You might also like
- (TDB) DVM S IDU For Middle East (50Hz, R410A, ID) - Ver.3.1 Indoor UnitsDocument449 pages(TDB) DVM S IDU For Middle East (50Hz, R410A, ID) - Ver.3.1 Indoor UnitsGanesh SarcoNo ratings yet
- 2011-Report Prefat Unit Aa LQDocument4 pages2011-Report Prefat Unit Aa LQarief bahtiarNo ratings yet
- Star Wars - Blueprints - Y-Wing Fighter PDFDocument1 pageStar Wars - Blueprints - Y-Wing Fighter PDFgua_bod100% (1)
- Engine gaspath configuration and major assembliesDocument60 pagesEngine gaspath configuration and major assembliesSeongwoon KimNo ratings yet
- PCM 3 Silverado 2009Document2 pagesPCM 3 Silverado 2009Alejandro MerinoNo ratings yet
- Ken R 15920001Document2 pagesKen R 15920001Percy Ccalla sefrNo ratings yet
- (TDB) VRF Idu Duct For La (Drain Pump Integrated, R410a, 50 - 60hz, HP - HR) - Ver.1.1 Slim DuctDocument59 pages(TDB) VRF Idu Duct For La (Drain Pump Integrated, R410a, 50 - 60hz, HP - HR) - Ver.1.1 Slim DuctJaime A. AlvarezNo ratings yet
- D7G2 SN 7MB05536Document2 pagesD7G2 SN 7MB05536nurdinzaiNo ratings yet
- AP Cement Works Captive Power Plant Performance ReportDocument29 pagesAP Cement Works Captive Power Plant Performance ReportSanjeev PmNo ratings yet
- Ficha Tecnica BombaDocument5 pagesFicha Tecnica BombaMILENA CASTRONo ratings yet
- Helliptical Head Design Calculation ASMEVIII-DIV I-141F Rev1Document2 pagesHelliptical Head Design Calculation ASMEVIII-DIV I-141F Rev1Hicham SaadiNo ratings yet
- 22A Manual TransaxleDocument14 pages22A Manual TransaxleRolly CebanesNo ratings yet
- Jutal Reference List: NotesDocument3 pagesJutal Reference List: Notesreign226No ratings yet
- TL 02 1Q - tcm102 9248Document8 pagesTL 02 1Q - tcm102 9248palindapcNo ratings yet
- Inside This Issue: TechtipsDocument8 pagesInside This Issue: TechtipscarmaNo ratings yet
- (TDB) Fan Coil Unit For Europe (Water, 50Hz) - Ver.1.6 - 201020Document62 pages(TDB) Fan Coil Unit For Europe (Water, 50Hz) - Ver.1.6 - 201020LNo ratings yet
- LT Cable Sizing Calculation With TECTON Comments - NTPL-TEC-TA5-E-222-B - R1Document19 pagesLT Cable Sizing Calculation With TECTON Comments - NTPL-TEC-TA5-E-222-B - R1Purushothaman SeenuNo ratings yet
- Radiateur Cat 320c - Sisweb - Servlet - Cat - Cis.sis - PController.CSSISCDocument3 pagesRadiateur Cat 320c - Sisweb - Servlet - Cat - Cis.sis - PController.CSSISCMehdi ChakrouneNo ratings yet
- Boiler Flow Diagram With Drain and Vent HeaderDocument3 pagesBoiler Flow Diagram With Drain and Vent HeaderRAJKUMARNo ratings yet
- PDF Cummins 330 PDF DDDocument3 pagesPDF Cummins 330 PDF DDTuấn TrungNo ratings yet
- LMS100 Cut AwayDocument1 pageLMS100 Cut Awayjcarella_1No ratings yet
- Reno ANS Presentation RS041-00 6 TWG 2 Gas - Southworth PDFDocument25 pagesReno ANS Presentation RS041-00 6 TWG 2 Gas - Southworth PDFgweschuckNo ratings yet
- 4차 Technical Proposal 견적 기준Document40 pages4차 Technical Proposal 견적 기준m khaeronNo ratings yet
- (TDB) VRF IDU Multi-Position AHU For Latin America (R410A, 60Hz, HP) - Ver.1.0 - 20160322Document13 pages(TDB) VRF IDU Multi-Position AHU For Latin America (R410A, 60Hz, HP) - Ver.1.0 - 20160322Jean Carlos SanchezNo ratings yet
- Samsung CHW CassettesDocument64 pagesSamsung CHW CassettesInventor SolidworksNo ratings yet
- Eric Ed259126Document167 pagesEric Ed259126NguyenDinhLyNo ratings yet
- ACS800 Programa de Mantenimiento PDFDocument1 pageACS800 Programa de Mantenimiento PDFedgarlimasNo ratings yet
- Fans Spare ListDocument1 pageFans Spare ListPlanning EnquiryNo ratings yet
- Model: GB-131-5: Belt Drive Centrifugal Roof Exhaust FanDocument3 pagesModel: GB-131-5: Belt Drive Centrifugal Roof Exhaust FanLuis ChicoNo ratings yet
- Form 410-5 7-2013Document15 pagesForm 410-5 7-2013Ali MoazamiNo ratings yet
- Maintenance Central Workshop Result Inspection ElectricalDocument6 pagesMaintenance Central Workshop Result Inspection ElectricalMuhammad ArifinNo ratings yet
- Datasheet N 813 01-2019 WebDocument6 pagesDatasheet N 813 01-2019 WebjyNo ratings yet
- CUPRA Ateca Brochure - 210x297Document8 pagesCUPRA Ateca Brochure - 210x297ivanwu2009No ratings yet
- Turbofan Engine Thermodynamic AnalysisDocument47 pagesTurbofan Engine Thermodynamic AnalysisHamza ShahidNo ratings yet
- Landpower Landpower: 125 - 135 - 145 - 165 TechnoDocument2 pagesLandpower Landpower: 125 - 135 - 145 - 165 TechnoVjekoslav BisNo ratings yet
- Steam Cycle of Super-Critical Power PlantDocument11 pagesSteam Cycle of Super-Critical Power Plantreply2amit1986100% (1)
- Case Study - Boiler ExplosionDocument18 pagesCase Study - Boiler ExplosionSatish ChavanNo ratings yet
- IDB - DOAS Submittal Rev2Document78 pagesIDB - DOAS Submittal Rev2Jamie CheNo ratings yet
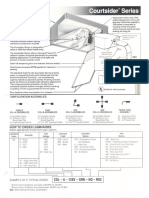
- LSI Courtsider Series Tennis Court Lighting Spec Sheet 1990Document2 pagesLSI Courtsider Series Tennis Court Lighting Spec Sheet 1990Alan MastersNo ratings yet
- Released: Iso View Back SCALE 1:30Document6 pagesReleased: Iso View Back SCALE 1:30Mohammed Saleem Syed KhaderNo ratings yet
- Description Specify MEP Engineering CD EngineersDocument2 pagesDescription Specify MEP Engineering CD EngineersSameera LakmalNo ratings yet
- AM050KXMDCH AzDocument1 pageAM050KXMDCH AzShirley BarreraNo ratings yet
- A 320 Family General UpdateDocument33 pagesA 320 Family General UpdateMarcos BragaNo ratings yet
- 2005 Falcon 2000LX: Serial Number: 51 Registration: N878RRDocument14 pages2005 Falcon 2000LX: Serial Number: 51 Registration: N878RRTesteArquivosNo ratings yet
- Stargas Conversion Kits: (Current Produc On)Document2 pagesStargas Conversion Kits: (Current Produc On)Massimo De LucaNo ratings yet
- Case Study on NTPC, Unchahar Boiler ExplosionDocument20 pagesCase Study on NTPC, Unchahar Boiler ExplosionSatish Chavan100% (1)
- AP000174242Document2 pagesAP000174242Kurt JacobsenNo ratings yet
- Petronas Carigali Sdn. BHD.: Objective Programme (Routine Wireline)Document2 pagesPetronas Carigali Sdn. BHD.: Objective Programme (Routine Wireline)Rick Raynold ClaudiusNo ratings yet
- Article 7 Use of Milestones and Constraints1Document104 pagesArticle 7 Use of Milestones and Constraints1dreamboy87No ratings yet
- ESPCP - Ken Saveth - OilProductionDocument14 pagesESPCP - Ken Saveth - OilProductionJude RodriguesNo ratings yet
- Technical Comparison - EHRW + SHRW.Document2 pagesTechnical Comparison - EHRW + SHRW.Balaji JenarthananNo ratings yet
- 74LS195Document6 pages74LS195api-3708997No ratings yet
- F 616Document4 pagesF 616StherlyngMasterMindNo ratings yet
- TCH120Document4 pagesTCH120Omair FarooqNo ratings yet
- Porsche Manual - The 912 Engine - Introduction PDFDocument7 pagesPorsche Manual - The 912 Engine - Introduction PDFMarcinNo ratings yet
- Content Sample engineFIRXDocument1 pageContent Sample engineFIRXnktradzNo ratings yet
- Refrigeration Processes: A Practical Handbook on the Physical Properties of Refrigerants and their ApplicationsFrom EverandRefrigeration Processes: A Practical Handbook on the Physical Properties of Refrigerants and their ApplicationsRating: 3 out of 5 stars3/5 (2)
- అతీంద్రియ రహస్యాలు - బ్లావట్స్కీDocument162 pagesఅతీంద్రియ రహస్యాలు - బ్లావట్స్కీtpplant100% (2)
- Successful Negotiation Skills Process PDFDocument12 pagesSuccessful Negotiation Skills Process PDFtpplantNo ratings yet
- BAT007 - Fuel Cell V Batteries WP - 0814 PDFDocument18 pagesBAT007 - Fuel Cell V Batteries WP - 0814 PDFLong NguyenNo ratings yet
- GST Data CollectedDocument11 pagesGST Data CollectedtpplantNo ratings yet
- Presentation On GST: (Goods and Services Tax)Document11 pagesPresentation On GST: (Goods and Services Tax)tpplantNo ratings yet
- TQM Awards: Leading International Quality AwardsDocument2 pagesTQM Awards: Leading International Quality AwardstpplantNo ratings yet
- Aviation Phonetic Alphabet GuideDocument2 pagesAviation Phonetic Alphabet GuideJohnnyNo ratings yet
- GST-Concept and StatusDocument52 pagesGST-Concept and StatusPramod NayakNo ratings yet
- SEN301previousexamquestions PDFDocument22 pagesSEN301previousexamquestions PDFM MohanNo ratings yet
- Elements and Types of Contracts in India and UAE TaxationDocument8 pagesElements and Types of Contracts in India and UAE TaxationtpplantNo ratings yet
- Boeing PPT LinksDocument1 pageBoeing PPT LinkstpplantNo ratings yet
- S.No Name Place of Incorporation: EXHIBIT (21) - List of Company SubsidiariesDocument12 pagesS.No Name Place of Incorporation: EXHIBIT (21) - List of Company SubsidiariestpplantNo ratings yet
- HRSG StartupDocument19 pagesHRSG Startuptpplant100% (1)
- Hydrogen Gas Dryer IndiaDocument2 pagesHydrogen Gas Dryer IndiatpplantNo ratings yet
- Top Tools For CalligraphersDocument2 pagesTop Tools For CalligrapherstpplantNo ratings yet
- h2 Purity and LoadDocument4 pagesh2 Purity and LoadtpplantNo ratings yet
- Sop 01-Turbine Cold StartupDocument12 pagesSop 01-Turbine Cold Startuptpplant100% (1)
- Nitrogen Plant Operation Manual With DrawingDocument29 pagesNitrogen Plant Operation Manual With Drawingtpplant100% (3)
- Purification of Drinking Water-MethodsDocument9 pagesPurification of Drinking Water-MethodstpplantNo ratings yet
- Appnotes Differential Expansion TSIDocument6 pagesAppnotes Differential Expansion TSItpplantNo ratings yet
- 2013 02 Working of Gas TurbineDocument3 pages2013 02 Working of Gas TurbinetpplantNo ratings yet
- Wiki Wobbe IndexDocument2 pagesWiki Wobbe IndextpplantNo ratings yet
- PDF 2015 02 05 20150205b 001102006.jpgDocument1 pagePDF 2015 02 05 20150205b 001102006.jpgtpplantNo ratings yet
- Wiki Wobbe IndexDocument2 pagesWiki Wobbe IndextpplantNo ratings yet
- Common Names of ChemicalsDocument6 pagesCommon Names of ChemicalstpplantNo ratings yet
- Thermodynamics of 1911 Pea BDocument3 pagesThermodynamics of 1911 Pea BtpplantNo ratings yet
- Boiler CalculationsDocument16 pagesBoiler CalculationsBilly Moerdani100% (1)
- Methods of Analysis of Coal in India.Document9 pagesMethods of Analysis of Coal in India.jpsniraNo ratings yet
- Process Sizing Criteria: PlantDocument38 pagesProcess Sizing Criteria: Plantwylie01No ratings yet
- Marine engineering exam questionsDocument6 pagesMarine engineering exam questionsIgor MatosNo ratings yet
- 2.5 Insulation & RefractoriesDocument9 pages2.5 Insulation & Refractoriesriyazcomm_257961932No ratings yet
- Icarus Reference Guide PDFDocument966 pagesIcarus Reference Guide PDFPrashantGauravNo ratings yet
- Third Party Inspection For Valve - ProcedureDocument13 pagesThird Party Inspection For Valve - ProcedureAbhay Karande100% (1)
- Soot BlowerDocument2 pagesSoot Blowermhd_bashiriNo ratings yet
- Sample Computation For Superheater Size and QuantityDocument7 pagesSample Computation For Superheater Size and QuantityAu Tagolimot100% (1)
- Controlling CO Boilers: Kurt Kraus and Minwoo Kwon UOP CallidusDocument5 pagesControlling CO Boilers: Kurt Kraus and Minwoo Kwon UOP CallidusAle SanzNo ratings yet
- JPCL Internship Report Farhan Hussain JamaliDocument11 pagesJPCL Internship Report Farhan Hussain JamaliFarhan Hussain100% (1)
- A Mini Project/Internship Report: Bachelor of TechnologyDocument43 pagesA Mini Project/Internship Report: Bachelor of TechnologyjaknmfakjNo ratings yet
- Boilers PDFDocument11 pagesBoilers PDFKevinNo ratings yet
- 09 069 078 MV RL PA Anale2020 Publicat DoiDocument11 pages09 069 078 MV RL PA Anale2020 Publicat DoiharimecNo ratings yet
- Install, operate and maintain forced draught gas burnersDocument64 pagesInstall, operate and maintain forced draught gas burnerssonerNo ratings yet
- Pu Skvga 02aDocument76 pagesPu Skvga 02afaffs100% (2)
- How to secure a Permit to Install and Operate Boilers/Pressure VesselsDocument2 pagesHow to secure a Permit to Install and Operate Boilers/Pressure VesselsBogart D AkitaNo ratings yet
- Boiler Book 2010Document1,419 pagesBoiler Book 2010Izali NizarNo ratings yet
- 2.9 Flue Gas SystemDocument12 pages2.9 Flue Gas SystemDangolNo ratings yet
- Presentation OshaDocument4 pagesPresentation OshasyazaqilahNo ratings yet
- Rankine Cycle Efficiency Improvement TechniquesDocument7 pagesRankine Cycle Efficiency Improvement TechniquesJhomz MartinezNo ratings yet
- MM 45435Document23 pagesMM 45435richesNo ratings yet
- The Marcet BoilerDocument5 pagesThe Marcet BoilerEiman UzmiNo ratings yet
- Check Burner Air To Fuel Ratios PDFDocument2 pagesCheck Burner Air To Fuel Ratios PDFLuz SmithNo ratings yet
- Chapter No - Iii Management Practices in Sugar IndustryDocument48 pagesChapter No - Iii Management Practices in Sugar IndustryVijay SarodeNo ratings yet
- Operation & Maintenance Manual: For Khartoum North Power Station-Phase Iii (2×100Mw) ProjectDocument7 pagesOperation & Maintenance Manual: For Khartoum North Power Station-Phase Iii (2×100Mw) ProjectVivek SakthiNo ratings yet
- Case Study - Venkatesh Krupa SugarDocument3 pagesCase Study - Venkatesh Krupa Sugarvishal aggarwal100% (1)
- Steam Power Reviewer Terms and Problem SolvingDocument9 pagesSteam Power Reviewer Terms and Problem SolvingCherry May Basinang-RamosNo ratings yet
- Rules For Classification and Construction I Ship Technology: 1 Seagoing ShipsDocument108 pagesRules For Classification and Construction I Ship Technology: 1 Seagoing ShipsRichardNo ratings yet
- GEET Details ProcesorDocument63 pagesGEET Details ProcesorMajor67% (3)
- Summer Training Report On NTPCDocument31 pagesSummer Training Report On NTPCRajeev Varanwal100% (1)
- Ram Raj YadavDocument2 pagesRam Raj YadavRam Raj YadavNo ratings yet