You might also like
- Mini Project StyereneDocument25 pagesMini Project StyereneMard Apik100% (1)
- Gas Turbines and Turbocompressors For LNG ServiceDocument35 pagesGas Turbines and Turbocompressors For LNG Servicewylie01No ratings yet
- Methodology CO2-Tool Electricity Gas and Heat From Biomass - Version 1Document47 pagesMethodology CO2-Tool Electricity Gas and Heat From Biomass - Version 1Biswa Jyoti GuptaNo ratings yet
- Boiler Commissioning StepsDocument22 pagesBoiler Commissioning StepsSaurabh Kumar100% (1)
- Design of An Plant For Manufacturing of AcetaldehydeDocument4 pagesDesign of An Plant For Manufacturing of AcetaldehydeClaudio Martinez BernalNo ratings yet
- SSG Ngo1012401 Gen in 3328 00001 PDFDocument92 pagesSSG Ngo1012401 Gen in 3328 00001 PDFKenneth EmbeleNo ratings yet
- Eliminating inert entry for safe catalyst changeoutsDocument2 pagesEliminating inert entry for safe catalyst changeoutsAndri SaputraNo ratings yet
- Methanol Synthesis (Safety)Document16 pagesMethanol Synthesis (Safety)furqankausarhaiderNo ratings yet
- FCC CATALYST ANALYSES GUIDEDocument11 pagesFCC CATALYST ANALYSES GUIDEshanpyanNo ratings yet
- Advantages of Membrane TechnologyDocument5 pagesAdvantages of Membrane TechnologyGopalNo ratings yet
- Protect Your Boiler During ShutdownDocument4 pagesProtect Your Boiler During ShutdownJay Sinosuke ZainuriNo ratings yet
- Cat Reforming Part 2 3 PDF FreeDocument68 pagesCat Reforming Part 2 3 PDF FreeLê Trường AnNo ratings yet
- TOURTON-páginas-37-124-73-88 PDFDocument16 pagesTOURTON-páginas-37-124-73-88 PDFJesús David González CañasNo ratings yet
- Global Warming Research PaperDocument3 pagesGlobal Warming Research PaperArivaran RavichantarNo ratings yet
- Mag 14 2017 August 1Document68 pagesMag 14 2017 August 1Ravikumar mahadevNo ratings yet
- A Review of The WGS Reaction KineticsDocument34 pagesA Review of The WGS Reaction KineticsSNo ratings yet
- Autothermal Reforming ProcessDocument9 pagesAutothermal Reforming ProcessOliver Everett EspinoNo ratings yet
- FCC MANUAL 5-The Role of Catalyst in FCC TroubleshootingDocument10 pagesFCC MANUAL 5-The Role of Catalyst in FCC Troubleshooting750921No ratings yet
- Vietnam Refinery Manual Details Catalyst Regeneration ProcessDocument68 pagesVietnam Refinery Manual Details Catalyst Regeneration ProcessLoneHighland100% (4)
- Water Gas Shift ReactorDocument44 pagesWater Gas Shift ReactorNitish Kumar KushwahaNo ratings yet
- Steam TablesDocument6 pagesSteam TablesRichard Olawoyin100% (1)
- Acetylene Reactor PerformanceDocument19 pagesAcetylene Reactor Performancevenkateshs_g5420No ratings yet
- Chen 2007Document9 pagesChen 2007Arisya JulvianaNo ratings yet
- Acrylic Acid ProductionDocument10 pagesAcrylic Acid Productionstavros7No ratings yet
- Hydrogen Production TechnologiesFrom EverandHydrogen Production TechnologiesMehmet SankirNo ratings yet
- Thiết Kế Máy - Huy TrầnDocument6 pagesThiết Kế Máy - Huy TrầnHuy TranNo ratings yet
- DSGHRTHDDocument12 pagesDSGHRTHDMary Grace VelitarioNo ratings yet
- Sinterizacion Del Cu en WGSRDocument5 pagesSinterizacion Del Cu en WGSRsayonara_3No ratings yet
- Modeling and Control of Acetylene Hydrogenation ProcessDocument8 pagesModeling and Control of Acetylene Hydrogenation ProcessCláudia AlvesNo ratings yet
- EKC 336 Chemical Reaction Engineering: Lecturer Incharge: Associate Proffessor Ir. Dr. LeoDocument12 pagesEKC 336 Chemical Reaction Engineering: Lecturer Incharge: Associate Proffessor Ir. Dr. LeoS Kiong TingNo ratings yet
- Ethylene Dichloride Production by Oxychlorination in A Fluidized Bed Reactor With CFD ModelDocument14 pagesEthylene Dichloride Production by Oxychlorination in A Fluidized Bed Reactor With CFD ModelJam ImtiazNo ratings yet
- Ethylene 2520oxide Methods 2520of 2520productionDocument25 pagesEthylene 2520oxide Methods 2520of 2520productionmartin_2104No ratings yet
- Catalysts PTQ GastroH2Document4 pagesCatalysts PTQ GastroH2Wäśü RāđNo ratings yet
- Catalizator pentru hidrogenarea uleiului vegetal - articol științificDocument10 pagesCatalizator pentru hidrogenarea uleiului vegetal - articol științificcmineliandreeaNo ratings yet
- Catalyst PoisonsDocument21 pagesCatalyst PoisonsXuanMaiBuiNo ratings yet
- Solid Acid Catalysts for Sustainable BiodieselDocument7 pagesSolid Acid Catalysts for Sustainable BiodieselChau MaiNo ratings yet
- Chapter 3Document45 pagesChapter 3HakimNo ratings yet
- Ethylene Formation From Ethanol Dehydration Using ZSM-5 CatalystDocument11 pagesEthylene Formation From Ethanol Dehydration Using ZSM-5 CatalystAdhisya Salma KhairunnisaNo ratings yet
- Everything You Need to Know About Catalytic ConvertersDocument25 pagesEverything You Need to Know About Catalytic ConvertersCharlie Tej0% (1)
- Proceso Etilbenceno 311280Document26 pagesProceso Etilbenceno 311280ItzelNo ratings yet
- Proceso Etilbenceno 311280Document26 pagesProceso Etilbenceno 311280itzelefavNo ratings yet
- Energy Production from biomass gasification by molten carbonate fuel cells: process simulation and optimizationDocument6 pagesEnergy Production from biomass gasification by molten carbonate fuel cells: process simulation and optimizationNaason VelascoNo ratings yet
- Maximizing Rhodium Recovery in the Methyl Acetate Carbonylation ProcessDocument19 pagesMaximizing Rhodium Recovery in the Methyl Acetate Carbonylation ProcessJohn Patrick DagleNo ratings yet
- Microreactor Study of Ethylene Oxide SynthesisDocument6 pagesMicroreactor Study of Ethylene Oxide SynthesiscampellomottaNo ratings yet
- FF PDFDocument19 pagesFF PDFSyed Shamsul ArefinNo ratings yet
- Organometallic CatalysisDocument5 pagesOrganometallic CatalysisMuhammad Hassan ZiaNo ratings yet
- Ammonia Process InformationDocument4 pagesAmmonia Process InformationRishikesh AwaleNo ratings yet
- Methanol Production Process ReviewDocument6 pagesMethanol Production Process ReviewPhilani MkhonzaNo ratings yet
- Synthesis of Vinyl Acetate Monomer From Syntesis Gas TustinDocument11 pagesSynthesis of Vinyl Acetate Monomer From Syntesis Gas Tustindesigat4122No ratings yet
- Production of Pure Hydrogen by Ethanol DehydrogenationDocument9 pagesProduction of Pure Hydrogen by Ethanol DehydrogenationAbdulwahid SultanNo ratings yet
- Reactor Design 1Document8 pagesReactor Design 1Daneyal BabarNo ratings yet
- 1 s2.0 S0255270104001461 MainDocument8 pages1 s2.0 S0255270104001461 MainIlireaNo ratings yet
- The Lecture Contains:: Lecture21:Engine Exhaust AftertreatmentDocument14 pagesThe Lecture Contains:: Lecture21:Engine Exhaust AftertreatmentKeval ParmarNo ratings yet
- Inorganic Catalysts Bronze Problem 2Document11 pagesInorganic Catalysts Bronze Problem 2joell2253h.01No ratings yet
- Catalytic IsomerizationDocument8 pagesCatalytic IsomerizationMahtab SajnaniNo ratings yet
- CRE (Stage 3) GROUP A6Document13 pagesCRE (Stage 3) GROUP A6Danish MughalNo ratings yet
- Xiong-Lin Luo 2022Document15 pagesXiong-Lin Luo 2022valery akhmNo ratings yet
- Research Highlights in New Catalytic Technologies: 1.theme DescriptionDocument13 pagesResearch Highlights in New Catalytic Technologies: 1.theme Descriptiondie_1No ratings yet
- Report Simulation PDDocument18 pagesReport Simulation PDAtika Mohd YatimNo ratings yet
- Keuler Optimising 2000 PDFDocument466 pagesKeuler Optimising 2000 PDFGabriela PulidoNo ratings yet
- Accepted Manuscript: Computers and Chemical EngineeringDocument31 pagesAccepted Manuscript: Computers and Chemical EngineeringSarita Betancur RamírezNo ratings yet
- Experimental Study of Manufacturing of Chemical De-Scaling MaterialsDocument6 pagesExperimental Study of Manufacturing of Chemical De-Scaling MaterialsKiran DuggarajuNo ratings yet
- Agirre2011 PDFDocument7 pagesAgirre2011 PDFAlan ConnorNo ratings yet
- Nanoporous Catalysts for Biomass ConversionFrom EverandNanoporous Catalysts for Biomass ConversionFeng-Shou XiaoNo ratings yet
- Homogeneous Catalysis: Mechanisms and Industrial ApplicationsFrom EverandHomogeneous Catalysis: Mechanisms and Industrial ApplicationsNo ratings yet
- Advances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsFrom EverandAdvances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsLalit Kumar SinghNo ratings yet
- Introduction to Renewable Biomaterials: First Principles and ConceptsFrom EverandIntroduction to Renewable Biomaterials: First Principles and ConceptsAli S. AyoubNo ratings yet
- Air Pollution Control A Design ApproachDocument427 pagesAir Pollution Control A Design ApproachKY TianaNo ratings yet
- Lect1 - Scope and History of MicrobiologyDocument18 pagesLect1 - Scope and History of MicrobiologyMuhyuddin ArshadNo ratings yet
- Laminar FlowDocument7 pagesLaminar FlowMuhyuddin ArshadNo ratings yet
- Friction FactorDocument30 pagesFriction FactorSomnath JagtapNo ratings yet
- DirichletDocument3 pagesDirichletMuhyuddin ArshadNo ratings yet
- Arithmetic ProgressionDocument9 pagesArithmetic ProgressionMuhyuddin ArshadNo ratings yet
- Arithmetic ProgressionDocument9 pagesArithmetic ProgressionMuhyuddin ArshadNo ratings yet
- Useful EquationsDocument1 pageUseful EquationsMuhyuddin ArshadNo ratings yet
- January 2011 Calendar: Monday Tuesday Wednesday Thursday Friday Saturday SundayDocument12 pagesJanuary 2011 Calendar: Monday Tuesday Wednesday Thursday Friday Saturday SundayjimNo ratings yet
- Eating Habits Among College StudentsDocument4 pagesEating Habits Among College StudentsMuhyuddin Arshad100% (1)
- (Kim Et Al., 2017)Document74 pages(Kim Et Al., 2017)Gabriel DiazNo ratings yet
- AICD Discussion - SelectionDocument5 pagesAICD Discussion - SelectionMarkus LandingtonNo ratings yet
- NFL On Ammonia 1Document19 pagesNFL On Ammonia 1Shub SamNo ratings yet
- Types and components of heat enginesDocument11 pagesTypes and components of heat enginesjoshua jan allawanNo ratings yet
- Renewable Energy Thesis PaperDocument4 pagesRenewable Energy Thesis Papersusanwhitehuntsville100% (2)
- DMUT ISC Per 22 August 2019Document4 pagesDMUT ISC Per 22 August 2019bimo developerNo ratings yet
- Pipe Marker CatalogDocument12 pagesPipe Marker CatalogAvr ChandanaNo ratings yet
- E-Mail FAX To White House Counsel Bob Bauer, EsqDocument6 pagesE-Mail FAX To White House Counsel Bob Bauer, EsqKim HedumNo ratings yet
- Seatrade Maritime Hellas Maritime 2022Document32 pagesSeatrade Maritime Hellas Maritime 2022Loredana IonescuNo ratings yet
- Blackbook MmsDocument54 pagesBlackbook MmsIshita SinghNo ratings yet
- Green Chemistry - BiodieselDocument21 pagesGreen Chemistry - Biodieselkavikumar venkatajalamNo ratings yet
- Organic Material Radiocarbon Isotope Willard Libby Nobel Prize Cosmic Rays Carbon Dioxide PhotosynthesisDocument1 pageOrganic Material Radiocarbon Isotope Willard Libby Nobel Prize Cosmic Rays Carbon Dioxide Photosynthesis123nicky123No ratings yet
- Id Number Title Year OrganizationDocument14 pagesId Number Title Year OrganizationmsaremiNo ratings yet
- Solar Energy PowerpointDocument17 pagesSolar Energy PowerpointSonia Yu100% (1)
- TotalEnergies Building A Sustainable Multi Energy CompanyDocument7 pagesTotalEnergies Building A Sustainable Multi Energy CompanyHans BlankenburghNo ratings yet
- Petrobras Saves USD 5m Per Well With Subsea Christmas Tree InstallationDocument2 pagesPetrobras Saves USD 5m Per Well With Subsea Christmas Tree InstallationAdli Rahadian IrfreeNo ratings yet
- Exxon MobilDocument15 pagesExxon MobilDaniel CarvajalNo ratings yet
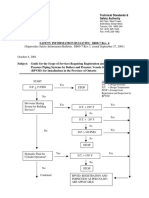
- Supersedes Safety Information Bulletin: SB00-7 Rev.3, Issued September 27, 2001Document3 pagesSupersedes Safety Information Bulletin: SB00-7 Rev.3, Issued September 27, 2001Bill MurrayNo ratings yet
- Sumarize Mass Balance Table (Basis 100kg/hrDocument23 pagesSumarize Mass Balance Table (Basis 100kg/hrhariz1No ratings yet
- A Thermo-Economic Analysis of Repowering of A 250 MW Coal Fired Power Plant Through Integration of Molten Carbonate Fuel Cell With Carbon Capture PDFDocument8 pagesA Thermo-Economic Analysis of Repowering of A 250 MW Coal Fired Power Plant Through Integration of Molten Carbonate Fuel Cell With Carbon Capture PDFWilda MalindaNo ratings yet
- Mesit Company Profile A4 2016-06 ENG-2Document16 pagesMesit Company Profile A4 2016-06 ENG-2EDBNo ratings yet