You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- ChE 441 Problem Set 8Document5 pagesChE 441 Problem Set 8Ziyad Al Abasie50% (2)
- Form 4 Add Maths Chapter 1Document25 pagesForm 4 Add Maths Chapter 1Azhar GameMaster100% (1)
- MCG3341 Midterm W2016 wSOLS PDFDocument12 pagesMCG3341 Midterm W2016 wSOLS PDFStefanGraczyk100% (1)
- Oscillations PDFDocument12 pagesOscillations PDFRaviKumarNo ratings yet
- 33 ch6Document13 pages33 ch6swccgopalNo ratings yet
- COLUMMNDocument2 pagesCOLUMMNAshok PradhanNo ratings yet
- Strength of Materials: Er. S K MondalDocument3 pagesStrength of Materials: Er. S K MondalAshok PradhanNo ratings yet
- 12 Physics Lyp 2016 Central Outside Delhi Set3Document7 pages12 Physics Lyp 2016 Central Outside Delhi Set3Ashok PradhanNo ratings yet
- State Biot Servat Law and Hence Obtain An Expression For The Magnetic Induction Produced by Infinite Long Current Carrying Conductor at Any Point Near ItDocument5 pagesState Biot Servat Law and Hence Obtain An Expression For The Magnetic Induction Produced by Infinite Long Current Carrying Conductor at Any Point Near ItAshok PradhanNo ratings yet
- M¡ (VH$ (DKMZ (G¡Õmpývh$) : ZmoqDocument37 pagesM¡ (VH$ (DKMZ (G¡Õmpývh$) : ZmoqAshok PradhanNo ratings yet
- Examples On Mathematical Induction: Trigonometry: Sin Sin 1 SinDocument11 pagesExamples On Mathematical Induction: Trigonometry: Sin Sin 1 SinAshok PradhanNo ratings yet
- (Zym© (Av G Kêq O A (Yh$V A H$Document30 pages(Zym© (Av G Kêq O A (Yh$V A H$Ashok PradhanNo ratings yet
- Solution, Success Study CircleDocument4 pagesSolution, Success Study CircleAshok PradhanNo ratings yet
- Curret 2Document2 pagesCurret 2Ashok PradhanNo ratings yet
- Cold Working and AnnealingDocument10 pagesCold Working and AnnealingAshok PradhanNo ratings yet
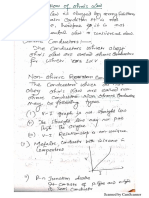
- Comparison Between Edge and Screw DislocationDocument5 pagesComparison Between Edge and Screw DislocationAshok PradhanNo ratings yet
- Cold Working and AnnealingDocument10 pagesCold Working and AnnealingAshok PradhanNo ratings yet
- Cold Working and AnnealingDocument10 pagesCold Working and AnnealingAshok PradhanNo ratings yet
- Comparison Between Edge and Screw DislocationDocument5 pagesComparison Between Edge and Screw DislocationAshok PradhanNo ratings yet
- Cold Working and AnnealingDocument10 pagesCold Working and AnnealingAshok PradhanNo ratings yet
- Manufacturing Process 1 Question BankDocument6 pagesManufacturing Process 1 Question BankAshok PradhanNo ratings yet
- Weekly Test July MMMMMMMMDocument2 pagesWeekly Test July MMMMMMMMAshok PradhanNo ratings yet
- Cold Working and AnnealingDocument10 pagesCold Working and AnnealingAshok PradhanNo ratings yet
- Reproduction in OrganismsDocument10 pagesReproduction in OrganismsAshok PradhanNo ratings yet
- Ess at 12 CN StuDocument11 pagesEss at 12 CN Stujsmith012xNo ratings yet
- Surprize TestDocument3 pagesSurprize TestAshok PradhanNo ratings yet
- L No 01Document38 pagesL No 01Annas Equity AnalystNo ratings yet
- OpticsDocument6 pagesOpticsAshok PradhanNo ratings yet
- Moving Coil GalvanometerDocument5 pagesMoving Coil GalvanometerAshok PradhanNo ratings yet
- Introduction to Materials Science Chapter 7 Dislocations StrengtheningDocument19 pagesIntroduction to Materials Science Chapter 7 Dislocations Strengtheningsenthilkumar100No ratings yet
- Current ElectricityDocument2 pagesCurrent ElectricityAshok PradhanNo ratings yet
- The Bending Stress Flexure Formula: Formula. We First Write An Expression For The Bending Moment Produced by TheDocument2 pagesThe Bending Stress Flexure Formula: Formula. We First Write An Expression For The Bending Moment Produced by TheborahajayNo ratings yet
- Experiment 3.Document6 pagesExperiment 3.tracyymendozaNo ratings yet
- Part II - Lecture 5: Expansion Waves (Prandtl-Meyer Flow)Document8 pagesPart II - Lecture 5: Expansion Waves (Prandtl-Meyer Flow)Watcharakorn Viva la VidaNo ratings yet
- General Physics 1 - 12 - Q1 Module 2 Week 3Document4 pagesGeneral Physics 1 - 12 - Q1 Module 2 Week 3Lawrence Sean MotinNo ratings yet
- Aa - List-Definition-Chemistry-protected PDFDocument10 pagesAa - List-Definition-Chemistry-protected PDFFahad Hameed AhmadNo ratings yet
- 2.fluid StaticsDocument25 pages2.fluid StaticsFajri AdityaNo ratings yet
- Mass Transfer CoefficientsDocument3 pagesMass Transfer CoefficientsjuandiegoCONo ratings yet
- Physics 1Document8 pagesPhysics 1Precious BalgunaNo ratings yet
- Kementerian Pendidikan, Kebudayaan, Riset, Dan Teknologi Universitas Negeri Semarang (Unnes)Document5 pagesKementerian Pendidikan, Kebudayaan, Riset, Dan Teknologi Universitas Negeri Semarang (Unnes)Aflah Agus RizkikaNo ratings yet
- Standard Test Methods For Maximum Index Density and Unit Weight of Soil Using A Vibratory (ASTM D4253)Document5 pagesStandard Test Methods For Maximum Index Density and Unit Weight of Soil Using A Vibratory (ASTM D4253)April Joy PerezNo ratings yet
- Optical Fiber LecturesDocument161 pagesOptical Fiber LecturesZakareya FathallaNo ratings yet
- MANU PPT - PPTX 2Document13 pagesMANU PPT - PPTX 2Karan JoshiNo ratings yet
- NSO Class 11 Sample Paper 2019 20Document3 pagesNSO Class 11 Sample Paper 2019 20AYUSH ANANDNo ratings yet
- Distillation and Absorption TowersDocument38 pagesDistillation and Absorption Towersnimitosh0% (1)
- b2 Symmetry and RelativityDocument70 pagesb2 Symmetry and RelativityAndrew OrrNo ratings yet
- .. Armin Hermann, The Genesis of Quantum Theory (1899-1913)Document12 pages.. Armin Hermann, The Genesis of Quantum Theory (1899-1913)P. R. SREENIVASANNo ratings yet
- Vector Mechanics Engineers: Tenth EditionDocument5 pagesVector Mechanics Engineers: Tenth EditionSofia UmañaNo ratings yet
- Fyp Final Report Template (Guideline)Document14 pagesFyp Final Report Template (Guideline)Arif ZukriNo ratings yet
- What Is A Circuit BreakerDocument18 pagesWhat Is A Circuit Breakersrinu247No ratings yet
- Ionic Bonding and StructureDocument20 pagesIonic Bonding and StructureKaren OrlanskiNo ratings yet
- Eigenvectors-Wolfram Mathematica 9 Documentation PDFDocument6 pagesEigenvectors-Wolfram Mathematica 9 Documentation PDFMahfudz ShodiqNo ratings yet
- Chemistry Code No. 1/2 Set: 3 Time Allowed: 3 Hours Maximum Marks: 100 General InstructionsDocument5 pagesChemistry Code No. 1/2 Set: 3 Time Allowed: 3 Hours Maximum Marks: 100 General InstructionsShalini KumariNo ratings yet
- Tension Test ReportDocument7 pagesTension Test Reportzgts100% (1)
- CM Monthly Test Schedule & SyllabusDocument1 pageCM Monthly Test Schedule & Syllabusprachir1501No ratings yet
- Development of A New Family of Normalized Modulus Reduction and Materials Dumping Curves Darendeli PhD-2008)Document25 pagesDevelopment of A New Family of Normalized Modulus Reduction and Materials Dumping Curves Darendeli PhD-2008)omar45No ratings yet
- Seminar Report On: BeltsDocument14 pagesSeminar Report On: BeltsMayank RawatNo ratings yet
- Energy For ProductivityDocument65 pagesEnergy For ProductivityNurettinAlpNo ratings yet
- Mass and Derived QuantitiesDocument69 pagesMass and Derived QuantitiesBIL20072100% (1)