You might also like
- Welding Procedure Specification (WPS) : JOINTS (QW-402)Document4 pagesWelding Procedure Specification (WPS) : JOINTS (QW-402)andresrojas25No ratings yet
- Welding Procedure Specification (WPS) : As Per Attached Joints Detail SheetDocument1 pageWelding Procedure Specification (WPS) : As Per Attached Joints Detail SheetMohammed JaveedNo ratings yet
- QW-482 (WPS) GTAW 4MM FilletDocument4 pagesQW-482 (WPS) GTAW 4MM FilletBalkishan DyavanapellyNo ratings yet
- Welding Procedure Specification (WPS)Document2 pagesWelding Procedure Specification (WPS)Abdulmecit YetisNo ratings yet
- Welding Procedure Qualification: in According ASME IXDocument3 pagesWelding Procedure Qualification: in According ASME IXRochy GbNo ratings yet
- Request for Welding Procedure ApprovalDocument10 pagesRequest for Welding Procedure ApprovalAlam MD SazidNo ratings yet
- Wps PQR PDFDocument35 pagesWps PQR PDFquality unifab83% (6)
- Wps No Ltbf/Capfims/Sswps-11: - Contractor Revision No: - Welding Process (Es)Document4 pagesWps No Ltbf/Capfims/Sswps-11: - Contractor Revision No: - Welding Process (Es)Nilotpal Kumar RaiNo ratings yet
- Consolidated Contractors Welding Procedure SpecificationDocument3 pagesConsolidated Contractors Welding Procedure Specificationsiva8000100% (1)
- WPS-Nozzle Without Reinforcement Pad (CS-CS) .Document1 pageWPS-Nozzle Without Reinforcement Pad (CS-CS) .suria qaqcNo ratings yet
- SURIA ENGINEERING WELDING PROCEDURE SPECIFICATION (WPS) FOR GTAW & SMAWDocument1 pageSURIA ENGINEERING WELDING PROCEDURE SPECIFICATION (WPS) FOR GTAW & SMAWsuria qaqcNo ratings yet
- WPS-Shell To Shell Joint (CS-CS) .Document1 pageWPS-Shell To Shell Joint (CS-CS) .suria qaqcNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04Document9 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04BIIS QAQC Babu SivaNo ratings yet
- Prpposed Welding Procedure Specification (WPS) : Code: Asme Ix API 1104 AWS D1.1Document1 pagePrpposed Welding Procedure Specification (WPS) : Code: Asme Ix API 1104 AWS D1.1MohamedNo ratings yet
- PWPS CS To SS446-3Document5 pagesPWPS CS To SS446-3BIIS QAQC Babu SivaNo ratings yet
- Eslam Abdelhameed Asme Ix IdDocument1 pageEslam Abdelhameed Asme Ix Idel_sharkawy2011No ratings yet
- Welding Procedure Specification for 904L Stainless SteelDocument1 pageWelding Procedure Specification for 904L Stainless SteelOmar TocmoNo ratings yet
- Wps PQR For Reference p1 To p1 Smawxls PDF FreeDocument6 pagesWps PQR For Reference p1 To p1 Smawxls PDF FreeMahmoud GaberNo ratings yet
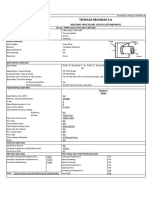
- Tecnicas Reunidas S.A: Proposed Welding Procedure Specification (PWPS)Document2 pagesTecnicas Reunidas S.A: Proposed Welding Procedure Specification (PWPS)BIIS QAQC Babu SivaNo ratings yet
- Welding Procedure Specification: Backing MaterialDocument2 pagesWelding Procedure Specification: Backing MaterialDiki ArmandoNo ratings yet
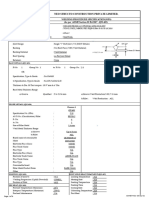
- Tecnicas Reunidas S.A: Welding Procedure Specification (WPS)Document2 pagesTecnicas Reunidas S.A: Welding Procedure Specification (WPS)BIIS QAQC Babu SivaNo ratings yet
- Welding Procedure Specification: PQR 2" Dia-5.54mm THKDocument2 pagesWelding Procedure Specification: PQR 2" Dia-5.54mm THKNil BorichaNo ratings yet
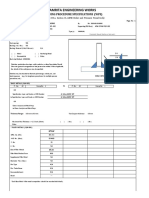
- AMRITA ENGINEERING WORKS PQRDocument3 pagesAMRITA ENGINEERING WORKS PQRBalkishan DyavanapellyNo ratings yet
- Ornek WPS (ASME IX)Document1 pageOrnek WPS (ASME IX)kaynakteknolojiNo ratings yet
- Form WPS for MIG Welding ProcedureDocument10 pagesForm WPS for MIG Welding ProcedurePrakash PatelNo ratings yet
- Welding Procedure Specification (WPS) : Code: Asme BPV Code Sec IxDocument4 pagesWelding Procedure Specification (WPS) : Code: Asme BPV Code Sec IxLipika GayenNo ratings yet
- WPQ FormatDocument8 pagesWPQ FormatsanjaykumarmauryaNo ratings yet
- Wps 18Document2 pagesWps 18Avishek GuptaNo ratings yet
- 347 310 WPSDocument2 pages347 310 WPSBIIS QAQC Babu SivaNo ratings yet
- WPS and PQR for Welding ProcedureDocument5 pagesWPS and PQR for Welding ProcedureharikrishnanNo ratings yet
- HHHHHHHHJJJJJJ: O O O ODocument1 pageHHHHHHHHJJJJJJ: O O O OAli MoosaviNo ratings yet
- WPS-Shell To Tubesheet (CS-SS)Document1 pageWPS-Shell To Tubesheet (CS-SS)suria qaqcNo ratings yet
- (P1) NSC-1020-TR-0102-1.1-WPS-06Document6 pages(P1) NSC-1020-TR-0102-1.1-WPS-06BIIS QAQC Babu SivaNo ratings yet
- SILVER-WPS-GESA-01 5mm To 32 MM SMAW LW P1 TO P1 - PQR-0063-W-18Document2 pagesSILVER-WPS-GESA-01 5mm To 32 MM SMAW LW P1 TO P1 - PQR-0063-W-18Abdulmecit YetisNo ratings yet
- 3-Actual Exams Last Edition (ASME IX)Document6 pages3-Actual Exams Last Edition (ASME IX)Hares SlalNo ratings yet
- PWPS 102 - CopyDocument2 pagesPWPS 102 - CopyCyril J PadiyathNo ratings yet
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriNo ratings yet
- Document No.: RevDocument2 pagesDocument No.: RevInaamNo ratings yet
- Report on Welding Procedure Specifications for Single V-Groove JointsDocument15 pagesReport on Welding Procedure Specifications for Single V-Groove JointsAvishek Gupta100% (1)
- Astm 537 CL.1 WPSDocument2 pagesAstm 537 CL.1 WPSaudiihussain67% (3)
- WPS P5A Group Any To P5A Group Any GTAW FCAW Manual Semi AutomaticDocument2 pagesWPS P5A Group Any To P5A Group Any GTAW FCAW Manual Semi AutomaticAlex MendozaNo ratings yet
- QW-482 Suggested Format For Welding ProcDocument2 pagesQW-482 Suggested Format For Welding Procsachin0% (1)
- Ejemplo Prueba 991003Document2 pagesEjemplo Prueba 991003MARIO ALBANo ratings yet
- SEW Welder Performance QualificationsDocument18 pagesSEW Welder Performance QualificationsmahendraNo ratings yet
- QW - 482 Welding Procedure Specification (WPS)Document5 pagesQW - 482 Welding Procedure Specification (WPS)Arijit GhoshNo ratings yet
- WELDING PROCEDURE SPECIFICATIONSDocument6 pagesWELDING PROCEDURE SPECIFICATIONSMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Wps - Asme Ix - Gtaw - Plat SteDocument6 pagesWps - Asme Ix - Gtaw - Plat SteMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Welding Procedure Specifiction: JOINTS (QW-402)Document3 pagesWelding Procedure Specifiction: JOINTS (QW-402)Ahmad MohammadNo ratings yet
- Ce0034-Wps PQR02 E7.62 P01 01 PDFDocument1 pageCe0034-Wps PQR02 E7.62 P01 01 PDFKhaled BouhlelNo ratings yet
- Welding Procedure Specification (WPS) : Code: Asme-IxDocument2 pagesWelding Procedure Specification (WPS) : Code: Asme-IxAnonymous 4WzixLwupNo ratings yet
- Piping WPS SMAWDocument2 pagesPiping WPS SMAWJk KarthikNo ratings yet
- WPS Pipe 08'' SHD 40 SMAW REV02Document2 pagesWPS Pipe 08'' SHD 40 SMAW REV02Amine MaalejNo ratings yet
- Welding Procedure Qualification Record SummaryDocument2 pagesWelding Procedure Qualification Record SummaryROBERTO QUESADANo ratings yet
- WPS For Carbon Steel THK 7.11 GTAWDocument1 pageWPS For Carbon Steel THK 7.11 GTAWAli Moosavi100% (1)
- Wps For Carbon Steel THK 7.11 GtawDocument1 pageWps For Carbon Steel THK 7.11 GtawAli MoosaviNo ratings yet
- WPS & WPQR (Asme Section IX)Document7 pagesWPS & WPQR (Asme Section IX)Rizaldy PhoenksNo ratings yet
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium WeldingMohammed MusaNo ratings yet
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium WeldingMohammed MusaNo ratings yet
- WPS-Shell To Tubesheet (CS-SS)Document1 pageWPS-Shell To Tubesheet (CS-SS)suria qaqcNo ratings yet
- Frequency HandoutDocument1 pageFrequency HandoutsureshNo ratings yet
- Surface PreperationDocument6 pagesSurface PreperationRahulNo ratings yet
- Technical Presentation - Comparison Between DEP 31 22 20 31 GEN SP 2069 SP 2069 - ShivannaDocument6 pagesTechnical Presentation - Comparison Between DEP 31 22 20 31 GEN SP 2069 SP 2069 - ShivannaRahul MoottolikandyNo ratings yet
- Crystal ThicknessDocument1 pageCrystal ThicknessRahulNo ratings yet
- Boilers Vs Pressure Vessel DifferenceDocument4 pagesBoilers Vs Pressure Vessel DifferenceRahulNo ratings yet
- Wavelenght OverheadDocument1 pageWavelenght OverheadRahulNo ratings yet
- For Additional Advice See Dale Carnegie Training® Presentation GuidelinesDocument8 pagesFor Additional Advice See Dale Carnegie Training® Presentation GuidelinesRahulNo ratings yet
- FrequencyDocument1 pageFrequencyRahulNo ratings yet
- Incorrect UT ReadingsDocument1 pageIncorrect UT ReadingsRahulNo ratings yet
- Multiple Choice Questions Paper I: ASME Awareness and Section VIII Code. 1Document4 pagesMultiple Choice Questions Paper I: ASME Awareness and Section VIII Code. 1RahulNo ratings yet
- Probe Frequency PeformanceDocument1 pageProbe Frequency PeformanceRahulNo ratings yet
- Differece Hydo N PneumaticDocument4 pagesDifferece Hydo N PneumaticRahul MoottolikandyNo ratings yet
- Reasons For Low Thickness Readings: A Low Thickness Reading May Be Possible Due To The Following ReasonsDocument1 pageReasons For Low Thickness Readings: A Low Thickness Reading May Be Possible Due To The Following ReasonsRahulNo ratings yet
- Typical Sound VelocitiesDocument1 pageTypical Sound VelocitiesRahulNo ratings yet
- Packing ListDocument1 pagePacking ListRahulNo ratings yet
- Understand Bill of Lading TermsDocument15 pagesUnderstand Bill of Lading TermsRahulNo ratings yet
- HYDocument6 pagesHYRahul MoottolikandyNo ratings yet
- Vacuum Box InspectionDocument1 pageVacuum Box InspectionRahulNo ratings yet
- Hydro Test Key PointsDocument16 pagesHydro Test Key PointsRahulNo ratings yet
- Pipeline Pressure Testing Calculations Client: Date: Project: Pipeline Details: From KP 0.012 To KP 22.3 (Insert (A) To (D) )Document3 pagesPipeline Pressure Testing Calculations Client: Date: Project: Pipeline Details: From KP 0.012 To KP 22.3 (Insert (A) To (D) )Rahul MoottolikandyNo ratings yet
- 2G & 5GDocument2 pages2G & 5GRahul MoottolikandyNo ratings yet
- Safety Relief ValveDocument1 pageSafety Relief ValveRahulNo ratings yet
- Air Inclusion-Robin FERNASDocument4 pagesAir Inclusion-Robin FERNASRahulNo ratings yet
- Date Inspectors Mandays Rahul Sujai 8am To 8pm 8pm To 8am ### 1.5 1.5 3 ### 1.5 1.5 3 Total 6Document1 pageDate Inspectors Mandays Rahul Sujai 8am To 8pm 8pm To 8am ### 1.5 1.5 3 ### 1.5 1.5 3 Total 6RahulNo ratings yet
- Frequently Asked Questions: GeneralDocument3 pagesFrequently Asked Questions: GeneralRahul MoottolikandyNo ratings yet
- Essential Variables For All ProcessesDocument4 pagesEssential Variables For All ProcessesRahulNo ratings yet
- ASME 9 Guide IntroductionDocument4 pagesASME 9 Guide IntroductionRahulNo ratings yet
- WPQ Form English US1Document2 pagesWPQ Form English US1RahulNo ratings yet
- Rx for a Good Speech IntroductionDocument23 pagesRx for a Good Speech IntroductionRahulNo ratings yet
- Junction-Box-Para Instalaciones EléctricasDocument3 pagesJunction-Box-Para Instalaciones EléctricasOSCAR EDGARDO ARIAS CABEZANo ratings yet
- Group 2 ReanneDocument10 pagesGroup 2 ReanneAlessa LamesNo ratings yet
- Dyplast Product InsulationDocument20 pagesDyplast Product InsulationbargezNo ratings yet
- SKYTEC Datasheet TEAL 0723Document2 pagesSKYTEC Datasheet TEAL 0723mailtoshiyasNo ratings yet
- Jar TestDocument7 pagesJar TestWanShanuzieNo ratings yet
- 1 s2.0 S2215098622001562 MainDocument9 pages1 s2.0 S2215098622001562 MainJUAN DAVID PRADO CORTESNo ratings yet
- Exxon™ Bromobutyl 2222: RubberDocument2 pagesExxon™ Bromobutyl 2222: RubberMaram YasserNo ratings yet
- Metalkraft - Decking and Roofing Brochure - NEWDocument6 pagesMetalkraft - Decking and Roofing Brochure - NEWParthasarathi H RNo ratings yet
- 750-302 Models D, DL and DLDDocument31 pages750-302 Models D, DL and DLDrickNo ratings yet
- SHF 50+ MDocument1 pageSHF 50+ MSiddheshNo ratings yet
- Waste management in Israel - background, policy, projects & opportunitiesDocument15 pagesWaste management in Israel - background, policy, projects & opportunitiesLuan NguyenNo ratings yet
- Us5591802 PDFDocument7 pagesUs5591802 PDFAl Saraaf MohammedNo ratings yet
- Thesis On Soap MakingDocument7 pagesThesis On Soap Makingdwrxjhgr100% (1)
- Is 10500 SpecificationDocument10 pagesIs 10500 SpecificationbrahmishtanNo ratings yet
- Introduction to Magnetic Particle Inspection (MPIDocument60 pagesIntroduction to Magnetic Particle Inspection (MPIMuhammad NozarNo ratings yet
- DR. BABASAHEB AMBEDKAR TECHNOLOGICAL UNIVERSITY MID SEMESTER EXAMDocument2 pagesDR. BABASAHEB AMBEDKAR TECHNOLOGICAL UNIVERSITY MID SEMESTER EXAMdhiraj patilNo ratings yet
- Sheet 1Document2 pagesSheet 1Mohamed SalahNo ratings yet
- (Advances in Metallic Alloys) Georgy I. Eskin, Dmitry G. Eskin - Ultrasonic Treatment of Light Alloy Melts, Second Edition (2014, CRC Press)Document346 pages(Advances in Metallic Alloys) Georgy I. Eskin, Dmitry G. Eskin - Ultrasonic Treatment of Light Alloy Melts, Second Edition (2014, CRC Press)arman_hoseinpurNo ratings yet
- Underwater Concreting With Rescon TDocument12 pagesUnderwater Concreting With Rescon TPrateek JainNo ratings yet
- Design of Lifting Beams PDFDocument10 pagesDesign of Lifting Beams PDFAnonymous x9STa9No ratings yet
- Shell Thermia PresentationDocument46 pagesShell Thermia Presentationvarunpb67% (3)
- Chemkin PDFDocument44 pagesChemkin PDFmohamedIGCMONo ratings yet
- Compare and Contrast Between Recycling and LandfillDocument4 pagesCompare and Contrast Between Recycling and LandfillAnonymous N03F46DNo ratings yet
- Whiting (CalciumCarbonate) MSDSDocument6 pagesWhiting (CalciumCarbonate) MSDSrinda_indaNo ratings yet
- Wilma Ty Nueva SpecificationsDocument10 pagesWilma Ty Nueva SpecificationsJubs DejitoNo ratings yet
- Astm A351 CF8MDocument1 pageAstm A351 CF8MnadeemNo ratings yet
- Polymer Additives and PlasticizersDocument25 pagesPolymer Additives and PlasticizersDeva Raj100% (1)
- 2006, He, Depression of Pyrite in The Flotation of Copper Ores PDFDocument294 pages2006, He, Depression of Pyrite in The Flotation of Copper Ores PDFFelipe ArcosNo ratings yet
- Ce 14444 Lab7Document5 pagesCe 14444 Lab7Owen Francis Arles MaongatNo ratings yet
- (CHEM 108) M1C1 - Introduction To Chemistry-Matter and MeasurementDocument29 pages(CHEM 108) M1C1 - Introduction To Chemistry-Matter and MeasurementVladimir TimbrezaNo ratings yet