You might also like
- WPS-2 InchDocument2 pagesWPS-2 InchKarthikeyan MpNo ratings yet
- Weld Matrix Format 1Document7 pagesWeld Matrix Format 1Arslan WaheedNo ratings yet
- Welding BisplateDocument12 pagesWelding BisplateLim Senglin100% (1)
- Procedure for Flame Straightening Structural SteelDocument3 pagesProcedure for Flame Straightening Structural SteelAvishek Gupta100% (1)
- PRES TIG Hot Wire Narrow Gap Welding enDocument25 pagesPRES TIG Hot Wire Narrow Gap Welding enRavishankarNo ratings yet
- PQR Asme Template EDITABLEDocument6 pagesPQR Asme Template EDITABLErcpretoriusNo ratings yet
- GMAWDocument12 pagesGMAWsushant47No ratings yet
- API Welding Procedure Specification PDFDocument3 pagesAPI Welding Procedure Specification PDFBob LeeNo ratings yet
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Document2 pagesASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- 652-100-FINAL (ITP) Rev1Document4 pages652-100-FINAL (ITP) Rev1Anonymous AdofXEYAgENo ratings yet
- 8615 Nozzle Orientation Report 01Document4 pages8615 Nozzle Orientation Report 01Bsc Aditya Singh Dinkar100% (1)
- WELDING CONSUMABLE CHARTDocument2 pagesWELDING CONSUMABLE CHARTAfetNo ratings yet
- STT Pipe Welding Reduces Spatter & SmokeDocument3 pagesSTT Pipe Welding Reduces Spatter & SmokeahmedNo ratings yet
- Weld GaugesDocument15 pagesWeld Gaugesraobabar21100% (1)
- Visual Inspection Report FormDocument8 pagesVisual Inspection Report FormfriyantoNo ratings yet
- Reports - QAQC - R0Document10 pagesReports - QAQC - R0talupurumNo ratings yet
- Dye Penetrant Inspection - Wikipedia, The Free EncyclopediaDocument5 pagesDye Penetrant Inspection - Wikipedia, The Free Encyclopediaviswamanoj100% (1)
- Commonly Used Welding CodesDocument21 pagesCommonly Used Welding CodesgregkilatonNo ratings yet
- WPS NMB 001Document6 pagesWPS NMB 001mohamed nasserNo ratings yet
- Welding Procedure For BOXNR Wagon (WPS)Document8 pagesWelding Procedure For BOXNR Wagon (WPS)Shekher Nikhil100% (1)
- Approved Weld Procedure SpecificationsDocument38 pagesApproved Weld Procedure SpecificationsJohan0001No ratings yet
- Welding Inspection Consumables PDFDocument28 pagesWelding Inspection Consumables PDFJoseph PeterNo ratings yet
- Surface Preparation & Painting ProcedureDocument9 pagesSurface Preparation & Painting ProcedureRam ThevarNo ratings yet
- Auditing Oof Welding Under ASME Section IXDocument21 pagesAuditing Oof Welding Under ASME Section IXsabahiraqNo ratings yet
- DistortionDocument62 pagesDistortionSharad AtraheNo ratings yet
- Lesson 14 WelderQuals - New2Document80 pagesLesson 14 WelderQuals - New2Mohd Syafiq100% (1)
- API Welding ProcedureDocument2 pagesAPI Welding ProcedureSamarakoon BandaNo ratings yet
- A2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5Document5 pagesA2V2D5 - Condition 17 - Field Joining Program - Appendix B3 - Welding Procedure Specifications - BPP-11-WP5ochableNo ratings yet
- Welding Report For Tank 1Document1 pageWelding Report For Tank 1Rifki HasyaNo ratings yet
- Al-Suwaidi Industrial Welding ReportDocument85 pagesAl-Suwaidi Industrial Welding ReportwalitedisonNo ratings yet
- Material Certificate Plate 16mmDocument1 pageMaterial Certificate Plate 16mmAdeoyeNo ratings yet
- By RPS Welding ConsultantsDocument41 pagesBy RPS Welding ConsultantsvairavnNo ratings yet
- WPS API1104 A516 GR 70Document1 pageWPS API1104 A516 GR 70Erick HoganNo ratings yet
- Standard Specification For Hot Dip GalvanizingDocument4 pagesStandard Specification For Hot Dip GalvanizingNuzul Furqony100% (1)
- Project quality control form QCF307Document1 pageProject quality control form QCF307minhnnNo ratings yet
- Attachment 22 - (SECL-PIP026) Welding Consumable Issue SlipDocument5 pagesAttachment 22 - (SECL-PIP026) Welding Consumable Issue SlipRjeb mohamedNo ratings yet
- How To Perform Tack Welding SuccessfullyDocument2 pagesHow To Perform Tack Welding SuccessfullyLucaRoldoNo ratings yet
- ITP Inspection and Test Plan for Aqaba Screening Project Steel FabricationDocument3 pagesITP Inspection and Test Plan for Aqaba Screening Project Steel FabricationKhaled GamalNo ratings yet
- AWS List of Welding CodesDocument16 pagesAWS List of Welding CodesLee Chong EeNo ratings yet
- CIGWELDDocument244 pagesCIGWELDrodastrid5653100% (1)
- Document No.: RevDocument2 pagesDocument No.: RevInaamNo ratings yet
- Minimizing Weld Defects in SAWDocument3 pagesMinimizing Weld Defects in SAWNalla Gane100% (1)
- FCAW Procedure PDFDocument110 pagesFCAW Procedure PDFsolserengsaNo ratings yet
- AES-W-016 welding filler metalsDocument2 pagesAES-W-016 welding filler metalsmalika_00No ratings yet
- Essential weld gauges for inspectorsDocument15 pagesEssential weld gauges for inspectorssojeckNo ratings yet
- Electrode Handling Procedure - Simple - SMAWDocument7 pagesElectrode Handling Procedure - Simple - SMAWGalih Suksmono Adi0% (1)
- Welding Qualification: by Hema SantoshDocument45 pagesWelding Qualification: by Hema Santoshravi00098No ratings yet
- INS P 035, Circularity Check - Cyl.sectionsDocument10 pagesINS P 035, Circularity Check - Cyl.sectionsDeepakNo ratings yet
- ASME 9 Calculator Approval RangesDocument2 pagesASME 9 Calculator Approval RangesEmel Besir100% (1)
- Welder CertificateDocument6 pagesWelder CertificateA. ΒρατσισταNo ratings yet
- Steel Properties Material Grade Comparison ChartDocument1 pageSteel Properties Material Grade Comparison Chartgk80823No ratings yet
- Fabrication Division QMDDocument11 pagesFabrication Division QMDRakesh RanjanNo ratings yet
- OCS Engineering & Construction Visual Inspection ReportDocument1 pageOCS Engineering & Construction Visual Inspection ReportvinothNo ratings yet
- Technics Offshore Engineering Pte LTD: Material & Weld Traceability RecordDocument17 pagesTechnics Offshore Engineering Pte LTD: Material & Weld Traceability RecordHanuman RaoNo ratings yet
- Wagp 1 Par 9a M Sas 99 0004 Lube and Seal Oil 150 Ansi A2Document4 pagesWagp 1 Par 9a M Sas 99 0004 Lube and Seal Oil 150 Ansi A2tope odumboniNo ratings yet
- West African Gas Pipeline SpecificationDocument4 pagesWest African Gas Pipeline Specificationtope odumboniNo ratings yet
- WAGP-1-PAR-9A-M-SAS-99-0008 Hot Oil Regen Gas 300 ANSI B2Document4 pagesWAGP-1-PAR-9A-M-SAS-99-0008 Hot Oil Regen Gas 300 ANSI B2tope odumboniNo ratings yet
- Wagp-1-Par-9a-M-sas-99-0005 Pot Water Firewater Instair Plantair 150 Ansi A3Document5 pagesWagp-1-Par-9a-M-sas-99-0005 Pot Water Firewater Instair Plantair 150 Ansi A3tope odumboniNo ratings yet
- WAGP-1-PAR-9A-M-SAS-99-0011 Hydrocarbons 1500 ANSI E1Document4 pagesWAGP-1-PAR-9A-M-SAS-99-0011 Hydrocarbons 1500 ANSI E1tope odumboniNo ratings yet
- Wagp 1 Par 9a M Sas 99 0007 Hydrocarbs 300 Ansi b1Document4 pagesWagp 1 Par 9a M Sas 99 0007 Hydrocarbs 300 Ansi b1tope odumboniNo ratings yet
- Tubesheet LayoutDocument1 pageTubesheet Layoutabdulgafoor54No ratings yet
- Exam Attend-Sheet Bgas March 09 Rev 1Document1 pageExam Attend-Sheet Bgas March 09 Rev 1abdulgafoor54No ratings yet
- Bevel PreparationDocument2 pagesBevel Preparationabdulgafoor54No ratings yet
- SNT-TC-IA and ANSI CP-189 RefresherDocument19 pagesSNT-TC-IA and ANSI CP-189 RefreshermohamedNo ratings yet
- Bevel Pre (PDocument1 pageBevel Pre (Pabdulgafoor54No ratings yet
- Flat Bed Reactor Loading& UnloadingDocument12 pagesFlat Bed Reactor Loading& Unloadingabdulgafoor54No ratings yet
- Gerard B. Hawkins Managing DirectorDocument37 pagesGerard B. Hawkins Managing Directorabdulgafoor54No ratings yet
- Quality QuoteDocument1 pageQuality Quoteabdulgafoor54No ratings yet
- Piping Q.C Ag& UgDocument12 pagesPiping Q.C Ag& UgGokulPrasad88% (8)
- Industrial Cadre For Operation and Maintenance: 15-Jan-18 25-Feb-18Document2 pagesIndustrial Cadre For Operation and Maintenance: 15-Jan-18 25-Feb-18abdulgafoor54No ratings yet
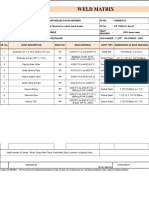
- Weld Matrix - PAGE 1&2Document4 pagesWeld Matrix - PAGE 1&2abdulgafoor54No ratings yet
- Weld Matrix - PAGE 1&2Document20 pagesWeld Matrix - PAGE 1&2abdulgafoor54No ratings yet
- Straight Tees Inches / Pounds: Schedule 160Document1 pageStraight Tees Inches / Pounds: Schedule 160abdulgafoor54No ratings yet
- Quality Management System (Qms Iso 9001:2008) Department Log of FilesDocument2 pagesQuality Management System (Qms Iso 9001:2008) Department Log of Filesabdulgafoor54No ratings yet
- Painting Inspection Report Final CoatDocument3 pagesPainting Inspection Report Final Coatabdulgafoor54100% (1)
- Datasheet Penguard TopcoatDocument5 pagesDatasheet Penguard Topcoatabdulgafoor54No ratings yet
- PendingDocument1 pagePendingabdulgafoor54No ratings yet
- Job Safety Analysis Identifying Hazards Checklist: SN Hazards YES NO N/A 1 2 3 4 5 6 7Document3 pagesJob Safety Analysis Identifying Hazards Checklist: SN Hazards YES NO N/A 1 2 3 4 5 6 7abdulgafoor54No ratings yet
- Purchase Request Form: Position: Delevery Instruction (Place) : Purpose: SN. Item Description With SpecificationDocument6 pagesPurchase Request Form: Position: Delevery Instruction (Place) : Purpose: SN. Item Description With Specificationabdulgafoor54No ratings yet
- Industrial Cadre For Operation and Maintenance: Date: 1/3/2018Document1 pageIndustrial Cadre For Operation and Maintenance: Date: 1/3/2018abdulgafoor54No ratings yet
- FP-Projects Status SheetDocument1 pageFP-Projects Status Sheetabdulgafoor54No ratings yet
- Ik MFC T CJ DJ CM 2174 PDFDocument1 pageIk MFC T CJ DJ CM 2174 PDFabdulgafoor54No ratings yet
- Astm A335 PDFDocument2 pagesAstm A335 PDFTeoTyJayNo ratings yet
- Chemanol-PRJ-17096: 18-Dec-17 25-Dec-17Document762 pagesChemanol-PRJ-17096: 18-Dec-17 25-Dec-17abdulgafoor54No ratings yet
- Astm A335 PDFDocument2 pagesAstm A335 PDFTeoTyJayNo ratings yet
- RTDocument4 pagesRTabdulgafoor54No ratings yet
- ListDocument1 pageListabdulgafoor54No ratings yet
- Industrial Cadre For Operation and MaintenanceDocument1 pageIndustrial Cadre For Operation and Maintenanceabdulgafoor54No ratings yet
- Purchase Request Form TemplateDocument6 pagesPurchase Request Form Templateabdulgafoor54No ratings yet
- Brettschneider - Lambda CaculationDocument4 pagesBrettschneider - Lambda CaculationRodrigo100% (1)
- Assignment ReactiveDocument2 pagesAssignment ReactiveNUREEN DAYANA BINTI MOHD IZMANIZAN A21ET01940% (1)
- Poollab - Manual - GB FR e D I - v28Document80 pagesPoollab - Manual - GB FR e D I - v28Mahmoud AliNo ratings yet
- CHEMICAL ENGINEERING: Production of MTBE from MethanolDocument3 pagesCHEMICAL ENGINEERING: Production of MTBE from MethanolThắng MinerNo ratings yet
- Untitled YIYUIGUDocument44 pagesUntitled YIYUIGUShwanNo ratings yet
- UK CoalDocument231 pagesUK CoalЈованМарковићNo ratings yet
- BA SetDocument39 pagesBA SetKrishna PrasadNo ratings yet
- SOP Gas Cutting and Heating .Document1 pageSOP Gas Cutting and Heating .aarunsnairNo ratings yet
- Greenox Profile IndiaDocument11 pagesGreenox Profile IndiaMuhsen MuhsenNo ratings yet
- Direct From: 1St Quarter 2020Document23 pagesDirect From: 1St Quarter 2020JeanNo ratings yet
- Dipetro Synergy Engineering SDN BHD: Visual Inspection ReportDocument2 pagesDipetro Synergy Engineering SDN BHD: Visual Inspection Reportsaffririzal4237No ratings yet
- FACULTY OF ENGINEERING & TECHNOLOGY COURSE SYLLABUSDocument12 pagesFACULTY OF ENGINEERING & TECHNOLOGY COURSE SYLLABUSSachin HarriramNo ratings yet
- Technical Note 128 - Formaldehyde (HCHO) Sensor in RAE Systems Instruments - 02 14 PDFDocument2 pagesTechnical Note 128 - Formaldehyde (HCHO) Sensor in RAE Systems Instruments - 02 14 PDFRdw PartaNo ratings yet
- International Equipment: CatalogueDocument24 pagesInternational Equipment: CatalogueFahmi FahreziNo ratings yet
- Welder'S Performance Record: Rejection Rate (%) Rejected Total Welded Tested AcceptedDocument3 pagesWelder'S Performance Record: Rejection Rate (%) Rejected Total Welded Tested AcceptedJeniffer Sta. MariaNo ratings yet
- Coal To Methanol Conversion GasificationDocument10 pagesCoal To Methanol Conversion GasificationUmesh Kumar Sharma RamamoorthiNo ratings yet
- Maquet Compressor Mini PartsDocument9 pagesMaquet Compressor Mini PartsAlexandar100% (1)
- Combustion and Flame: AnswerDocument5 pagesCombustion and Flame: Answerniranjan bhagatNo ratings yet
- European Commission Gas Quality ReportDocument48 pagesEuropean Commission Gas Quality ReportVu Duc NguyenNo ratings yet
- Recommendations For A Stringent ISO Standard On The GHG Emissions From Blue Hydrogen ProductionDocument55 pagesRecommendations For A Stringent ISO Standard On The GHG Emissions From Blue Hydrogen ProductionThe International Council on Clean TransportationNo ratings yet
- Specialty Gas Compatability Guide Air LiquideDocument3 pagesSpecialty Gas Compatability Guide Air LiquidemauroNo ratings yet
- Notice For Expression of Interest: WWW - Rdso.indianrailways - Gov.inDocument3 pagesNotice For Expression of Interest: WWW - Rdso.indianrailways - Gov.inchepurthiNo ratings yet
- LNG (Shell Inc) DMR & PMR ProcessDocument10 pagesLNG (Shell Inc) DMR & PMR ProcessD K S100% (1)
- Sri Lanka Valve Standard 1184Document15 pagesSri Lanka Valve Standard 1184Allen VargheseNo ratings yet
- Natural Gas Hydrates ReportDocument2 pagesNatural Gas Hydrates ReportHardik RawatNo ratings yet
- Fuels and Combustion AssignmentDocument2 pagesFuels and Combustion AssignmentsaurabhNo ratings yet
- NitroxDocument19 pagesNitroxŞef Utas AwijNo ratings yet
- Bio-Energy: Presenter: 1.gokilen Nadarasa 2.faizal Asmat 3. Rubeendran Maniam 4.sathya Raj Selvam 5.mohd Faizal RamliDocument30 pagesBio-Energy: Presenter: 1.gokilen Nadarasa 2.faizal Asmat 3. Rubeendran Maniam 4.sathya Raj Selvam 5.mohd Faizal RamliMohd Faizal RamliNo ratings yet
- Simulation of Liquefied Petroleum Gas LPG Producti PDFDocument7 pagesSimulation of Liquefied Petroleum Gas LPG Producti PDFfarshadNo ratings yet
- Compressor NomenclatureDocument4 pagesCompressor NomenclatureMuhammadUsmanSaeedNo ratings yet