You might also like
- Phisical Propertis Palm and Cooking OilDocument10 pagesPhisical Propertis Palm and Cooking OilArifin HidayatNo ratings yet
- Life Time Analysis of Thermal Oil Used As Heat Transfer Fluid in CSP Power PlantDocument10 pagesLife Time Analysis of Thermal Oil Used As Heat Transfer Fluid in CSP Power PlantcotteNo ratings yet
- Penex Process PDFDocument49 pagesPenex Process PDFAhmed Mohamed KhalilNo ratings yet
- More Propylene in FCC UnitsDocument14 pagesMore Propylene in FCC UnitselfantasmaNo ratings yet
- Catalytic Cracking3Document12 pagesCatalytic Cracking3Abdurabu AL-MontaserNo ratings yet
- ch1Document36 pagesch1kakakarlNo ratings yet
- Extended AbstractDocument10 pagesExtended AbstractSarang GohNo ratings yet
- 2008-04 COLOHydroAromatic MustangDocument10 pages2008-04 COLOHydroAromatic MustangGarry DavidNo ratings yet
- Homogeneous Hydrogenation of Fatty Acid Methyl Esters and Natural Oils Under Neat ConditionsDocument5 pagesHomogeneous Hydrogenation of Fatty Acid Methyl Esters and Natural Oils Under Neat ConditionsEnrique GallegosNo ratings yet
- Presentation of Seminar ReportDocument13 pagesPresentation of Seminar Reportsam kapoorNo ratings yet
- Session VI - Petrochemical Processing: A. PropyleneDocument5 pagesSession VI - Petrochemical Processing: A. PropyleneMallela Sampath KumarNo ratings yet
- Towards A Zero Gasoline Refinery PTQ Parts 1 2Document15 pagesTowards A Zero Gasoline Refinery PTQ Parts 1 2Anil UpadhyaNo ratings yet
- Reactivity of Naphtha Fractions For Light Olefins ProductionDocument14 pagesReactivity of Naphtha Fractions For Light Olefins ProductionAMANo ratings yet
- Effect of Steam Deactivation Severity of ZSM-5 Additives On LPG Olefins Production in The FCC ProcessDocument20 pagesEffect of Steam Deactivation Severity of ZSM-5 Additives On LPG Olefins Production in The FCC ProcessRoger David Melendez GuevaraNo ratings yet
- Synthesis, Properties and Application of A Novel Epoxidized Soybean Oil-Toughened Phenolic ResinDocument6 pagesSynthesis, Properties and Application of A Novel Epoxidized Soybean Oil-Toughened Phenolic Resinuocmogiandi_aNo ratings yet
- Topsoe Steam Reforming CatDocument6 pagesTopsoe Steam Reforming CatKhairul HadiNo ratings yet
- 7 - OligomerizationDocument16 pages7 - OligomerizationAn Lê TrườngNo ratings yet
- HydrotreatingPoster PDFDocument1 pageHydrotreatingPoster PDFekosmind100% (2)
- Coking Kinetics On The Catalyst During Alkylation of FCC Off-Gas With Benzene To EthylbenzeneDocument7 pagesCoking Kinetics On The Catalyst During Alkylation of FCC Off-Gas With Benzene To EthylbenzeneAndres PeñaNo ratings yet
- Various Performance of Polyvinylether (PVE) Lubricants With HFC RDocument10 pagesVarious Performance of Polyvinylether (PVE) Lubricants With HFC RJako MishyNo ratings yet
- Fast Pyrolysis of Cassava Rhizome in The Presence of CatalystsDocument8 pagesFast Pyrolysis of Cassava Rhizome in The Presence of CatalystsyemresimsekNo ratings yet
- Novel Hierarchical HZSM-5 Zeolites Prepared by Combining Desilication and Steaming Modification For Converting Methanol To Propylene ProcessDocument19 pagesNovel Hierarchical HZSM-5 Zeolites Prepared by Combining Desilication and Steaming Modification For Converting Methanol To Propylene Processbruno barrosNo ratings yet
- Brochure 2055GDocument23 pagesBrochure 2055GObydur RahmanNo ratings yet
- Synthetic Jet Fuel Production by Combined Propene Oligomerization and Aromatic Alkylation Over Solid Phosphoric AcidDocument7 pagesSynthetic Jet Fuel Production by Combined Propene Oligomerization and Aromatic Alkylation Over Solid Phosphoric AcidMohammed GhanemNo ratings yet
- Catalytic Cracking: Cat Products Become Feed To Other Units, Such As Alkylation andDocument13 pagesCatalytic Cracking: Cat Products Become Feed To Other Units, Such As Alkylation andPriscilaPrzNo ratings yet
- Epigen 4029FCDocument2 pagesEpigen 4029FCAnton PrabawaNo ratings yet
- Maximum FCC Diesel Yield With TSRFCC TechnologyDocument2 pagesMaximum FCC Diesel Yield With TSRFCC TechnologyMai Ngoc ChienNo ratings yet
- F013Document2 pagesF013Sai PrasathNo ratings yet
- Inf Ufc 85Document13 pagesInf Ufc 85Luciano Montellano Abasto100% (2)
- Fischer - Tropsch Synthesis: Chemical Process Design - HwsDocument17 pagesFischer - Tropsch Synthesis: Chemical Process Design - HwsrezaroohollahiNo ratings yet
- Uop Par-Isom Process: Nelson A. CusherDocument6 pagesUop Par-Isom Process: Nelson A. CusherBharavi K S100% (1)
- RTO Vs RCO How To DecideDocument6 pagesRTO Vs RCO How To DecideAuliaFahryIINo ratings yet
- Column Phases GCDocument6 pagesColumn Phases GCFatmasari LubisNo ratings yet
- GPC Application Notebook - 2Document58 pagesGPC Application Notebook - 2Юрій ЖуравінськийNo ratings yet
- Polypropylene (PP)Document8 pagesPolypropylene (PP)julioNo ratings yet
- B U L L E T I N: Application EngineeringDocument4 pagesB U L L E T I N: Application EngineeringMaria DazaNo ratings yet
- Resin ProductionDocument22 pagesResin ProductionJayant KushwahaNo ratings yet
- Base Resistant FKM Technology in Oilfield SealsDocument15 pagesBase Resistant FKM Technology in Oilfield Sealspeach5No ratings yet
- Aspen Simulation of Production of FormaldehydeDocument19 pagesAspen Simulation of Production of FormaldehydeTan Yong ChaiNo ratings yet
- Process Selection Catalytic CrackingDocument5 pagesProcess Selection Catalytic CrackingKimal WasalathilakeNo ratings yet
- Vacuum Residue PDFDocument17 pagesVacuum Residue PDFMarcos MaldonadoNo ratings yet
- Flame RetardantsDocument4 pagesFlame Retardants1985krNo ratings yet
- Unsaturated Polyester ResinsDocument7 pagesUnsaturated Polyester Resinsortizan8100% (1)
- Synthesis of Acrolein From Glycerol Using FePO4 CaDocument9 pagesSynthesis of Acrolein From Glycerol Using FePO4 Calu canal do amorNo ratings yet
- Refiners Must Optimize FCC Feed Hydrotreating When Producing Low-Sulfur GasolineDocument8 pagesRefiners Must Optimize FCC Feed Hydrotreating When Producing Low-Sulfur GasolineDaniel VillanuevaNo ratings yet
- Thermal Kinetics of A Lignin-Based Flame RetardantDocument14 pagesThermal Kinetics of A Lignin-Based Flame RetardantJasna San MartínNo ratings yet
- Introduction Che 425Document2 pagesIntroduction Che 425فيصل الغامديNo ratings yet
- Synfuel TechnologyDocument9 pagesSynfuel TechnologyYan LaksanaNo ratings yet
- Isomerization ProcessDocument35 pagesIsomerization ProcessAsim Memon100% (1)
- Polymer JournalDocument6 pagesPolymer Journalabilio_j_vieiraNo ratings yet
- Accepted Manuscript: Bioresource TechnologyDocument30 pagesAccepted Manuscript: Bioresource Technologybambang_teknikkimiaNo ratings yet
- FCC MANUAL 5-Catalyst RegenerationDocument10 pagesFCC MANUAL 5-Catalyst RegenerationSrinivas MoturiNo ratings yet
- Catalytic CrackingDocument120 pagesCatalytic CrackingAlcides RodríguezNo ratings yet
- Dga Lecture.7 Furan Analysis of Cellulose in TxfsDocument19 pagesDga Lecture.7 Furan Analysis of Cellulose in Txfsosebo odigieNo ratings yet
- UOP Fluidized Catalytic Cracking Process: Presented byDocument31 pagesUOP Fluidized Catalytic Cracking Process: Presented byLaurensNo ratings yet
- PERP Program - Formaldehyde and Derivatives New Report AlertDocument9 pagesPERP Program - Formaldehyde and Derivatives New Report AlertArjunLohanNo ratings yet
- Multiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsFrom EverandMultiphase Reactor Engineering for Clean and Low-Carbon Energy ApplicationsYi ChengNo ratings yet
- U.S. Patent 4,293,314: Gelled Fuel-Air Explosive October 6, 1981.From EverandU.S. Patent 4,293,314: Gelled Fuel-Air Explosive October 6, 1981.No ratings yet
- Dry Fast Foam ChinaDocument2 pagesDry Fast Foam ChinaajoilhamNo ratings yet
- Lamp IranDocument1 pageLamp IranajoilhamNo ratings yet
- Manutti BelgiumDocument25 pagesManutti BelgiumajoilhamNo ratings yet
- Fill OutDocument20 pagesFill OutajoilhamNo ratings yet
- BOM1Document473 pagesBOM1ajoilhamNo ratings yet
- CFR 2011 Title21 Vol3 Sec175 105Document16 pagesCFR 2011 Title21 Vol3 Sec175 105ajoilhamNo ratings yet
- Antistatic Agent KEMI 74 0331 80VDocument1 pageAntistatic Agent KEMI 74 0331 80VajoilhamNo ratings yet
- Ad 1041960Document14 pagesAd 1041960ajoilhamNo ratings yet
- UIN Format1-A, 1-B RoHS Compliant Products Guarantee and Non-Use GuaranteeDocument5 pagesUIN Format1-A, 1-B RoHS Compliant Products Guarantee and Non-Use GuaranteeajoilhamNo ratings yet
- E 010920Document22 pagesE 010920ajoilhamNo ratings yet
- Pyrotek - SIVEX - Ceramic FoamDocument2 pagesPyrotek - SIVEX - Ceramic FoamajoilhamNo ratings yet
- MERCK Use Information Sheet: Exposure Driving Use DescriptorsDocument2 pagesMERCK Use Information Sheet: Exposure Driving Use DescriptorsajoilhamNo ratings yet
- Australian/New Zealand Standard: Hot-Dip Galvanized (Zinc) Coatings On Fabricated Ferrous ArticlesDocument8 pagesAustralian/New Zealand Standard: Hot-Dip Galvanized (Zinc) Coatings On Fabricated Ferrous ArticlesajoilhamNo ratings yet
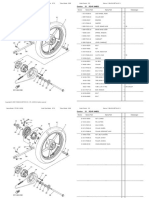
- Fz150 V-Ixion Rear WheelDocument2 pagesFz150 V-Ixion Rear Wheelajoilham100% (1)
- Dry Fast Foam ChinaDocument2 pagesDry Fast Foam ChinaajoilhamNo ratings yet
- Technical Data Sheet Loctite 5438 UnderDocument2 pagesTechnical Data Sheet Loctite 5438 UnderajoilhamNo ratings yet
- How Importance of Cell Structure For Viscoelastic Foams PolyuretgabDocument13 pagesHow Importance of Cell Structure For Viscoelastic Foams PolyuretgabajoilhamNo ratings yet
- MSDS Loctite 5438Document7 pagesMSDS Loctite 5438ajoilhamNo ratings yet
- EPS Data SheetDocument2 pagesEPS Data SheetajoilhamNo ratings yet
- Ajac 2014022113435228Document6 pagesAjac 2014022113435228ajoilhamNo ratings yet
- S707-60HF LT GB 2016-01-18Document3 pagesS707-60HF LT GB 2016-01-18ajoilhamNo ratings yet
- FFR FinalDocument832 pagesFFR FinalajoilhamNo ratings yet
- Us20120322903 ADocument17 pagesUs20120322903 AajoilhamNo ratings yet
- FM 2015 Adrian BeardDocument26 pagesFM 2015 Adrian BeardajoilhamNo ratings yet
- 3040 Thickeners and Rheology GuideDocument7 pages3040 Thickeners and Rheology GuideajoilhamNo ratings yet
- En 13501 5 PDFDocument31 pagesEn 13501 5 PDFajoilhamNo ratings yet
- Safety Data Sheet: Section 1: Identification of The Substance/mixture and of The Company/undertakingDocument6 pagesSafety Data Sheet: Section 1: Identification of The Substance/mixture and of The Company/undertakingajoilhamNo ratings yet
- Data Sheet TimbercoatDocument2 pagesData Sheet TimbercoatajoilhamNo ratings yet
- DoP CE W-T-S707-60HF v3-GB-ENDocument2 pagesDoP CE W-T-S707-60HF v3-GB-ENajoilhamNo ratings yet
- 2022 Tony Elumelu EntrepreneursDocument10 pages2022 Tony Elumelu EntrepreneursOladosu EmmanuelNo ratings yet
- BSH 7005-15Document129 pagesBSH 7005-15Mark InnesNo ratings yet
- Days Papers 2001Document341 pagesDays Papers 2001jorgefeitoza_hotmailNo ratings yet
- 2023 Teacher Email ListDocument5 pages2023 Teacher Email ListmunazamfbsNo ratings yet
- Test Bank For The Psychology of Health and Health Care A Canadian Perspective 5th EditionDocument36 pagesTest Bank For The Psychology of Health and Health Care A Canadian Perspective 5th Editionload.notablewp0oz100% (37)
- Classification of Books Using Python and FlaskDocument5 pagesClassification of Books Using Python and FlaskIJRASETPublicationsNo ratings yet
- Unit 2 - Industrial Engineering & Ergonomics - WWW - Rgpvnotes.inDocument15 pagesUnit 2 - Industrial Engineering & Ergonomics - WWW - Rgpvnotes.inSACHIN HANAGALNo ratings yet
- KCG-2001I Service ManualDocument5 pagesKCG-2001I Service ManualPatrick BouffardNo ratings yet
- CCDocument5 pagesCCnazmulNo ratings yet
- IMDSI22Document82 pagesIMDSI22Dang JinlongNo ratings yet
- DS Important QuestionsDocument15 pagesDS Important QuestionsLavanya JNo ratings yet
- Sap New GL: Document Splitting - Configuration: ChooseDocument3 pagesSap New GL: Document Splitting - Configuration: ChooseChandra Sekhar PNo ratings yet
- Existentialism in LiteratureDocument2 pagesExistentialism in LiteratureGirlhappy Romy100% (1)
- I Pmtea 2020 HandoutDocument94 pagesI Pmtea 2020 HandoutAbhijeet Dutta100% (1)
- Boarding House Preferences by Middle Up Class Students in SurabayaDocument8 pagesBoarding House Preferences by Middle Up Class Students in Surabayaeditor ijeratNo ratings yet
- EQ JOURNAL 2 - AsioDocument3 pagesEQ JOURNAL 2 - AsioemanNo ratings yet
- SavannahHarbor5R Restoration Plan 11 10 2015Document119 pagesSavannahHarbor5R Restoration Plan 11 10 2015siamak dadashzadeNo ratings yet
- Procter and Gamble - MarketingDocument10 pagesProcter and Gamble - MarketingIvana Panovska100% (5)
- Project ProposalDocument4 pagesProject Proposaljiaclaire2998100% (1)
- Spectacle Blinds - Closed Blinds Open Blinds (Ring Spacer)Document2 pagesSpectacle Blinds - Closed Blinds Open Blinds (Ring Spacer)Widiyanto WiwidNo ratings yet
- RPH Week 31Document8 pagesRPH Week 31bbwowoNo ratings yet
- Consent Form: Republic of The Philippines Province of - Municipality ofDocument1 pageConsent Form: Republic of The Philippines Province of - Municipality ofLucette Legaspi EstrellaNo ratings yet
- Embedded Systems Online TestingDocument6 pagesEmbedded Systems Online TestingPuspala ManojkumarNo ratings yet
- Arbans Complete Conservatory Method For Trumpet Arbans Complete ConservatoryDocument33 pagesArbans Complete Conservatory Method For Trumpet Arbans Complete ConservatoryRicardo SoldadoNo ratings yet
- Battery Checklist ProcedureDocument1 pageBattery Checklist ProcedureKrauser ChanelNo ratings yet
- Rotating Equipment & ServiceDocument12 pagesRotating Equipment & Servicenurkasih119No ratings yet
- Enrico Fermi Pioneer of The at Ted GottfriedDocument156 pagesEnrico Fermi Pioneer of The at Ted GottfriedRobert Pérez MartinezNo ratings yet
- Report DR JuazerDocument16 pagesReport DR Juazersharonlly toumasNo ratings yet
- Bubble Test Direct Pressure InserviceDocument3 pagesBubble Test Direct Pressure InserviceEdAlmNo ratings yet
- Enzymes IntroDocument33 pagesEnzymes IntropragyasimsNo ratings yet