
You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Fractional Flow Analysis of WaterfloodDocument11 pagesFractional Flow Analysis of WaterfloodBagus PrihardianNo ratings yet
- How To Build Solar FarmDocument30 pagesHow To Build Solar Farmfibref100% (3)
- Samsung Refrigerator and Whaser Repair 2011Document416 pagesSamsung Refrigerator and Whaser Repair 2011nibble1974No ratings yet
- Applied HydrogeologyDocument10 pagesApplied HydrogeologyJuliana Quinderé Carneiro0% (1)
- Quiz Oil & Gas EngineeringDocument110 pagesQuiz Oil & Gas EngineeringLisa Malone100% (1)
- Loading LPG CalculationsDocument12 pagesLoading LPG CalculationsJohn Green67% (3)
- Numerical Analysis of Effect of Coolant On The Transient Temperature in Underwater Friction Stir Welding of Al6061-T6Document101 pagesNumerical Analysis of Effect of Coolant On The Transient Temperature in Underwater Friction Stir Welding of Al6061-T6Kaushik SenguptaNo ratings yet
- The Effect of Pin Profiles On The Microstructure and Mechanical Properties of Underwater Friction Stir Welded AA2519-T87 Aluminium AlloyDocument6 pagesThe Effect of Pin Profiles On The Microstructure and Mechanical Properties of Underwater Friction Stir Welded AA2519-T87 Aluminium AlloyKaushik SenguptaNo ratings yet
- Review On Different Trends in FSWDocument27 pagesReview On Different Trends in FSWKaushik SenguptaNo ratings yet
- Book FrictionStir WeldingDocument239 pagesBook FrictionStir WeldingKaushik SenguptaNo ratings yet
- Underwater Friction Stir Welding: An OverviewDocument6 pagesUnderwater Friction Stir Welding: An OverviewKaushik SenguptaNo ratings yet
- Overview of Underwater Friction Stir WeldingDocument9 pagesOverview of Underwater Friction Stir WeldingKaushik SenguptaNo ratings yet
- On The Immersed Friction Stir Welding of Aa6061-T6 A Metallurgic and Mechanical Comparison To Friction Stir WeldingDocument5 pagesOn The Immersed Friction Stir Welding of Aa6061-T6 A Metallurgic and Mechanical Comparison To Friction Stir WeldingKaushik SenguptaNo ratings yet
- Optimization of Process Parameters of Friction Stir Welding For Dissimilar Aluminium Alloys AA5083-0 and 6061 - T6Document5 pagesOptimization of Process Parameters of Friction Stir Welding For Dissimilar Aluminium Alloys AA5083-0 and 6061 - T6Kaushik SenguptaNo ratings yet
- Review On Underwater Friction Stir Welding A Variant of Friction Stir Welding With Great Potential of Improving Joint PropertiesDocument4 pagesReview On Underwater Friction Stir Welding A Variant of Friction Stir Welding With Great Potential of Improving Joint PropertiesKaushik SenguptaNo ratings yet
- Underwater Friction Stir Welding of Ultrafine Grained 2017 Aluminum Alloy PDFDocument5 pagesUnderwater Friction Stir Welding of Ultrafine Grained 2017 Aluminum Alloy PDFKaushik SenguptaNo ratings yet
- Some Investigations On Thermal Analysis of Aluminium Alloys in Underwater Friction Stir WeldingDocument5 pagesSome Investigations On Thermal Analysis of Aluminium Alloys in Underwater Friction Stir WeldingKaushik SenguptaNo ratings yet
- Study of Mechanical Properties of Aluminium Alloys On Normal Friction Stir Welding and Underwater Friction Stir Welding For Structural ApplicationsDocument5 pagesStudy of Mechanical Properties of Aluminium Alloys On Normal Friction Stir Welding and Underwater Friction Stir Welding For Structural ApplicationsKaushik SenguptaNo ratings yet
- Optimization of Process Parameters of Friction Stir WeldedDocument8 pagesOptimization of Process Parameters of Friction Stir WeldedKaushik SenguptaNo ratings yet
- Modelling and Optimization of Submerged Friction Stir Welding Parameters For AA6061-T6 Alloy Using RSMDocument12 pagesModelling and Optimization of Submerged Friction Stir Welding Parameters For AA6061-T6 Alloy Using RSMKaushik SenguptaNo ratings yet
- Optimizations of Welding Strength of Joining by FSW of Aluminum Alloy A6068 Using Response Surface Methodology - IIDocument3 pagesOptimizations of Welding Strength of Joining by FSW of Aluminum Alloy A6068 Using Response Surface Methodology - IIKaushik SenguptaNo ratings yet
- Microstructure, Mechanical Properties and Corrosion of Friction Stir Welded 6061 Aluminum Alloy PDFDocument25 pagesMicrostructure, Mechanical Properties and Corrosion of Friction Stir Welded 6061 Aluminum Alloy PDFKaushik SenguptaNo ratings yet
- Influence of Tool Geometry and Processing Parameters On Welding Defects and Mechanical Properties For Friction Stir Welding of 6061 Aluminium AlloyDocument10 pagesInfluence of Tool Geometry and Processing Parameters On Welding Defects and Mechanical Properties For Friction Stir Welding of 6061 Aluminium AlloyKaushik SenguptaNo ratings yet
- Microstructure and Mechanical Characterization of Friction Stir Welded High Strength Low Alloy SteelsDocument8 pagesMicrostructure and Mechanical Characterization of Friction Stir Welded High Strength Low Alloy SteelsKaushik SenguptaNo ratings yet
- Feasibility of Underwater Friction Stir Welding of Hardenable Alloy SteelDocument56 pagesFeasibility of Underwater Friction Stir Welding of Hardenable Alloy SteelKaushik SenguptaNo ratings yet
- Modeling and Optimization of Submerged Friction Stir Welding of AA 2219-T6 AlloyDocument8 pagesModeling and Optimization of Submerged Friction Stir Welding of AA 2219-T6 AlloyKaushik SenguptaNo ratings yet
- Investigation of Submerged Friction Stir Welding of Marine-Grade Aluminum AlloyDocument75 pagesInvestigation of Submerged Friction Stir Welding of Marine-Grade Aluminum AlloyKaushik SenguptaNo ratings yet
- Friction Stir Welding of 6mm Thick Carbon Steel Underwater and in AirDocument13 pagesFriction Stir Welding of 6mm Thick Carbon Steel Underwater and in AirKaushik SenguptaNo ratings yet
- Friction Stir Welding of 5052 PHD Thesis by Iit DelhiDocument39 pagesFriction Stir Welding of 5052 PHD Thesis by Iit DelhiKaushik SenguptaNo ratings yet
- Microstructure, Mechanical Properties and Corrosion of Friction Stir Welded 6061 Aluminum AlloyDocument4 pagesMicrostructure, Mechanical Properties and Corrosion of Friction Stir Welded 6061 Aluminum AlloyKaushik SenguptaNo ratings yet
- Experimental and Numerical Investigation On Under-Water Friction Stir Welding of Armour Grade AA2519-T87 Aluminium AlloyDocument10 pagesExperimental and Numerical Investigation On Under-Water Friction Stir Welding of Armour Grade AA2519-T87 Aluminium AlloyKaushik SenguptaNo ratings yet
- Feasibility of Underwater Friction Stir Welding of HY-80 SteelDocument53 pagesFeasibility of Underwater Friction Stir Welding of HY-80 SteelKaushik SenguptaNo ratings yet
- Underwater Friction Stir Welding: An OverviewDocument6 pagesUnderwater Friction Stir Welding: An OverviewKaushik SenguptaNo ratings yet
- Fabrication and Characterization of Friction Stir Welding Using Al 3105Document13 pagesFabrication and Characterization of Friction Stir Welding Using Al 3105Kaushik SenguptaNo ratings yet
- An Experimental Insight On The Selection of The Tool Tilt Angle For Friction Stir Welding of 7075 T651 Aluminum AlloysDocument11 pagesAn Experimental Insight On The Selection of The Tool Tilt Angle For Friction Stir Welding of 7075 T651 Aluminum AlloysKaushik SenguptaNo ratings yet
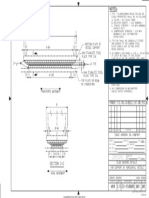
- DD 950008 001Document1 pageDD 950008 001Abu Anas M.SalaheldinNo ratings yet
- Xperia™Z: Environmental Declaration ForDocument4 pagesXperia™Z: Environmental Declaration ForandreskalikasansaraNo ratings yet
- Formation of Delta Ferrite in 9 WT.% CR Steel Investigated by In-Situ X-Ray Diffraction Using Synchrotron RadiationDocument9 pagesFormation of Delta Ferrite in 9 WT.% CR Steel Investigated by In-Situ X-Ray Diffraction Using Synchrotron Radiationsmallik3No ratings yet
- Growing shrimp and tilapia together in indoor aquacultureDocument13 pagesGrowing shrimp and tilapia together in indoor aquaculturetushar patelNo ratings yet
- Determination of Vinyl Chloride Monomer in Food Contact Materials by Solid Phase Microextraction Coupled With Gas Chromatography/Mass SpectrometryDocument6 pagesDetermination of Vinyl Chloride Monomer in Food Contact Materials by Solid Phase Microextraction Coupled With Gas Chromatography/Mass SpectrometryPhuongthuy127No ratings yet
- User Manual of Laser Engraving Machine PDFDocument36 pagesUser Manual of Laser Engraving Machine PDFRobby SubhansyahNo ratings yet
- Leaflet Berol Surfboost Ad15 Oct 2013Document2 pagesLeaflet Berol Surfboost Ad15 Oct 2013Vilas DhakappaNo ratings yet
- 9A03301 Materials Science and EngineeringDocument4 pages9A03301 Materials Science and EngineeringsivabharathamurthyNo ratings yet
- Book Print Gunastar Final - 1528261270Document103 pagesBook Print Gunastar Final - 1528261270santoshNo ratings yet
- Synthesis of Flavone from 2-HydroxyacetophenoneDocument11 pagesSynthesis of Flavone from 2-Hydroxyacetophenonearefeena100% (2)
- Haldia Petrochemicals LTD LLDPEDocument6 pagesHaldia Petrochemicals LTD LLDPEsenthilkumar santhanamNo ratings yet
- Exp - 5 Inclined PlaneDocument2 pagesExp - 5 Inclined PlaneMohamed Fardin KhanNo ratings yet
- Algebra:: N N N N N N 1B 2B ZoneDocument6 pagesAlgebra:: N N N N N N 1B 2B Zonevenedick sapongayNo ratings yet
- Boscoseal Torch OnDocument3 pagesBoscoseal Torch OnjbonvierNo ratings yet
- Intrinsic and Extrinsic N Type P TypeDocument4 pagesIntrinsic and Extrinsic N Type P TypeDinesh VelNo ratings yet
- 38CKC 8PDDocument36 pages38CKC 8PDjean_carlos_abreu_rNo ratings yet
- Chapter 1Document27 pagesChapter 1Junaid KhaliqNo ratings yet
- LM Product BrochureDocument20 pagesLM Product BrochurekashishNo ratings yet
- Lowara LSN Low Res LDocument12 pagesLowara LSN Low Res LDodi SuhendraNo ratings yet
- TOPIC 7 (7.1) and CalorimeterDocument5 pagesTOPIC 7 (7.1) and CalorimetersumathiNo ratings yet
- Laboratory Report on Emulsion ExperimentDocument14 pagesLaboratory Report on Emulsion Experimenteizat abasNo ratings yet
- Chapter 2 Fluid StaticsDocument13 pagesChapter 2 Fluid StaticsguhanNo ratings yet
- Industrial & Engineering Chemistry Research Volume 43 Issue 15 2004 [Doi 10.1021_ie049846s] Honkela, Maija L.; Ouni, Tuomas; Krause, A. Outi I. -- Thermodynamics and Kinetics of the Dehydration of Tert -Butyl AlcoholDocument6 pagesIndustrial & Engineering Chemistry Research Volume 43 Issue 15 2004 [Doi 10.1021_ie049846s] Honkela, Maija L.; Ouni, Tuomas; Krause, A. Outi I. -- Thermodynamics and Kinetics of the Dehydration of Tert -Butyl AlcoholJoshita KusumadewiNo ratings yet
- A Facile Strategy To Simultaneously Improve The Mechanical and Fire SafetyDocument43 pagesA Facile Strategy To Simultaneously Improve The Mechanical and Fire SafetyTia Nico Rossi RossiNo ratings yet
































































































![Industrial & Engineering Chemistry Research Volume 43 Issue 15 2004 [Doi 10.1021_ie049846s] Honkela, Maija L.; Ouni, Tuomas; Krause, A. Outi I. -- Thermodynamics and Kinetics of the Dehydration of Tert -Butyl Alcohol](https://imgv2-2-f.scribdassets.com/img/document/249581212/149x198/5265f135b4/1418085576?v=1)
