You might also like
- Trabajo Práctico ProduccDocument14 pagesTrabajo Práctico ProduccRicardo Camacho BarbaNo ratings yet
- Práctica 2 FluidosDocument12 pagesPráctica 2 FluidosLucía MéndezNo ratings yet
- Evaluacion YacimientosDocument24 pagesEvaluacion YacimientosdanielNo ratings yet
- Conceptos de Well PerformanceDocument5 pagesConceptos de Well PerformanceAnonymous sm1Fwewjr3No ratings yet
- Evaluacion de YacimientosDocument31 pagesEvaluacion de YacimientosBrandon ParadaNo ratings yet
- Sedimentación Operaciones Unitarias LaboDocument18 pagesSedimentación Operaciones Unitarias LaboAna Olivares ContrerasNo ratings yet
- Fenomenos 9 y 11Document17 pagesFenomenos 9 y 11Maycol FernandoNo ratings yet
- Técnicas de SedimentaciónDocument29 pagesTécnicas de SedimentaciónJulian SoloNo ratings yet
- 4.curvas de PermeabilidadDocument70 pages4.curvas de PermeabilidadFrancisco Laguardia0% (1)
- Determinación experimental de la velocidad de sedimentaciónDocument3 pagesDeterminación experimental de la velocidad de sedimentaciónrujordanNo ratings yet
- La Roca Del ReservorioDocument39 pagesLa Roca Del ReservorioAraceli Arlet MillerNo ratings yet
- SedimentaciónDocument7 pagesSedimentaciónJuanito BiurquezNo ratings yet
- Tema 5 Estimación de La Distribución de Permeabilidades y CapacidadDocument25 pagesTema 5 Estimación de La Distribución de Permeabilidades y CapacidadErlin A. Mariscal C.No ratings yet
- SEMANA 04 - BMyE - Balance Metalúrgico en Procesos de Flotación de 4 Productos, 3 Concentrados y 1 Relave.Document25 pagesSEMANA 04 - BMyE - Balance Metalúrgico en Procesos de Flotación de 4 Productos, 3 Concentrados y 1 Relave.Alcajer Miguel Alarcon EspinozaNo ratings yet
- Laboratorio de ConsolidacionDocument21 pagesLaboratorio de Consolidacioncristhian97_15No ratings yet
- A Deconvolution Technique For Well TestDocument7 pagesA Deconvolution Technique For Well TestGEDLERGNo ratings yet
- Simulación Numérica Del Flujo Bifásico Agua-Petróleo en Un Medio PorosoDocument11 pagesSimulación Numérica Del Flujo Bifásico Agua-Petróleo en Un Medio PorosoNatalia GomezNo ratings yet
- Determinacion de Curvas de Permeabilidad Relativa en LaboratorioDocument3 pagesDeterminacion de Curvas de Permeabilidad Relativa en LaboratorioStalin ZynNo ratings yet
- Práctica 7 - SedimentaciónDocument5 pagesPráctica 7 - SedimentaciónNiels Lehiser Jara CachiqueNo ratings yet
- IntroduccionDocument22 pagesIntroduccionElBro 2102No ratings yet
- Diseño de Un DesarenadorDocument18 pagesDiseño de Un DesarenadoryormanNo ratings yet
- Ley de DarcyDocument7 pagesLey de DarcyRodrigo CaballeroNo ratings yet
- Ley de Darcy y comportamiento de afluenciaDocument27 pagesLey de Darcy y comportamiento de afluenciaCristhian BolañosNo ratings yet
- 1.6. La Ecuacion Fundamental de La Hidrologia U 0246Document37 pages1.6. La Ecuacion Fundamental de La Hidrologia U 0246Edgar LanzNo ratings yet
- 2 Analisis de Pozos FluyentesDocument25 pages2 Analisis de Pozos FluyentesAlejandro SalasNo ratings yet
- Prueba IsocronalDocument12 pagesPrueba IsocronalEmilianNo ratings yet
- SedimentacionDocument48 pagesSedimentacionGuillermo Saldaña TorresNo ratings yet
- SedimentacionDocument43 pagesSedimentacionmeryNo ratings yet
- Bryan Taipe Trabajo Petrofisica IIDocument9 pagesBryan Taipe Trabajo Petrofisica IIBryan OvandoNo ratings yet
- Determinación del volumen de petróleo original in situ por el método volumétricoDocument26 pagesDeterminación del volumen de petróleo original in situ por el método volumétricoLuis Miguel TarquiNo ratings yet
- Sedimentación discontinua BaSO4: velocidad vs concentración y ángulo de inclinaciónDocument7 pagesSedimentación discontinua BaSO4: velocidad vs concentración y ángulo de inclinaciónJulissa Nuñez SocoNo ratings yet
- Determinación de La Porosidad Por El Método de SaturaciónDocument21 pagesDeterminación de La Porosidad Por El Método de SaturaciónCarlos Alfredo VargasNo ratings yet
- Comportamiento de Afluencia de Formaciones Productoras: Capítulo IiDocument19 pagesComportamiento de Afluencia de Formaciones Productoras: Capítulo IiAriel Mamani CondorcetNo ratings yet
- UNIUDAD 3 Conceptos Petrofisicos y Del Comportamiento de FasesDocument14 pagesUNIUDAD 3 Conceptos Petrofisicos y Del Comportamiento de FasesRafain Torres Carvajal Alejandro100% (1)
- Ex PosicionDocument22 pagesEx PosicionJhonathan Espada IglesiasNo ratings yet
- INTRODUCCIÓNDocument18 pagesINTRODUCCIÓNKarina MesaNo ratings yet
- Formula de Manning-CowanDocument37 pagesFormula de Manning-Cowanpuka100% (1)
- Informe Sedimentacion FinalDocument6 pagesInforme Sedimentacion FinalMoyses Alphonsus Altum Mare LiconensisNo ratings yet
- Guia - Practica SedimentacionDocument6 pagesGuia - Practica SedimentacionDeisy Luz Basilio RamosNo ratings yet
- Tarea 5 PGP-221Document3 pagesTarea 5 PGP-221Javier BautistaNo ratings yet
- Metodos para Determinar El Coeficiente KDocument7 pagesMetodos para Determinar El Coeficiente Kvaleria luna quevedoNo ratings yet
- Diseño de un sedimentador para ingeniería químicaDocument11 pagesDiseño de un sedimentador para ingeniería químicaJim Torriente BarriosNo ratings yet
- 1 - Hidráulica Del Flujo en Lámina LibreDocument25 pages1 - Hidráulica Del Flujo en Lámina LibreMayumita AlvarezNo ratings yet
- Ingenier+¡a Ambiental TRATAMIENTOS PRIMARIOSDocument79 pagesIngenier+¡a Ambiental TRATAMIENTOS PRIMARIOSNico RubiniNo ratings yet
- Determinación de saturaciones de fluidos por método de retortaDocument23 pagesDeterminación de saturaciones de fluidos por método de retortaJoel CahuasNo ratings yet
- Cohesión en Función Del Número de GolpesDocument15 pagesCohesión en Función Del Número de GolpesOscar Torrico VillarroelNo ratings yet
- Comportamiento del suelo y consolidaciónDocument26 pagesComportamiento del suelo y consolidaciónAndres Felipe Cordoba HincapieNo ratings yet
- Laboratorio N 8Document46 pagesLaboratorio N 8Juan Paredes Campos100% (1)
- CompresibilidadDocument13 pagesCompresibilidadJaziiel PiinedaNo ratings yet
- Permeabilidad e InfiltraciónDocument46 pagesPermeabilidad e InfiltraciónMiguel Angel Vilca RojasNo ratings yet
- Flujos porosos y permeabilidad en la ingeniería petroleraDocument40 pagesFlujos porosos y permeabilidad en la ingeniería petroleraFernando Torres GNo ratings yet
- SedimentacionDocument16 pagesSedimentacionLaura Cristina Diaz CasellesNo ratings yet
- Granzon y Formulas de GastosDocument6 pagesGranzon y Formulas de GastosJoelNo ratings yet
- Tema 6 Fluido en Medio Poroso PDFDocument41 pagesTema 6 Fluido en Medio Poroso PDFReina arancibia llanosNo ratings yet
- Pruebas de Entrega de Pozos de GasDocument10 pagesPruebas de Entrega de Pozos de Gasjose luis pachecoNo ratings yet
- Visualización de FlujoDocument6 pagesVisualización de FlujoCarlos DíazNo ratings yet
- Conceptos Petrofísicos y Del Comportamiento de FasesDocument14 pagesConceptos Petrofísicos y Del Comportamiento de FasesJandy Alvarez100% (1)
- Sediment Ac I OnDocument30 pagesSediment Ac I OnfebananaNo ratings yet
- Operaciones Con Sólidos Práctica 8 - Sedimentacion PDFDocument6 pagesOperaciones Con Sólidos Práctica 8 - Sedimentacion PDFMANUELA GIRALDO PUERTANo ratings yet
- 4 AnalisiscualitativodeanionesDocument3 pages4 AnalisiscualitativodeanioneslinurxerNo ratings yet
- S2-Funcion Quimica Oxido-HidroxidoDocument22 pagesS2-Funcion Quimica Oxido-Hidroxidoizars21No ratings yet
- 2BCT-05-Vectores en El Espacio-Ejercicios Resueltos PDFDocument9 pages2BCT-05-Vectores en El Espacio-Ejercicios Resueltos PDFvictorNo ratings yet
- Bienes manufacturados y actividades cotidianas de la Cultura CaralDocument8 pagesBienes manufacturados y actividades cotidianas de la Cultura Caralizars21No ratings yet
- 2BCT-05-Vectores en El Espacio-Ejercicios Resueltos PDFDocument9 pages2BCT-05-Vectores en El Espacio-Ejercicios Resueltos PDFvictorNo ratings yet
- Panorama Mineria PeruDocument198 pagesPanorama Mineria PeruAbel NightroadNo ratings yet
- Tipos de MineralesDocument41 pagesTipos de Mineralesizars21No ratings yet
- S2-Funcion Quimica Oxido-HidroxidoDocument22 pagesS2-Funcion Quimica Oxido-Hidroxidoizars21No ratings yet
- Sintaxis: La Oración y Su EstructuraDocument9 pagesSintaxis: La Oración y Su EstructuraYsael ToctoNo ratings yet
- S6-Modelado Sólidos 1-B PDFDocument2 pagesS6-Modelado Sólidos 1-B PDFizars21No ratings yet
- E MaldonadoDocument18 pagesE Maldonadozuheib63No ratings yet
- Rodillo CSDocument162 pagesRodillo CSizars21100% (1)
- Fmi 2Document235 pagesFmi 2Josh EmgNo ratings yet
- Autocad Dibujos SolidosDocument2 pagesAutocad Dibujos Solidosizars21No ratings yet
- Hábitos y Propiedades de Los MineralesDocument17 pagesHábitos y Propiedades de Los Mineralesizars21No ratings yet
- Problemas Selectos de Fisica UniversitariaDocument114 pagesProblemas Selectos de Fisica UniversitariaThomas Villarreal88% (65)
- GRAMMARDocument5 pagesGRAMMARJuana Santes RiveraNo ratings yet
- Contaminacion Del AguaDocument1 pageContaminacion Del Aguaizars21No ratings yet
- T FM Claudio Rubio Rodriguez Prote GDocument104 pagesT FM Claudio Rubio Rodriguez Prote GMARCELONo ratings yet
- 05 Flotacion PDFDocument68 pages05 Flotacion PDFizars21No ratings yet
- 08 Lixiviacion Por Agitacion PDFDocument24 pages08 Lixiviacion Por Agitacion PDFizars21No ratings yet
- GRAMMARDocument5 pagesGRAMMARJuana Santes RiveraNo ratings yet
- 01 Introduccion PDFDocument49 pages01 Introduccion PDFSamir BarreroNo ratings yet
- 03 Chancado PDFDocument124 pages03 Chancado PDFizars21No ratings yet
- Verb To Be 1st Graders Question FormsDocument1 pageVerb To Be 1st Graders Question FormsLisura LisuraNo ratings yet
- Have Something DoneDocument2 pagesHave Something Doneestherale2014No ratings yet
- 03 Chancado PDFDocument124 pages03 Chancado PDFizars21No ratings yet
- 02 MuestreoDocument51 pages02 MuestreoRobert Godofredo Santiago LucasNo ratings yet
- Poner Orden Oraciones PDFDocument1 pagePoner Orden Oraciones PDFizars21No ratings yet
- 3.propiedades Fisicas Del Lodo de PerforaciónDocument33 pages3.propiedades Fisicas Del Lodo de PerforaciónNatalia Trujillo100% (2)
- Pesco SupersuckerDocument2 pagesPesco Supersuckerventas.juguetes9100% (1)
- Procedimiento para La Operación de La Bomba CentrífugaDocument12 pagesProcedimiento para La Operación de La Bomba CentrífugaCARLOS SINALUISANo ratings yet
- Etapas y Equipos Del Proceso Del AzucarDocument15 pagesEtapas y Equipos Del Proceso Del AzucarPatricio TamayoNo ratings yet
- Lechos PorososDocument3 pagesLechos PorososAlva Bazán PieroNo ratings yet
- EBG Quimica Basica de Las Aguas de Yacimientos Petroleros PDFDocument129 pagesEBG Quimica Basica de Las Aguas de Yacimientos Petroleros PDFEduardo BenalcazarNo ratings yet
- Informe InteraguaDocument11 pagesInforme InteraguaLissette Castillo0% (1)
- FLOCULACIÓNDocument44 pagesFLOCULACIÓNDaniela Guerra AlvarezNo ratings yet
- Instrucciones Mascarillas - Dräger X-Plore 1720 V Ffp2Document4 pagesInstrucciones Mascarillas - Dräger X-Plore 1720 V Ffp2migueloscNo ratings yet
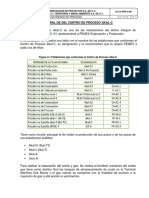
- Descripción Del Centro de Proceso Akal CDocument20 pagesDescripción Del Centro de Proceso Akal CCorwyn Tunez100% (1)
- Manual Del Operador de Excavadora HidraulicaDocument42 pagesManual Del Operador de Excavadora HidraulicaHayber JimenezNo ratings yet
- Cribado 111019215836 Phpapp01Document11 pagesCribado 111019215836 Phpapp01Jetzy BVNo ratings yet
- Conversión A Gran Escala de Un Electrofiltro A Filtro de Mangas en ...Document14 pagesConversión A Gran Escala de Un Electrofiltro A Filtro de Mangas en ...Rajaes1958No ratings yet
- Practica #2 Metodos de Separacion de MezclasDocument21 pagesPractica #2 Metodos de Separacion de Mezclasclaudia ramirezNo ratings yet
- Descripcion y Operacion Sistema Lubricacion de GeneradorDocument11 pagesDescripcion y Operacion Sistema Lubricacion de GeneradorMirlaNo ratings yet
- Fabricar GaseosasDocument5 pagesFabricar GaseosaslkattygNo ratings yet
- UNIDAD DE FILTRACIÓN Urs TANGENCIALDocument5 pagesUNIDAD DE FILTRACIÓN Urs TANGENCIALDayis ChikisNo ratings yet
- PROPIEDADES de LA MATERIA Laboratorio de Quimica GisethDocument5 pagesPROPIEDADES de LA MATERIA Laboratorio de Quimica GisethLIZBETH CAROLINA JACOME CONTRERASNo ratings yet
- 1694.k.iom.001 0Document53 pages1694.k.iom.001 0Giancarlo MenachoNo ratings yet
- Trabajo de Grado OriginalDocument59 pagesTrabajo de Grado OriginalmesiasNo ratings yet
- IAII - 28 Operaciones Unitarias en La Industria Local - CerveceriaDocument77 pagesIAII - 28 Operaciones Unitarias en La Industria Local - CerveceriaJulio TiradoNo ratings yet
- Practica 5Document4 pagesPractica 5leonmacula de la cruzNo ratings yet
- Quimica InformeDocument17 pagesQuimica InformeJose Luis100% (1)
- SedimentacionDocument11 pagesSedimentacionDiana GonzalesNo ratings yet
- Antecedentes - CristalizaciónDocument6 pagesAntecedentes - CristalizaciónSara LunaNo ratings yet
- Taller Unidad 4Document2 pagesTaller Unidad 4Camila ZapataNo ratings yet
- Une en 143Document3 pagesUne en 143prozisNo ratings yet
- Extraccion Del Colorante Del AchioteDocument9 pagesExtraccion Del Colorante Del AchioteChristian Andrew Aguilar Mamani70% (10)
- Comercializacion de Minerales y Metales11111111111111111111Document101 pagesComercializacion de Minerales y Metales11111111111111111111JdiegoMinchez100% (1)
- Diseñamos soluciones de filtrado de aguaDocument6 pagesDiseñamos soluciones de filtrado de aguaAmir EspejoNo ratings yet