You might also like
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2No ratings yet
- AVK Report ChecklistDocument19 pagesAVK Report ChecklistparthvasavadaNo ratings yet
- Panasonic DMC-TZ30 / DMC-TZ27 / DMC-TZ31 / DMC-ZS19 / DMC-ZS20 Digital Camera Service ManualDocument99 pagesPanasonic DMC-TZ30 / DMC-TZ27 / DMC-TZ31 / DMC-ZS19 / DMC-ZS20 Digital Camera Service ManualM Jones100% (1)
- Miller TIG HandbookDocument20 pagesMiller TIG Handbookquiron2010No ratings yet
- Power Wave 450 Service ManualDocument293 pagesPower Wave 450 Service ManualRoberto VillegasNo ratings yet
- Samsung-Ps43e400 Service ManualDocument66 pagesSamsung-Ps43e400 Service ManualGiancarloRichardRivadeneyraMiranda88% (8)
- Cathodic Protection Part 1Document31 pagesCathodic Protection Part 1عزت عبد المنعم100% (2)
- 201084175844580Document858 pages201084175844580John HallowsNo ratings yet
- 33 KV Control Relay Spec PDFDocument75 pages33 KV Control Relay Spec PDFMohanta Amrit100% (2)
- CDVR General InformationDocument6 pagesCDVR General InformationTTIBCCANo ratings yet
- Flywheel Energy Storage SystemDocument22 pagesFlywheel Energy Storage SystemHEMANTHKUMAR T HNo ratings yet
- Introduction to Power System ProtectionFrom EverandIntroduction to Power System ProtectionRating: 5 out of 5 stars5/5 (1)
- Physics Project: ON EMP JammerDocument17 pagesPhysics Project: ON EMP JammerAnonymous q9FjgwT5No ratings yet
- Samsung HT Z120Document76 pagesSamsung HT Z120Marcos OficinaNo ratings yet
- imageRUNNER1133 1133A+Service+Manual en 3.0 PDFDocument219 pagesimageRUNNER1133 1133A+Service+Manual en 3.0 PDFrakel144100% (1)
- Gysmi Tig 160hfDocument23 pagesGysmi Tig 160hfRaluca SpitaNo ratings yet
- TIG Welder Troubleshooting GuideDocument23 pagesTIG Welder Troubleshooting Guideluddy812100% (2)
- In190 Gysmi - Repare 195Document14 pagesIn190 Gysmi - Repare 195vik_mdNo ratings yet
- VT110SDocument49 pagesVT110SHarish PatilNo ratings yet
- LM 2990Document25 pagesLM 2990DAN PARASCHIVESCUNo ratings yet
- LM2990 Negative Low-Dropout Regulator: 1 Features 3 DescriptionDocument24 pagesLM2990 Negative Low-Dropout Regulator: 1 Features 3 DescriptionRamón PortilloNo ratings yet
- Repair Welding Machine GYSMI 183Document15 pagesRepair Welding Machine GYSMI 183Augustoferreira FerreiraNo ratings yet
- Gysmi 190Document7 pagesGysmi 190Gabriel DrideanuNo ratings yet
- Central in ADocument18 pagesCentral in AJorge A. Moreno PitonesNo ratings yet
- NP540U3CDocument87 pagesNP540U3CandibdgNo ratings yet
- Alphatig 200X Manual 03-20-14 Ver2Document14 pagesAlphatig 200X Manual 03-20-14 Ver2mikeNo ratings yet
- (204A) ABB-Przekladniki en 01 16.11Document58 pages(204A) ABB-Przekladniki en 01 16.11Naveen AmarasingheNo ratings yet
- Boiler Manual Electrosteam LgsDocument34 pagesBoiler Manual Electrosteam LgsErik GámezNo ratings yet
- Sony MDS-JE320 Service ManualDocument56 pagesSony MDS-JE320 Service ManualAlex Van der ArkNo ratings yet
- PDP Samsung Ps42b430p2wxxh F65aDocument65 pagesPDP Samsung Ps42b430p2wxxh F65aGologan DoruNo ratings yet
- User Manual: LG-10 Thru LG-30Document33 pagesUser Manual: LG-10 Thru LG-30JaimeNo ratings yet
- Samsung Mx-c830d SMDocument70 pagesSamsung Mx-c830d SMSsh NitsNo ratings yet
- Service 80 To 105kWDocument144 pagesService 80 To 105kWcnita77No ratings yet
- Ps42b430p2wxxh Chas F65a (P - HD) - b430Document61 pagesPs42b430p2wxxh Chas F65a (P - HD) - b430jeevapillay100% (1)
- Everlast Products Owner'S Manual Everlast Super164/205/256P AC/DC/TIG/MMA Pulsed Welder With Plasma Cutter Everlast TIG 160/200 AC/DC WelderDocument21 pagesEverlast Products Owner'S Manual Everlast Super164/205/256P AC/DC/TIG/MMA Pulsed Welder With Plasma Cutter Everlast TIG 160/200 AC/DC WelderJayakrishnaNo ratings yet
- Transformer Technical InformationDocument14 pagesTransformer Technical InformationVishal V BhagwatNo ratings yet
- Clima Diagrama 118630Document47 pagesClima Diagrama 118630Enrique RamirezNo ratings yet
- Samsung PS43D490A1XZN F83A PDFDocument68 pagesSamsung PS43D490A1XZN F83A PDFoppa BaruNo ratings yet
- B800-1 ManualEDocument35 pagesB800-1 ManualESLAMET PAMBUDINo ratings yet
- HPT5054 Service ManualDocument90 pagesHPT5054 Service Manualmap0561No ratings yet
- Samsung F30a Calla Chassis ps42q96hdx Plasma TV SMDocument85 pagesSamsung F30a Calla Chassis ps42q96hdx Plasma TV SMtomverstratenNo ratings yet
- Top Gun I-ARC 180Document9 pagesTop Gun I-ARC 180Tom PleysierNo ratings yet
- Transistorized inverter instruction manualDocument79 pagesTransistorized inverter instruction manualPuvan80No ratings yet
- Pioneer PDP 433PEDocument108 pagesPioneer PDP 433PEPaulo GardelNo ratings yet
- Installation Manual: Suspended Overhead ElectromagnetDocument6 pagesInstallation Manual: Suspended Overhead ElectromagnetudhayNo ratings yet
- FR s500 ADocument64 pagesFR s500 Aadul koharruddin100% (1)
- LOW VOLTAGE SYSTEM Operation ManualDocument22 pagesLOW VOLTAGE SYSTEM Operation ManualZen NazehaNo ratings yet
- Samsung MM-D430 PDFDocument43 pagesSamsung MM-D430 PDFboroda2410100% (1)
- Guidelines For Gas Tungsten Arc Welding (GTAW)Document24 pagesGuidelines For Gas Tungsten Arc Welding (GTAW)Syah Reza MaulanaNo ratings yet
- Samsung PL42C91HPDocument89 pagesSamsung PL42C91HPAlexander Vargas50% (2)
- Owner'S Manual: Generator / Welder NGW-190HDocument15 pagesOwner'S Manual: Generator / Welder NGW-190HBeto Pf MadridNo ratings yet
- B800 Series Frequency Inverter: Bedford (Quanzhou) Electronic Co., LTDDocument32 pagesB800 Series Frequency Inverter: Bedford (Quanzhou) Electronic Co., LTDAthaNo ratings yet
- Gap Transporter Maintenance ManualDocument11 pagesGap Transporter Maintenance ManualFelix MelendezNo ratings yet
- Digital Home TheaterDocument90 pagesDigital Home TheaterBaciu NicolaeNo ratings yet
- Fuel Pump Safety ProceduresDocument3 pagesFuel Pump Safety ProceduresNasynCastroNo ratings yet
- Owner'S Manual: ModelDocument10 pagesOwner'S Manual: Modelramesh sahukhalNo ratings yet
- Top Gun I-ARC 130Document9 pagesTop Gun I-ARC 130Tom PleysierNo ratings yet
- Panasonic dmc-tz7 zs3 SMDocument63 pagesPanasonic dmc-tz7 zs3 SMDaniel GENINNo ratings yet
- Panasonic Fz18 Service ManualDocument51 pagesPanasonic Fz18 Service ManualBoianskiNo ratings yet
- Sony HCD-GNX60Document76 pagesSony HCD-GNX60kalentoneschatNo ratings yet
- Samsung Pn64f5500afxzaDocument66 pagesSamsung Pn64f5500afxzaJoseni Figueiredo0% (1)
- Phantom 400Document14 pagesPhantom 400Yogendra ReddyNo ratings yet
- Andeli Mig-270tplDocument27 pagesAndeli Mig-270tpltao jogNo ratings yet
- Samsung Mx-c730 Mx-c630 Xap SMDocument62 pagesSamsung Mx-c730 Mx-c630 Xap SMJoel Enrique Rubiano Arevalo100% (1)
- Basic Electric Device Operation ManualDocument350 pagesBasic Electric Device Operation ManualNguyễn Văn KhảiNo ratings yet
- Influence of System Parameters Using Fuse Protection of Regenerative DC DrivesFrom EverandInfluence of System Parameters Using Fuse Protection of Regenerative DC DrivesNo ratings yet
- 20INCHcute PDFDocument35 pages20INCHcute PDFrakel144No ratings yet
- Sharp LC-42X20RU SM PDFDocument231 pagesSharp LC-42X20RU SM PDFrakel144No ratings yet
- Fm24aa PDFDocument122 pagesFm24aa PDFrakel144No ratings yet
- TDP T98 PDFDocument3 pagesTDP T98 PDFrakel144No ratings yet
- TDP T90 PDFDocument93 pagesTDP T90 PDFrakel144No ratings yet
- Telwin Tecnica 144-164 Welding-Inverter SMDocument21 pagesTelwin Tecnica 144-164 Welding-Inverter SMAndreea TudoseNo ratings yet
- NCF000749000 PartsCatalog E PDFDocument56 pagesNCF000749000 PartsCatalog E PDFrakel144No ratings yet
- Tech-Service Manual For Sunlight K3 (Fargo Version)Document398 pagesTech-Service Manual For Sunlight K3 (Fargo Version)rakel144No ratings yet
- TDP T90 PDFDocument93 pagesTDP T90 PDFrakel144No ratings yet
- TDP T98 PDFDocument3 pagesTDP T98 PDFrakel144No ratings yet
- Heathkit Im30 Transistor-Tester SMDocument53 pagesHeathkit Im30 Transistor-Tester SMrakel144No ratings yet
- MPR-53S Modbus Register MapDocument2 pagesMPR-53S Modbus Register Mapcchung147554No ratings yet
- GTU BE Semester Exam Physics QuestionsDocument3 pagesGTU BE Semester Exam Physics QuestionsJeetParikhNo ratings yet
- Omron MCJ1W PDFDocument15 pagesOmron MCJ1W PDFWINNo ratings yet
- bdv65 Bdv65a bdv65b bdv65cDocument3 pagesbdv65 Bdv65a bdv65b bdv65cMaurice LugusaNo ratings yet
- Transfer Function and Impulse Response Simulation of Power Line ChannelDocument7 pagesTransfer Function and Impulse Response Simulation of Power Line ChannelIjsrnet EditorialNo ratings yet
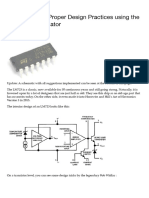
- A Collection of Proper Design Practices Using The LM723 IC RegulatorDocument5 pagesA Collection of Proper Design Practices Using The LM723 IC RegulatordardosordiNo ratings yet
- Zero ExportDocument4 pagesZero Exportjosemlc058410No ratings yet
- Mdaq AN7 EncoderDocument9 pagesMdaq AN7 EncoderMOHAMED IBRAHIMNo ratings yet
- Ac and DC BridgeDocument33 pagesAc and DC BridgeArijit KaranNo ratings yet
- Flatron L1750S - L1950S - CL-82Document27 pagesFlatron L1750S - L1950S - CL-82Stefan BogdanNo ratings yet
- Syllabus UOMDocument9 pagesSyllabus UOMKhemraj MahadewNo ratings yet
- ELB118YCF 1x18W PLC PDFDocument1 pageELB118YCF 1x18W PLC PDFGur PyariNo ratings yet
- NDocument4 pagesNBHAAJI0001No ratings yet
- Partially vs Fully Graded Transformer WindingsDocument6 pagesPartially vs Fully Graded Transformer WindingsAbdulyunus AmirNo ratings yet
- LM2825N 5.0 National SemiconductorDocument13 pagesLM2825N 5.0 National SemiconductorZeki YıldızNo ratings yet
- Positive Voltage Regulator for Battery ChargerDocument8 pagesPositive Voltage Regulator for Battery Chargerskynet123No ratings yet
- Final Term Module #1: Prepared By: Engr. Peter E. BacaronDocument15 pagesFinal Term Module #1: Prepared By: Engr. Peter E. BacaronJohn RivasNo ratings yet
- R7D B Manual en 201202Document327 pagesR7D B Manual en 201202CarlosAFFurtadoNo ratings yet
- Power System Modeling and Thevenin Equivalent Circuit Parameters EstimationDocument8 pagesPower System Modeling and Thevenin Equivalent Circuit Parameters EstimationkittuNo ratings yet
- Signal DegradationDocument57 pagesSignal DegradationSathiyanNo ratings yet
- 20 - Reducciones Certificado UL, E19189Document6 pages20 - Reducciones Certificado UL, E19189Jesús David Almario GutiérrezNo ratings yet
- i3TOUCH User ManualDocument25 pagesi3TOUCH User ManualVANERUM Group - Vision InspiresNo ratings yet