You might also like
- School Improvement Planning Basics Root Cause AnalysisDocument31 pagesSchool Improvement Planning Basics Root Cause AnalysisBernadette PalamianoNo ratings yet
- Construction Industry KPI Report FINAL PDFDocument78 pagesConstruction Industry KPI Report FINAL PDFAbdulrahmanNo ratings yet
- The Mindsets and Practices of Excellent CEOs VFDocument11 pagesThe Mindsets and Practices of Excellent CEOs VFVikramNo ratings yet
- 4 Strategies For Linking Talent To ValueDocument7 pages4 Strategies For Linking Talent To ValueAbdulrahmanNo ratings yet
- Managing The Three Stages in The Organization Change ProcessDocument3 pagesManaging The Three Stages in The Organization Change ProcessAbdulrahmanNo ratings yet
- Enhancement in Welding Performance of 2% Maximum Weld Repair PolicyDocument6 pagesEnhancement in Welding Performance of 2% Maximum Weld Repair PolicyAbdulrahmanNo ratings yet
- A Personal Approach To Organizational Time ManagementDocument6 pagesA Personal Approach To Organizational Time ManagementJOLufinNo ratings yet
- 8 Ways To Build A Future-Proof Organization PDFDocument7 pages8 Ways To Build A Future-Proof Organization PDFAbdulrahmanNo ratings yet
- Project Management For Construction - Labor, Material and Equipment UtilizationDocument29 pagesProject Management For Construction - Labor, Material and Equipment UtilizationAbarnaaNo ratings yet
- Welding MetricsDocument63 pagesWelding MetricsgenergiaNo ratings yet
- A Framework For Managing Change in OrganizationsDocument13 pagesA Framework For Managing Change in OrganizationsAbdulrahmanNo ratings yet
- Construction Industry KPI Report FINAL PDFDocument78 pagesConstruction Industry KPI Report FINAL PDFAbdulrahmanNo ratings yet
- Welding Engineer Performance Appraisal: Job Performance Evaluation FormDocument18 pagesWelding Engineer Performance Appraisal: Job Performance Evaluation FormAbdulrahmanNo ratings yet
- A Bias Against InvestmentDocument5 pagesA Bias Against InvestmentAbhishek Prakash SinghNo ratings yet
- Accelerating Profitability For Medium - Size Industrial Companie PDFDocument9 pagesAccelerating Profitability For Medium - Size Industrial Companie PDFAbdulrahmanNo ratings yet
- 4 Ways To Improve Your Strategic Thinking SkillsDocument6 pages4 Ways To Improve Your Strategic Thinking SkillsAbdulrahmanNo ratings yet
- Construction Performance Control in Steel Structures Projects 2169 0316 1000201Document11 pagesConstruction Performance Control in Steel Structures Projects 2169 0316 1000201JamalNo ratings yet
- 6 Elements To Create A High-Performing CultureDocument6 pages6 Elements To Create A High-Performing CultureAbdulrahmanNo ratings yet
- 3 Common Hiring Mistakes New Managers Should AvoidDocument6 pages3 Common Hiring Mistakes New Managers Should AvoidAbdulrahmanNo ratings yet
- Automation, Scheduling Software Drive Metal Fabricator's GrowthDocument8 pagesAutomation, Scheduling Software Drive Metal Fabricator's GrowthAbdulrahmanNo ratings yet
- Beginning The Lean Manufacturing JourneyDocument7 pagesBeginning The Lean Manufacturing JourneyAbdulrahmanNo ratings yet
- Cash in On Lean ManufacturingDocument3 pagesCash in On Lean ManufacturingAbdulrahmanNo ratings yet
- Achieving Quality Global Manufacturing NetworksDocument11 pagesAchieving Quality Global Manufacturing NetworksAbdulrahmanNo ratings yet
- Continuous Improvement For Roll Forming - Part I PDFDocument5 pagesContinuous Improvement For Roll Forming - Part I PDFAbdulrahmanNo ratings yet
- Anticipate Lean Manufacturing's Toughest ChallengesDocument4 pagesAnticipate Lean Manufacturing's Toughest ChallengesAbdulrahmanNo ratings yet
- Adapting Takt Time To The Job ShopDocument7 pagesAdapting Takt Time To The Job ShopAbdulrahmanNo ratings yet
- Anticipate Lean Manufacturing's Toughest ChallengesDocument4 pagesAnticipate Lean Manufacturing's Toughest ChallengesAbdulrahmanNo ratings yet
- Balancing Effectiveness With EfficiencyDocument8 pagesBalancing Effectiveness With EfficiencyAbdulrahmanNo ratings yet
- Accuracy of Steel FabricationDocument12 pagesAccuracy of Steel FabricationAbdulrahmanNo ratings yet
- A Lean Transformation's Impact On Accounting and FinanceDocument3 pagesA Lean Transformation's Impact On Accounting and FinanceAbdulrahmanNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
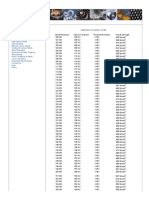
- Hardness Conversion ChartDocument13 pagesHardness Conversion ChartCristian Alejandro Huerta HernandezNo ratings yet
- NitridingDocument3 pagesNitridingk27571No ratings yet
- Multivac Flyer 2016Document2 pagesMultivac Flyer 2016egy masNo ratings yet
- Comec Depliant RV516Document4 pagesComec Depliant RV516Yeam_90No ratings yet
- Welding, Soldering and BrazingDocument11 pagesWelding, Soldering and BrazingAyush 100niNo ratings yet
- Worldwide Fastener Standard: Cäiii"" Ärä #Ä I Inä Päi N.i'uDocument21 pagesWorldwide Fastener Standard: Cäiii"" Ärä #Ä I Inä Päi N.i'uRicardo VitorianoNo ratings yet
- Government Polytechnic Muzaffarpur: SUBJECT CODE - 1625507Document14 pagesGovernment Polytechnic Muzaffarpur: SUBJECT CODE - 1625507VK D100% (1)
- Defects in Overlay1Document2 pagesDefects in Overlay1MurugananthamParamasivamNo ratings yet
- 8 Centrifugal & Die Casting-2Document53 pages8 Centrifugal & Die Casting-2Monsieur PoopNo ratings yet
- SHS WeldingDocument42 pagesSHS Weldingrusf123No ratings yet
- RTP Certificate HoldersDocument2 pagesRTP Certificate HoldersvajirashishNo ratings yet
- Filler Metal ClassificationsDocument16 pagesFiller Metal ClassificationsAamer MohammedNo ratings yet
- 17-4 Fi Us enDocument10 pages17-4 Fi Us ennaeem akramNo ratings yet
- A Primer On Hydrogen Bake OutDocument5 pagesA Primer On Hydrogen Bake OutMuhammad Ghufran KhanNo ratings yet
- Hombro TraseroDocument16 pagesHombro TraseroHenry ANo ratings yet
- Surface CoatingDocument11 pagesSurface Coatingdu.maximeNo ratings yet
- Fan Eff Calculation'Document119 pagesFan Eff Calculation'Durga Prasad100% (1)
- Material Handling System in Cement IndustryDocument9 pagesMaterial Handling System in Cement IndustryBivekAdhikari100% (9)
- Technical Specification Part 110230577 Tooth - 20-CB-F2 - FlaredDocument1 pageTechnical Specification Part 110230577 Tooth - 20-CB-F2 - FlaredJESUS LLERA ONTOYANo ratings yet
- Handbook of Residual Stress and DeformationDocument478 pagesHandbook of Residual Stress and DeformationSneha KriNo ratings yet
- BlisterDocument7 pagesBlisterbharatsharmamechNo ratings yet
- HT 002Document1 pageHT 002Sam RajaNo ratings yet
- Casting Procedures and Defects GuideDocument91 pagesCasting Procedures and Defects GuideJitender Reddy0% (1)
- Water-Based Polyurethane DispersionsDocument6 pagesWater-Based Polyurethane DispersionsDan RoskeNo ratings yet
- DSH 700 900 Leaflet en W3810Document4 pagesDSH 700 900 Leaflet en W3810Srđan MilićevićNo ratings yet
- Template PenawaranDocument21 pagesTemplate PenawaranchrisNo ratings yet
- Described As 1.7225 42crmo4 in en 10083 - 1: 2006 Previously 709M40 in PD 970: 2001Document2 pagesDescribed As 1.7225 42crmo4 in en 10083 - 1: 2006 Previously 709M40 in PD 970: 2001Trịnh Quốc TuyếnNo ratings yet
- 01-M101 Iss 4 (ASME V - Electromagnetic, (Colour Contrast) )Document3 pages01-M101 Iss 4 (ASME V - Electromagnetic, (Colour Contrast) )DeepakNo ratings yet
- FITTING SHOP AssignmentDocument24 pagesFITTING SHOP AssignmentAli Raza100% (2)
- Potential Measurement of Jackets / Platform Legs: 5.cathodic ProtectionDocument35 pagesPotential Measurement of Jackets / Platform Legs: 5.cathodic ProtectionyouplaiNo ratings yet