You might also like
- Lamp IranDocument1 pageLamp IranajoilhamNo ratings yet
- CFR 2011 Title21 Vol3 Sec175 105Document16 pagesCFR 2011 Title21 Vol3 Sec175 105ajoilhamNo ratings yet
- PACKING DECLARATION DETAILSDocument25 pagesPACKING DECLARATION DETAILSajoilhamNo ratings yet
- Dry Fast Foam ChinaDocument2 pagesDry Fast Foam ChinaajoilhamNo ratings yet
- Summarization of EG Production OctDocument2 pagesSummarization of EG Production OctajoilhamNo ratings yet
- Ad 1041960Document14 pagesAd 1041960ajoilhamNo ratings yet
- Pyrotek - SIVEX - Ceramic FoamDocument2 pagesPyrotek - SIVEX - Ceramic FoamajoilhamNo ratings yet
- Fill OutDocument20 pagesFill OutajoilhamNo ratings yet
- BOM1Document473 pagesBOM1ajoilhamNo ratings yet
- UIN Format1-A, 1-B RoHS Compliant Products Guarantee and Non-Use GuaranteeDocument5 pagesUIN Format1-A, 1-B RoHS Compliant Products Guarantee and Non-Use GuaranteeajoilhamNo ratings yet
- How Importance of Cell Structure For Viscoelastic Foams PolyuretgabDocument13 pagesHow Importance of Cell Structure For Viscoelastic Foams PolyuretgabajoilhamNo ratings yet
- Technical Data Sheet Loctite 5438 UnderDocument2 pagesTechnical Data Sheet Loctite 5438 UnderajoilhamNo ratings yet
- Australian/New Zealand Standard: Hot-Dip Galvanized (Zinc) Coatings On Fabricated Ferrous ArticlesDocument8 pagesAustralian/New Zealand Standard: Hot-Dip Galvanized (Zinc) Coatings On Fabricated Ferrous ArticlesajoilhamNo ratings yet
- Antistatic Agent KEMI 74 0331 80VDocument1 pageAntistatic Agent KEMI 74 0331 80VajoilhamNo ratings yet
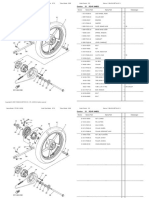
- Fz150 V-Ixion Rear WheelDocument2 pagesFz150 V-Ixion Rear Wheelajoilham100% (1)
- Ajac 2014022113435228Document6 pagesAjac 2014022113435228ajoilhamNo ratings yet
- MSDS Loctite 5438Document7 pagesMSDS Loctite 5438ajoilhamNo ratings yet
- FM 2015 Adrian BeardDocument26 pagesFM 2015 Adrian BeardajoilhamNo ratings yet
- EPS Data SheetDocument2 pagesEPS Data SheetajoilhamNo ratings yet
- S707-60HF LT GB 2016-01-18Document3 pagesS707-60HF LT GB 2016-01-18ajoilhamNo ratings yet
- Dry Fast Foam ChinaDocument2 pagesDry Fast Foam ChinaajoilhamNo ratings yet
- Us20120322903 ADocument17 pagesUs20120322903 AajoilhamNo ratings yet
- MERCK Use Information Sheet: Exposure Driving Use DescriptorsDocument2 pagesMERCK Use Information Sheet: Exposure Driving Use DescriptorsajoilhamNo ratings yet
- FFR FinalDocument832 pagesFFR FinalajoilhamNo ratings yet
- Fire protection coating for structural steelDocument2 pagesFire protection coating for structural steelajoilhamNo ratings yet
- Safety Data Sheet: Section 1: Identification of The Substance/mixture and of The Company/undertakingDocument6 pagesSafety Data Sheet: Section 1: Identification of The Substance/mixture and of The Company/undertakingajoilhamNo ratings yet
- 3040 Thickeners and Rheology GuideDocument7 pages3040 Thickeners and Rheology GuideajoilhamNo ratings yet
- En 13501 5 PDFDocument31 pagesEn 13501 5 PDFajoilhamNo ratings yet
- Data Sheet TimbercoatDocument2 pagesData Sheet TimbercoatajoilhamNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Automatic Folding Doors ECC DownloadDocument8 pagesAutomatic Folding Doors ECC DownloadRaidan Al-ZahgirNo ratings yet
- En Cement Industry Open Cast MiningDocument8 pagesEn Cement Industry Open Cast MiningArnaldo Macchi MillanNo ratings yet
- Openixp Tech DetailDocument2 pagesOpenixp Tech DetailYusuf J. KuproyNo ratings yet
- Electronic: Whole Brain Learning System Outcome-Based EducationDocument19 pagesElectronic: Whole Brain Learning System Outcome-Based EducationTrinidad, Gwen StefaniNo ratings yet
- SlingshotDocument1 pageSlingshotWade WilsonNo ratings yet
- Sigma-5 Positioner Manual: MH (T) - SeriesDocument60 pagesSigma-5 Positioner Manual: MH (T) - SeriesRex BernedoNo ratings yet
- Telkomsel NFV - ITB NFV DayDocument18 pagesTelkomsel NFV - ITB NFV DayDian Agung NugrohoNo ratings yet
- Magnus Rss PDFDocument8 pagesMagnus Rss PDFDanielNo ratings yet
- Idoc - Pub - Effects of Street Focus in Vastu PDFDocument76 pagesIdoc - Pub - Effects of Street Focus in Vastu PDFJyoti AgrawalNo ratings yet
- Providing Rural Internet ConnectivityDocument3 pagesProviding Rural Internet ConnectivityOmPrakashKumarNo ratings yet
- ANA Developing Content Strategy From Journey MapsDocument12 pagesANA Developing Content Strategy From Journey MapsDemand Metric100% (2)
- Direct-Instruction ModelDocument1 pageDirect-Instruction Modelapi-225717058No ratings yet
- Microwave Filters: Prof. D. Kannadassan, School of Electronics EngineeringDocument23 pagesMicrowave Filters: Prof. D. Kannadassan, School of Electronics EngineeringAkshay GuptaNo ratings yet
- Kebutuhan Solar Genset Area 1Document8 pagesKebutuhan Solar Genset Area 1Salim SiregarNo ratings yet
- Compact Cartridge Dust Collector Technical Specifications and DimensionsDocument4 pagesCompact Cartridge Dust Collector Technical Specifications and DimensionsLyf Since18No ratings yet
- Custard Apple Seed To FuelDocument6 pagesCustard Apple Seed To FuelAsif Akhtar100% (1)
- EditText Text Use As Filename - Stack Overflow PDFDocument4 pagesEditText Text Use As Filename - Stack Overflow PDFShoaib QuraishiNo ratings yet
- Nano RoboticsDocument30 pagesNano RoboticsAnshumanMishraNo ratings yet
- Project Data Page:: PV EliteDocument18 pagesProject Data Page:: PV EliteShipandsheeps MediaNo ratings yet
- Invoice Matching V2 PDFDocument15 pagesInvoice Matching V2 PDFRx DentviewNo ratings yet
- The Toyota Way - Chapters 1 - 3Document10 pagesThe Toyota Way - Chapters 1 - 3Juan PabloNo ratings yet
- Employee SQLDocument4 pagesEmployee SQLSidharth Sankar SahooNo ratings yet
- Media Codes and ConventionsDocument26 pagesMedia Codes and Conventionsapi-425193892No ratings yet
- Class03 - MPI, Part 1, Intermediate PDFDocument83 pagesClass03 - MPI, Part 1, Intermediate PDFPavan BeharaNo ratings yet
- LogDocument3 pagesLogAyu AndrianiNo ratings yet
- MQSeries Setup UAT - Generali China (CSC Use Only)Document17 pagesMQSeries Setup UAT - Generali China (CSC Use Only)rajsundarsNo ratings yet
- Intro To RStudioDocument10 pagesIntro To RStudioKate Peacock TaNo ratings yet
- Powered By: SpecificationDocument2 pagesPowered By: SpecificationStevenNo ratings yet
- Performance Analysis of C17 GlobemasterDocument17 pagesPerformance Analysis of C17 GlobemasterAirwarriorg91100% (1)
- Class 12th IP Project ReportDocument36 pagesClass 12th IP Project ReportAnuj GupatNo ratings yet