You might also like
- KTA19-G3 Engine Parts Quotation ListDocument2 pagesKTA19-G3 Engine Parts Quotation ListGilberto RomanNo ratings yet
- Simulation Analysis and Design of Swing PDFDocument9 pagesSimulation Analysis and Design of Swing PDFGilberto RomanNo ratings yet
- Reefer PowerDocument1 pageReefer PowerGilberto RomanNo ratings yet
- 113-117, 078Document5 pages113-117, 078Gilberto RomanNo ratings yet
- UT0042501 Preview PDFDocument3 pagesUT0042501 Preview PDFGilberto RomanNo ratings yet
- Kta19 G3Document2 pagesKta19 G3ryan fernandezNo ratings yet
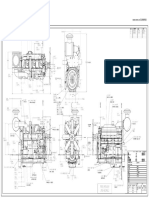
- KTA19-G3 DrawDocument1 pageKTA19-G3 DrawGilberto Roman100% (1)
- Kta19 G3Document2 pagesKta19 G3ryan fernandezNo ratings yet
- UT0042501 PreviewDocument3 pagesUT0042501 PreviewGilberto RomanNo ratings yet
- Astm BoltsDocument9 pagesAstm BoltsGilberto RomanNo ratings yet
- Eje SCD Carga PositivaDocument1 pageEje SCD Carga PositivaGilberto RomanNo ratings yet
- Understanding Fan CurvesDocument4 pagesUnderstanding Fan CurvesGilberto RomanNo ratings yet
- 1981 William Hooper - The Two-K Method Predicts Head Losses in Pipe FittingsDocument5 pages1981 William Hooper - The Two-K Method Predicts Head Losses in Pipe Fittingssleep55No ratings yet
- Finite Difference HeatDocument6 pagesFinite Difference HeatGilberto Roman0% (1)
- Finite Difference HeatDocument6 pagesFinite Difference HeatGilberto Roman0% (1)
- 113-117, 078Document5 pages113-117, 078Gilberto RomanNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- University of Nova Gorica: Guide For International Students and StaffDocument32 pagesUniversity of Nova Gorica: Guide For International Students and StaffAnahí Lopez FavilliNo ratings yet
- Technical Specification DP SystemDocument48 pagesTechnical Specification DP SystemAjay SinghNo ratings yet
- AR542/ Regulation & Law - Lecture 1Document21 pagesAR542/ Regulation & Law - Lecture 1Narden AshrafNo ratings yet
- Bradbury. Kpn-Boats, Punt Trade, and A Lost EmporiumDocument25 pagesBradbury. Kpn-Boats, Punt Trade, and A Lost EmporiumBelén CastroNo ratings yet
- Cellular Transport Study Guide PDFDocument4 pagesCellular Transport Study Guide PDFJESUS EDUARDO CARBONO NIEBLESNo ratings yet
- Simple Magazine #9Document4 pagesSimple Magazine #9Ngôn ngữ AnhNo ratings yet
- July 16, 2014Document20 pagesJuly 16, 2014Thief River Falls Times & Northern WatchNo ratings yet
- Doosan ForkliftDocument6 pagesDoosan ForkliftErna Bogdan100% (2)
- 2017 Pittsburgh Power CatalogDocument32 pages2017 Pittsburgh Power CatalogDavid FuentesNo ratings yet
- CX302Document11 pagesCX302josua1234554321No ratings yet
- Bibby TopazDocument4 pagesBibby TopazPraveen BalasubramanianNo ratings yet
- 31FL5541Document56 pages31FL5541Sunthron SomchaiNo ratings yet
- Manual On Simultaneous Operations On Parallel or Near-Parallel Instrument Runways (SOIR)Document40 pagesManual On Simultaneous Operations On Parallel or Near-Parallel Instrument Runways (SOIR)Diwash Malla ThakuriNo ratings yet
- January 21, 2015Document12 pagesJanuary 21, 2015Maple Lake MessengerNo ratings yet
- Automobile LayoutDocument17 pagesAutomobile LayoutAbhishek RajNo ratings yet
- Fact Book March 2021Document64 pagesFact Book March 2021saiNo ratings yet
- CARGO RATES FOR CITILINK DOMESTIC FLIGHTSDocument2 pagesCARGO RATES FOR CITILINK DOMESTIC FLIGHTSAsyh SlsblNo ratings yet
- Radio Syntax Guide V1aDocument6 pagesRadio Syntax Guide V1aPablo AxeitosNo ratings yet
- 1Document168 pages1Gerry Dan ChanliongcoNo ratings yet
- POWER TRUCK-manualDocument28 pagesPOWER TRUCK-manualYathawan Nair ThamutharamNo ratings yet
- 737 Incident ReportDocument61 pages737 Incident ReportAbdul Qadeer Khan100% (1)
- 2 Sample SHS G11 Research Paper by Turingan, JohnDocument42 pages2 Sample SHS G11 Research Paper by Turingan, JohnJedí BelanoNo ratings yet
- Protection of Old Shophouses Due To MRT Excavation & Tunnelling Works On Downtown Line Stage 3 Contract 933Document14 pagesProtection of Old Shophouses Due To MRT Excavation & Tunnelling Works On Downtown Line Stage 3 Contract 933freezefreezeNo ratings yet
- Flight Training Instruction: Naval Air Training CommandDocument86 pagesFlight Training Instruction: Naval Air Training CommandMirkoNo ratings yet
- BMW 7-Series Project Process ChangesDocument27 pagesBMW 7-Series Project Process ChangesSambit RoyNo ratings yet
- JetstarDocument40 pagesJetstartuan nguyenNo ratings yet
- Adjacency GraphsDocument5 pagesAdjacency GraphsAriel LancasterNo ratings yet
- Comprehensive Development Plan 2011 20 FullDocument61 pagesComprehensive Development Plan 2011 20 FullJem SacdalanNo ratings yet
- TV 22 2015 6 1447 1456 PDFDocument10 pagesTV 22 2015 6 1447 1456 PDFMuhammad Izzamir FirdausNo ratings yet
- Manual Skoda Octavia - Gearbox m6 02MDocument204 pagesManual Skoda Octavia - Gearbox m6 02MCornea Horatiu Sebastian100% (6)