You might also like
- INSPECTION CERTIFICATE FOR STEEL PIPEDocument1 pageINSPECTION CERTIFICATE FOR STEEL PIPERamin ZiaieNo ratings yet
- Ultrasonic Inspection Report: Item Specification Inspection SubjectDocument6 pagesUltrasonic Inspection Report: Item Specification Inspection Subjectehsan.mNo ratings yet
- Understanding failure modes through fluid contentsDocument36 pagesUnderstanding failure modes through fluid contentsTiago Rodrigues dos SantosNo ratings yet
- Procedure for Radiographic Testing of Welded Steel JointsDocument30 pagesProcedure for Radiographic Testing of Welded Steel JointsG_ARVALIS8470No ratings yet
- Asme Questions and Answers Part IIIDocument6 pagesAsme Questions and Answers Part IIIYan FerizalNo ratings yet
- NDT RT RepairDocument1 pageNDT RT RepairpraveentienNo ratings yet
- MR Zubair - NotesDocument39 pagesMR Zubair - NotesAnjali Singh100% (1)
- As Spec Ri 002 AnswerDocument6 pagesAs Spec Ri 002 AnswerKarthikeyan GanesanNo ratings yet
- Q&A RT I, II and III 10 07 06Document72 pagesQ&A RT I, II and III 10 07 06wefewNo ratings yet
- TECHNOLOGY2 Solve Answer-1Document7 pagesTECHNOLOGY2 Solve Answer-1JlkKumarNo ratings yet
- RT Pipeline Crawler PDFDocument12 pagesRT Pipeline Crawler PDFAnonymous 5qPKvmuTWCNo ratings yet
- CWB 2 Module 22 Questions Flashcards - Quizlet - PDF (CWB 2)Document8 pagesCWB 2 Module 22 Questions Flashcards - Quizlet - PDF (CWB 2)HusnainAhmedNo ratings yet
- WIS5 Paper 1 Rev 3Document4 pagesWIS5 Paper 1 Rev 3ghcalotaNo ratings yet
- Technology 3Document6 pagesTechnology 3ابومحمد الكناني100% (1)
- Scope:: Area of Sample To Be Tested All Surfaces, Weld and Heat Affected Zone, Including Dimensions of HAZDocument2 pagesScope:: Area of Sample To Be Tested All Surfaces, Weld and Heat Affected Zone, Including Dimensions of HAZAnna PariniNo ratings yet
- H L T Level 1Document8 pagesH L T Level 1prabhakaran.SNo ratings yet
- Technology Design - ToFD 2015Document22 pagesTechnology Design - ToFD 2015Ahmed LepdaNo ratings yet
- Inconal625 - SAW Study - Final ReportDocument21 pagesInconal625 - SAW Study - Final ReportshibumbNo ratings yet
- Senior Welding Inspection: Weld Procedures Course Reference WIS 10Document21 pagesSenior Welding Inspection: Weld Procedures Course Reference WIS 10Harkynollar HarkyntehyeNo ratings yet
- Api 577 Q&a PDFDocument3 pagesApi 577 Q&a PDFElankumaran PeriakaruppanNo ratings yet
- FCAW Electrode Classification and PerformanceDocument6 pagesFCAW Electrode Classification and PerformanceChoky Nandho AlghifariezNo ratings yet
- TOFD Sample ProcedureDocument18 pagesTOFD Sample ProcedureAnna raviNo ratings yet
- Welding Sample QuestionsDocument4 pagesWelding Sample Questionsenels770% (2)
- CSWIP 3.1 Training Questions For Pipe Butt Weld 3Document5 pagesCSWIP 3.1 Training Questions For Pipe Butt Weld 3ahmad fikrieNo ratings yet
- Api 571 CorrosionDocument5 pagesApi 571 CorrosionArun GuptaNo ratings yet
- ASME Sec VIII d1 Ma App 8Document2 pagesASME Sec VIII d1 Ma App 8fuihiufhNo ratings yet
- Astm A105Document1 pageAstm A105Isaac SamuelNo ratings yet
- Phased Array Ut PDFDocument32 pagesPhased Array Ut PDFgueridiNo ratings yet
- 6082 T6 Aluminum Plate SuppliersDocument9 pages6082 T6 Aluminum Plate Supplierssanghvi overseas incNo ratings yet
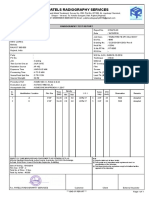
- Patels Radiography Services RT ReportDocument1 pagePatels Radiography Services RT ReportRavi patelNo ratings yet
- X-Ray: Radiographic Film SystemsDocument56 pagesX-Ray: Radiographic Film Systemswilliam cordero valverdeNo ratings yet
- 11.asme CA 360 Nbic Part3Document50 pages11.asme CA 360 Nbic Part3udomNo ratings yet
- Insulation inspection report summaryDocument1 pageInsulation inspection report summaryKarthikNo ratings yet
- 234 D7091 344Document7 pages234 D7091 344Ivan AlanizNo ratings yet
- Guidance To Understanding Implications of IRMERDocument52 pagesGuidance To Understanding Implications of IRMERrochimNo ratings yet
- Welding - Joint - Symbols ISO 2553Document32 pagesWelding - Joint - Symbols ISO 2553Silvio ZappinoNo ratings yet
- UgCalculator V1.1Document1 pageUgCalculator V1.1Ahmad DanielNo ratings yet
- Rad Multi ChoiceDocument2 pagesRad Multi Choicesabba_420No ratings yet
- Cordon Off - 4 (00000003)Document1 pageCordon Off - 4 (00000003)Anonymous PlyxbQ3tNo ratings yet
- Radiographic Interpretation - General Theory: Multi - Choice Question Paper (MSR-RI-1)Document8 pagesRadiographic Interpretation - General Theory: Multi - Choice Question Paper (MSR-RI-1)Anbarasan PerumalNo ratings yet
- Radiographic Terminology BSEN 1330-3 PDFDocument45 pagesRadiographic Terminology BSEN 1330-3 PDFThe Normal HeartNo ratings yet
- DPI (Dye Penetrant Inspection) : Main PurposedDocument9 pagesDPI (Dye Penetrant Inspection) : Main PurposedAgung Prastyo WibowoNo ratings yet
- Ultrasonic Testing Level III Principles, Equipment, Techniques, InterpretationsDocument4 pagesUltrasonic Testing Level III Principles, Equipment, Techniques, InterpretationsTrung Tinh HoNo ratings yet
- Set 1Document5 pagesSet 1mangalraj900No ratings yet
- ASME B31.3 Pipe Design Case StudyDocument2 pagesASME B31.3 Pipe Design Case StudyMichael AlbuquerqueNo ratings yet
- VT Acceptance Criteria WeldsDocument14 pagesVT Acceptance Criteria WeldsCharwin Xiao100% (1)
- NTDC PreprationDocument16 pagesNTDC PreprationHamza AsifNo ratings yet
- Candidate's Name: - Nationality/Location: - Interview Date: - Interviewer(s)Document4 pagesCandidate's Name: - Nationality/Location: - Interview Date: - Interviewer(s)Ahmed Hassan100% (1)
- Mechanical Engineering Questions on Welding Standards and ProcessesDocument5 pagesMechanical Engineering Questions on Welding Standards and ProcessesEhab Harb100% (1)
- C Closed B Losed B Ook Ook P Practice Que Ractice Questio Stio Ns NsDocument10 pagesC Closed B Losed B Ook Ook P Practice Que Ractice Questio Stio Ns NsElankumaran Periakaruppan100% (1)
- Multiple Choice 6 Welding ConsumablesDocument8 pagesMultiple Choice 6 Welding ConsumablesChandra Mohan0% (1)
- Body of Knowledge: Certified Welding EngineerDocument4 pagesBody of Knowledge: Certified Welding EngineerMalcolm DiamondNo ratings yet
- Standard For AWS Certification of Welding InspectorsDocument24 pagesStandard For AWS Certification of Welding InspectorsFrancisco Eduardo SouzaNo ratings yet
- G S Earth WireDocument10 pagesG S Earth WiresaratNo ratings yet
- RI Appendix 1 Part 5c Radiographic Inspector 1st Edition April 2018Document12 pagesRI Appendix 1 Part 5c Radiographic Inspector 1st Edition April 2018Watsharawee LimpiputtipongNo ratings yet
- 22 LNT Ni1 (ER80S-Ni1) 2.4mm 3.1 MTCDocument1 page22 LNT Ni1 (ER80S-Ni1) 2.4mm 3.1 MTCnwoforNo ratings yet
- EGW Welding Wire Guide for 490MPa SteelDocument2 pagesEGW Welding Wire Guide for 490MPa SteelpratishgnairNo ratings yet
- RT Standards NotesDocument4 pagesRT Standards NotesprabhuNo ratings yet
- ShajuDocument49 pagesShajuArunprasad MurugesanNo ratings yet
- AlokJain JindalDocument76 pagesAlokJain JindalArunprasad Murugesan100% (1)
- Manual Purebond Welding Tool 1575Document26 pagesManual Purebond Welding Tool 1575Arunprasad MurugesanNo ratings yet
- Introduction to GRP Pipes and Fittings from Johnston Pipes LtdDocument12 pagesIntroduction to GRP Pipes and Fittings from Johnston Pipes LtdArunprasad MurugesanNo ratings yet
- SR - No - 4 - DI PIPE - Technical Datasheet - C - ClassDocument7 pagesSR - No - 4 - DI PIPE - Technical Datasheet - C - ClassArunprasad MurugesanNo ratings yet
- Jindal Podder CoSS2015Document38 pagesJindal Podder CoSS2015Arunprasad MurugesanNo ratings yet
- Kamachi CoSS2015 BasicsSSDocument34 pagesKamachi CoSS2015 BasicsSSArunprasad MurugesanNo ratings yet
- Standard Dimension Ratio (SDR) : HDPE Pressure Pipes According To EN 12201, EN 13244 and DIN 8074/75Document1 pageStandard Dimension Ratio (SDR) : HDPE Pressure Pipes According To EN 12201, EN 13244 and DIN 8074/75Arunprasad MurugesanNo ratings yet
- 2012 PVC Catalog GF PDFDocument331 pages2012 PVC Catalog GF PDFArunprasad MurugesanNo ratings yet
- AFIL Eng Capability - RevisedDocument5 pagesAFIL Eng Capability - RevisedArunprasad MurugesanNo ratings yet
- Introduction to GRP Pipes and Fittings from Johnston Pipes LtdDocument12 pagesIntroduction to GRP Pipes and Fittings from Johnston Pipes LtdArunprasad MurugesanNo ratings yet
- Stainless Steel Seamless and Welded Tubular Products Technical PresentationDocument27 pagesStainless Steel Seamless and Welded Tubular Products Technical PresentationArunprasad MurugesanNo ratings yet
- Sample Specifications GuidelinesDocument10 pagesSample Specifications GuidelinesArunprasad MurugesanNo ratings yet
- Witzenmann Flexibles Gases Clinicos Juntas de DilataciónDocument194 pagesWitzenmann Flexibles Gases Clinicos Juntas de DilatacióncrisNo ratings yet
- C-27-2008 Thrust Block DesignDocument26 pagesC-27-2008 Thrust Block Designeagle411No ratings yet
- (INT) Utility Systems - Product Range International 2016Document160 pages(INT) Utility Systems - Product Range International 2016Arunprasad MurugesanNo ratings yet
- s4 2 sch40 80 - CPVCDocument30 pagess4 2 sch40 80 - CPVCSopon SrirattanapiboonNo ratings yet
- Expansion Joint CatalogDocument142 pagesExpansion Joint CatalogNicole Smith100% (1)
- Surge Suppression of Pumping and Distribution Systems CrowleyDocument55 pagesSurge Suppression of Pumping and Distribution Systems CrowleyRahulNo ratings yet
- Activated Sludge ManualDocument105 pagesActivated Sludge ManualEusoof100% (1)
- ShajuDocument49 pagesShajuArunprasad MurugesanNo ratings yet
- Standard Dimension Ratio (SDR) : HDPE Pressure Pipes According To EN 12201, EN 13244 and DIN 8074/75Document1 pageStandard Dimension Ratio (SDR) : HDPE Pressure Pipes According To EN 12201, EN 13244 and DIN 8074/75Arunprasad MurugesanNo ratings yet
- D e S I G N: Design.1Document43 pagesD e S I G N: Design.1Георги Савов100% (1)
- Casting Material CF3 & CF8Document3 pagesCasting Material CF3 & CF8Arunprasad MurugesanNo ratings yet
- Sewage-Aeration-System-DataBook Vibration From HeadlossDocument36 pagesSewage-Aeration-System-DataBook Vibration From HeadlossMohammad Homeidan100% (1)
- Triple-Offset Butterfly Valves - Products - L&T Valves PDFDocument5 pagesTriple-Offset Butterfly Valves - Products - L&T Valves PDFArunprasad MurugesanNo ratings yet
- Raja CorrFailureDocument72 pagesRaja CorrFailureArunprasad MurugesanNo ratings yet
- Bala-Thermal Sprayed CoatingsDocument81 pagesBala-Thermal Sprayed CoatingsArunprasad MurugesanNo ratings yet
- Triple Offset Butterfly ValvesDocument4 pagesTriple Offset Butterfly ValvesArunprasad MurugesanNo ratings yet
- Rockwool Proces ManualDocument199 pagesRockwool Proces ManualArunprasad Murugesan100% (1)
- Civil Engr - IshaqDocument3 pagesCivil Engr - IshaqKhalil KhattakNo ratings yet
- Expansion, Conctraction and Construction Joint On Concrete For Civil Works PDFDocument10 pagesExpansion, Conctraction and Construction Joint On Concrete For Civil Works PDFSushil DhunganaNo ratings yet
- Ufgs 21 13 13.00 20Document24 pagesUfgs 21 13 13.00 20Ashraf Adel Nashed ZakiNo ratings yet
- Technical Submittal Nest - NewDocument265 pagesTechnical Submittal Nest - Newsenthilonline15No ratings yet
- Cad Project Specification Check List: Appendix BDocument15 pagesCad Project Specification Check List: Appendix BDenan SaherNo ratings yet
- AWI - Section1300 Architactural Flush DoorsDocument48 pagesAWI - Section1300 Architactural Flush DoorsJose Antonio FigueroaNo ratings yet
- Saudi Aramco Oil Company: SECTION 03251 Construction, Expansion and Contraction JointsDocument6 pagesSaudi Aramco Oil Company: SECTION 03251 Construction, Expansion and Contraction Jointssaneela bibiNo ratings yet
- Fire-Specifications For Fire Free Coatings-Manu Spec FF88Document6 pagesFire-Specifications For Fire Free Coatings-Manu Spec FF88smartman35No ratings yet
- The Federal Democratic Republic of EthiopiaDocument24 pagesThe Federal Democratic Republic of EthiopiaAyni GirmaNo ratings yet
- X Specifications - Site & Buildings 02-20-09Document498 pagesX Specifications - Site & Buildings 02-20-09Alexious Demide100% (1)
- Lift Station Specs and DrawingsDocument37 pagesLift Station Specs and DrawingsMostafa Alaahoba100% (1)
- FL - Aluminum Widows - Arcadia IncDocument25 pagesFL - Aluminum Widows - Arcadia IncDeepakDeepuNo ratings yet
- Technical Specification for Power TransformerDocument122 pagesTechnical Specification for Power TransformerkrcdewanewNo ratings yet
- Determining and Evaluating Causes of Water Leakage of Low-Sloped RoofsDocument8 pagesDetermining and Evaluating Causes of Water Leakage of Low-Sloped RoofsDanZel Dan100% (2)
- 4.1.8.5 - 200917 - 7.0 Clubhouse Foodservice Specifications - BOH 100 PDFDocument176 pages4.1.8.5 - 200917 - 7.0 Clubhouse Foodservice Specifications - BOH 100 PDFSantosgrupo latinoamericaNo ratings yet
- Assignment No 6 - PUPOU MSCM Project ManagementDocument6 pagesAssignment No 6 - PUPOU MSCM Project ManagementLeandro Dar JuanNo ratings yet
- Permeation GroutingDocument6 pagesPermeation GroutingharishNo ratings yet
- FurnitureDocument4 pagesFurnitureLloyd R. PonceNo ratings yet
- PWA IAN 031 Rev A1 - Expansion Joints For Highway StructuresDocument35 pagesPWA IAN 031 Rev A1 - Expansion Joints For Highway StructuresFCeaSoriano100% (1)
- Section 03350-Concrete FinishingDocument3 pagesSection 03350-Concrete FinishingMØhãmmed ØwięsNo ratings yet
- 315000Document4 pages315000Raul AtencioNo ratings yet
- Construction Quality Assurance Workplan PDFDocument84 pagesConstruction Quality Assurance Workplan PDFFadi AlabdullahNo ratings yet
- Section 033000 Cast-In-Place Concrete PDFDocument42 pagesSection 033000 Cast-In-Place Concrete PDFTargetRockNo ratings yet
- Method Statement For Hvac Equipments InstallationDocument15 pagesMethod Statement For Hvac Equipments InstallationzahidNo ratings yet
- Davis ColorsDocument10 pagesDavis ColorsRafael SoaresNo ratings yet
- PRDT MasterSpec 074213 23 3A Composites ALUCOBOND U1 4 24 20Document12 pagesPRDT MasterSpec 074213 23 3A Composites ALUCOBOND U1 4 24 20Mikel Lasa MuñagorriNo ratings yet
- 13 Procedure For QADocument8 pages13 Procedure For QASasi Kss100% (1)
- 0783f83a-a395-4d5f-a25d-6548c52ac9a0Document14 pages0783f83a-a395-4d5f-a25d-6548c52ac9a0Tiago SilvaNo ratings yet
- Bsc071 - Glamz - Civil - Submittal LogDocument16 pagesBsc071 - Glamz - Civil - Submittal Logقاسم ابرار محمدNo ratings yet
- Construction-Operations Building Information Exchange (COBie)Document15 pagesConstruction-Operations Building Information Exchange (COBie)Suresh KumarNo ratings yet