev. MAY1999wilian_coelho3309No ratings yet
- Screw, Thread Forming Plastics, Metric, Torx PDFDocument1 pageScrew, Thread Forming Plastics, Metric, Torx PDFDerekNo ratings yet
- Screw, ISO 10664-2014, Truss Head, Flat Head, 6-Lobe, TorxDocument1 pageScrew, ISO 10664-2014, Truss Head, Flat Head, 6-Lobe, TorxDerekNo ratings yet
- Screw, Thread Forming Plastics, Metric, Torx PDFDocument1 pageScrew, Thread Forming Plastics, Metric, Torx PDFDerekNo ratings yet
- Machine Screws: DIN 965 & ISO 7045 TorxDocument1 pageMachine Screws: DIN 965 & ISO 7045 TorxDerekNo ratings yet
- Screw, IsO 14583, PAN, Metric, TorxDocument1 pageScrew, IsO 14583, PAN, Metric, TorxDerekNo ratings yet
- CableDocument296 pagesCablevinaybabaNo ratings yet
- Metric Fastener Specifications for ISO 14583 Pan Six-Lobe Machine ScrewsDocument1 pageMetric Fastener Specifications for ISO 14583 Pan Six-Lobe Machine ScrewsDerekNo ratings yet
- Metric Fastener Dimensions and SpecificationsDocument1 pageMetric Fastener Dimensions and SpecificationsDerekNo ratings yet
- Screw, ISO 7380, Six Lobe, Metic, TorxDocument1 pageScrew, ISO 7380, Six Lobe, Metic, TorxDerekNo ratings yet
- Metric Pin Dimensional StandardsDocument1 pageMetric Pin Dimensional StandardsDerekNo ratings yet
- Ariens, Snow Blower, 921018 - Deluxe 30 Platinum PDFDocument44 pagesAriens, Snow Blower, 921018 - Deluxe 30 Platinum PDFDerekNo ratings yet
- Design Guide - O-Ring, Quad-Ring, TrelleborgDocument32 pagesDesign Guide - O-Ring, Quad-Ring, TrelleborgDerekNo ratings yet
- Design Guide, Spring, Pin, Coiled, SPIROLDocument24 pagesDesign Guide, Spring, Pin, Coiled, SPIROLDerekNo ratings yet
- Design Guide - Stepper Motor Linear Actuators 101Document16 pagesDesign Guide - Stepper Motor Linear Actuators 101DerekNo ratings yet
- Parker Fluid Power Seal Design Guide 5370Document300 pagesParker Fluid Power Seal Design Guide 5370edwardsheridan0% (1)
- A Lesson in Profile Tolerancing For Complex Parts, MDDIDocument4 pagesA Lesson in Profile Tolerancing For Complex Parts, MDDIDerekNo ratings yet
- Design Guide - O-Ring, Quad-Ring, ERIKSDocument13 pagesDesign Guide - O-Ring, Quad-Ring, ERIKSDerekNo ratings yet
- AGMA - ANSI 1006-A97 Tooth Proportions For Pastic Gears PDFDocument56 pagesAGMA - ANSI 1006-A97 Tooth Proportions For Pastic Gears PDFDerekNo ratings yet
- Bits and Sockets Guide for Screwdriver ToolsDocument3 pagesBits and Sockets Guide for Screwdriver ToolsaceportgasNo ratings yet
- At-90 Pedal SNDocument41 pagesAt-90 Pedal SNgragalNo ratings yet
- DIN ISO 228 and ANSI B1.20.1 ball valve dimensions and materialsDocument8 pagesDIN ISO 228 and ANSI B1.20.1 ball valve dimensions and materialsfundamental_aeroNo ratings yet
- Medium pressure ParKrimp No-Skive FittingsDocument1 pageMedium pressure ParKrimp No-Skive FittingsMelyssa MottaNo ratings yet
- Unit8030015Detail: Num Hot Num Diagram No. Name Quantity Vertion Disuse Time Unit CodeDocument2 pagesUnit8030015Detail: Num Hot Num Diagram No. Name Quantity Vertion Disuse Time Unit CodeChen PeterNo ratings yet
- 12 Atlas Master Parts ListDocument33 pages12 Atlas Master Parts ListlokiNo ratings yet
- Brother BAS-311H PDFDocument80 pagesBrother BAS-311H PDFaliahad84No ratings yet
- Sruce CatalogDocument1 pageSruce CatalogRoberto Carlos Subauste PérezNo ratings yet
- Cni U D 0060 Rev.4 - Shop Drawing For HC Vessel Asabi CL 2704Document7 pagesCni U D 0060 Rev.4 - Shop Drawing For HC Vessel Asabi CL 2704Tĩnh Hồ TrungNo ratings yet
- ANSI B1.20.1 - NPT - American National Standard Taper Pipe ThreadsDocument7 pagesANSI B1.20.1 - NPT - American National Standard Taper Pipe ThreadswilxjNo ratings yet
- HSFG WeightsDocument2 pagesHSFG WeightssirfrakeshNo ratings yet
- Conversion tables inches/mmDocument1 pageConversion tables inches/mmSudhakar KrishnamurthyNo ratings yet
- R% ) SUSPENSION..Torque TableDocument5 pagesR% ) SUSPENSION..Torque TableHeri SuryoNo ratings yet
- TD953 Threaded Fastener ToolingDocument2 pagesTD953 Threaded Fastener Toolingjuli_radNo ratings yet
- Dehaye CatalogDocument544 pagesDehaye CatalogRogier van der HeideNo ratings yet
- BMEL305Document12 pagesBMEL305hrushithar27No ratings yet
- MTC 410S-1Document1 pageMTC 410S-1miguel contrerasNo ratings yet
- Thread Geometry - Metric CoarseDocument4 pagesThread Geometry - Metric CoarseMociran FlorinNo ratings yet
- Flex Assembly InstructionsDocument13 pagesFlex Assembly InstructionsBruno CardosoNo ratings yet
- Tightening ProcedureDocument3 pagesTightening ProceduregabrielNo ratings yet
- Leveling Bolts / Lock Nuts Screw Jacks / Leveling ScrewsDocument1 pageLeveling Bolts / Lock Nuts Screw Jacks / Leveling ScrewsAlfie Angelo ReyesNo ratings yet