You might also like
- KSB Pakistan Contact Details and Pump SpecificationsDocument1 pageKSB Pakistan Contact Details and Pump SpecificationsnashapkNo ratings yet
- NL Fusion PDFDocument36 pagesNL Fusion PDFnashapkNo ratings yet
- Table Style PDFDocument18 pagesTable Style PDFnashapkNo ratings yet
- M 302 REGISTERED No.- L.-7646 Amends fines for traffic violationsDocument6 pagesM 302 REGISTERED No.- L.-7646 Amends fines for traffic violationsnashapkNo ratings yet
- Investigation PDFDocument26 pagesInvestigation PDFsonia87100% (1)
- KSB Pakistan Contact Details and Pump SpecificationsDocument1 pageKSB Pakistan Contact Details and Pump SpecificationsnashapkNo ratings yet
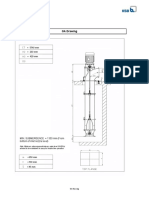
- General Arrangement of Submersible Pump PDFDocument1 pageGeneral Arrangement of Submersible Pump PDFnashapk100% (1)
- Jus Lega Cara Buat PDFDocument7 pagesJus Lega Cara Buat PDFAnonymous xGCiF6oNo ratings yet
- Water Treatment PlantDocument1 pageWater Treatment PlantnashapkNo ratings yet
- 1095Document6 pages1095nashapkNo ratings yet
- DUA Collection - Acceptance to GratitudeDocument12 pagesDUA Collection - Acceptance to GratitudeAnonymous XrHcllNo ratings yet
- Writing The Alphabet PDFDocument2 pagesWriting The Alphabet PDFnashapkNo ratings yet
- 1095Document6 pages1095nashapkNo ratings yet
- M 302 REGISTERED No.- L.-7646 Amends fines for traffic violationsDocument6 pagesM 302 REGISTERED No.- L.-7646 Amends fines for traffic violationsnashapkNo ratings yet
- Brochure Solids Contact ClarifierDocument7 pagesBrochure Solids Contact ClarifiernashapkNo ratings yet
- 308 794 1 PBDocument15 pages308 794 1 PBDimas RizkyNo ratings yet
- Powerpoint As A Powerful Tool: Tips For Effective Design and Increased InteractivityDocument47 pagesPowerpoint As A Powerful Tool: Tips For Effective Design and Increased InteractivityManish TejwaniNo ratings yet
- ROLLER SHUTTER PARTS LISTDocument1 pageROLLER SHUTTER PARTS LISTnashapkNo ratings yet
- 3d Model of SpillwayDocument1 page3d Model of SpillwaynashapkNo ratings yet
- 308 794 1 PBDocument15 pages308 794 1 PBDimas RizkyNo ratings yet
- OTG Devices Support ListDocument7 pagesOTG Devices Support ListaegaNo ratings yet
- Reinforced concrete beam design detailsDocument1 pageReinforced concrete beam design detailsnashapkNo ratings yet
- Safe Catering Hygiene PDFDocument55 pagesSafe Catering Hygiene PDFAik Wei ShiNo ratings yet
- Water 07 04887Document9 pagesWater 07 04887gintangsulungNo ratings yet
- Autocad 2019 Tips and Tricks A4 Landscape en PDFDocument44 pagesAutocad 2019 Tips and Tricks A4 Landscape en PDFAndi Harta100% (1)
- Structural SectionsDocument47 pagesStructural SectionsRob NewtonNo ratings yet
- C37.100.1 ReqDocument26 pagesC37.100.1 ReqsalvaNo ratings yet
- Compact 200 PDFDocument14 pagesCompact 200 PDFnashapkNo ratings yet
- Francis TurbinesDocument20 pagesFrancis TurbinesItaFitria100% (1)
- Dynamic Structural Rigid and Flexible Bus Design in Air Insulated SubstationsDocument8 pagesDynamic Structural Rigid and Flexible Bus Design in Air Insulated SubstationsnashapkNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Basic Research Approaches and Designs - An Overview - Amoud - 2020Document18 pagesBasic Research Approaches and Designs - An Overview - Amoud - 2020Haaji CommandoNo ratings yet
- Sumitomo Catalog1Document17 pagesSumitomo Catalog1metalartbielskoNo ratings yet
- Electrical Plant Load AnalysisDocument36 pagesElectrical Plant Load AnalysisJesus EspinozaNo ratings yet
- D200801 Slope and Offset Adjustment For A Pressure SensorDocument4 pagesD200801 Slope and Offset Adjustment For A Pressure SensorBrian McMorrisNo ratings yet
- Petroleum GeomechanicsDocument35 pagesPetroleum GeomechanicsAnonymous y6UMzakPW100% (1)
- Principles of Differential RelayingDocument115 pagesPrinciples of Differential RelayingelitesankarNo ratings yet
- 4th Form Scheme of WorkDocument6 pages4th Form Scheme of WorkEustace DavorenNo ratings yet
- XCKN2145G11: Limit Switch XCKN - TH - Plastic Roller Lever Var - Length - 1NO+1NC - Snap - Pg11Document2 pagesXCKN2145G11: Limit Switch XCKN - TH - Plastic Roller Lever Var - Length - 1NO+1NC - Snap - Pg11Boby SaputraNo ratings yet
- Components of A BarrageDocument21 pagesComponents of A BarrageEngr.Hamid Ismail CheemaNo ratings yet
- Peabody y Movent ABCDocument11 pagesPeabody y Movent ABCIngrid BarkoNo ratings yet
- 978402applied Math Test Paper - Xi Set 2 - Sem 2Document4 pages978402applied Math Test Paper - Xi Set 2 - Sem 2MehulNo ratings yet
- Standard Normal Distribution Table PDFDocument1 pageStandard Normal Distribution Table PDFWong Yan LiNo ratings yet
- Section 3 - Vibration MeasurementDocument24 pagesSection 3 - Vibration MeasurementAbbas AkbarNo ratings yet
- Eaton 290376 NZMH4 VE800 S1 en - GBDocument10 pagesEaton 290376 NZMH4 VE800 S1 en - GBkarthik01heroNo ratings yet
- Blockaura Token 3.1: Serial No. 2022100500012015 Presented by Fairyproof October 5, 2022Document17 pagesBlockaura Token 3.1: Serial No. 2022100500012015 Presented by Fairyproof October 5, 2022shrihari pravinNo ratings yet
- MICREC1 Complete Lecture Notes - TermDocument168 pagesMICREC1 Complete Lecture Notes - TermdsttuserNo ratings yet
- Math Let Reviewer 44 Analytic GeometryDocument3 pagesMath Let Reviewer 44 Analytic Geometryjohn johnNo ratings yet
- Lab Report Mass Spring System Omar Nizar2Document31 pagesLab Report Mass Spring System Omar Nizar2Omar MustafaNo ratings yet
- ANALYSIS OF FLANGED SECTION (EC2) - Updated 020712Document23 pagesANALYSIS OF FLANGED SECTION (EC2) - Updated 020712stoneNo ratings yet
- Flow MeterDocument9 pagesFlow MeterShin BoNo ratings yet
- BIS 14665 Part 2Document6 pagesBIS 14665 Part 2Sunil ChadhaNo ratings yet
- Research Article: Ballistic Impact Performance of Sic Ceramic-Dyneema Fiber Composite MaterialsDocument10 pagesResearch Article: Ballistic Impact Performance of Sic Ceramic-Dyneema Fiber Composite MaterialsBhasker RamagiriNo ratings yet
- Common MisconceptionsDocument7 pagesCommon MisconceptionsBoazz750No ratings yet
- MOBICON Mobile Controller For GSM/GPRS Telemetry: 6ai 16-28di /12doDocument2 pagesMOBICON Mobile Controller For GSM/GPRS Telemetry: 6ai 16-28di /12doĐặng Trung AnhNo ratings yet
- Staad FoundationDocument25 pagesStaad FoundationAnonymous nwByj9L100% (2)
- Parts of The NailDocument22 pagesParts of The NailMariel Balmes Hernandez100% (1)
- Sambungan Chapter 2.2Document57 pagesSambungan Chapter 2.2iffahNo ratings yet
- Hospital Management System: A Project Report OnDocument24 pagesHospital Management System: A Project Report OnRama GayariNo ratings yet
- DM4Document572 pagesDM4Axel ToelkeNo ratings yet
- Lab 5-Activity DiagramDocument19 pagesLab 5-Activity Diagramsayed omranNo ratings yet